Содержание материала
В. ИЗМЕРЕНИЕ БИЕНИЙ
Биение вращающихся частей определяют индикатором часового типа.
Для измерения радиального биения вала индикатор устанавливают на плоскость разъема подшипникового стояка либо на другое жесткое основание (рис. 7). Проверяемую окружность делят на восемь равных частей, измерительный стержень индикатора устанавливают в верхней части проверяемой поверхности, предварительно стрелку его устанавливают на нуль. Поворачивая ротор (вручную или краном), производят запись показаний индикатора при каждом из восьми положений вала. Для более легкого поворачивания ротора шейку вала смазывают маслом. Запись показаний индикатора ведут со знаком « + » или « —» в зависимости от направления отклонения его стрелки. Разница в показаниях индикатора свидетельствует об эксцентричности проверяемой поверхности или искривлении вала.

Рис. 7. Проверка радиального биения
Величина искривления вала по отношению к его оси равна половике биения. Для получения правильных измерений необходимо перед отсчетом величины биения убедиться в правильной установке индикатора и надежности его закрепления. Для этого перед отсчетом слегка постукивают рукой по индикатору; если после постукивания стрелка индикатора установится в прежнее положение, то это укажет на правильную установку индикатора. Доказательством того, что индикатор не был смещен при измерениях, служит совпадение его показаний при вторичном измерении биения в точке / с показаниями при первом измерении в той же точке. Чтобы избежать искажения показаний, надо при каждом измерении ослаблять трос, которым поворачивают ротор; необходимо также проверить плотность установки вкладышей в расточке стояка и убедиться в отсутствии задевания ротора за какие-либо части. Чтобы исключить случайные ошибки, измерения повторяют два-три раза, несколько сдвигая каждый раз индикатор вдоль оси.
Допустимое биение шеек валов составляет 0,02 мм для диаметров 100—200 мм и 0,03 мм для диаметров более 200 м. В местах установки уплотнений биение не должно превышать 0,05—0,06 мм. Допустимое биение вала ротора в других местах составляет 0,06—0,08 мм для быстроходных машин (3000 об/мин) и 0,10—0,12 мм — для тихоходных.

Рис. 8. Проверка осевого биения полумуфты
Осевое биение торца полумуфты проверяют двумя индикаторами, установленными в диаметрально противоположных точках торца полумуфты (рис. 8) на одинаковом расстоянии от оси вращения. Применение двух индикаторов исключает ошибки, связанные с возможными осевыми сдвигами ротора в процессе измерений.
Здесь также окружность полумуфты разделяют на четное число равных частей, например на восемь. Измерительные стержни индикатора упирают в торец полумуфты на расстоянии 10—15 мм от края. Биение торца полу муфты определяют на основании восьми пар показаний индикаторов соответственно восьми различным положениям ротора. Для нахождения величины биения торца полумуфты на каком-либо диаметре определяют сумму показаний обоих индикаторов для одной и той же точки торца муфты при двух положениях вала — до и после поворота его на 180°.
Если при первоначальном положении ротора показание индикатора / в точке / будет 7|, показание индикатора // в точке 5 составит //5, а при повороте ротора на 180° (см. штриховую линию на рис. 8, б) показания индикаторов будут соответственно равны /5 и /Л, то биение As торца полумуфты на диаметре 1—5 определится по формуле
Значения Л, /Л, /5 и //5 в формуле имеют знак « + » при отклонении стержня индикатора в сторону индикатора и знак « — » при отклонении стержня в сторону муфты.
Измерение радиальных и торцевых биений поверхности вала при
Помощи индикатора часового типа
Цель работы:изучение методики и техники измерения радиального и торцового биения деталей типа тела вращения с помощью универсальных измерительных средств.
Задание:измерить радиальное и торцовое биение детали − вал ступенчатый, дать заключение о годности вала.
Перечень приборов и принадлежностей, необходимых для выполненияработы:стол с центрами; штатив ШМ-I, индикатор часового типа ИЧ 02, объект измерения и его чертеж, уровень точности (выдает преподаватель).
Методы измерения биений
У деталей типа тел вращения наиболее часто нормируют радиальное и торцовое биения, являющиеся суммарными отклонениями формы и расположения поверхностей этих деталей.
Полное радиальное биение отличается от радиального биения тем, что оно учитывает отклонение всей цилиндрической поверхности ΔΣ = rmax − rmin (рис. 2.15.б). Оно является результатом совместного проявления отклонения от цилиндричности рассматриваемой поверхности (отклонение формы) и отклонения от соосности поверхности относительно базовой оси (отклонение расположения). При измерении полного радиального биения, кроме вращения, деталь или измерительное средство (например, индикатор) дополнительно перемещают вдоль базовой оси вращения
Рис. 2.15. Суммарное отклонение формы и расположения
а − радиальное биение; б − полное радиальное биение;
в − торцовое биение; г − полное торцовое биение
Торцовым биением называют разность ΔΣ наибольшего и наименьшего расстояний от точек реального профиля торцовой поверхности до плоскости, перпендикулярной базовой оси. Профиль расположен в сечении торцовой поверхности цилиндром заданного диаметра d1, соосным с базовой осью, а если диаметр не задан, то в сечении наибольшего диаметра (рис. 2.15.в). Торцовое биение является результатом совместного проявления отклонения от общей плоскости точек, лежащих на линии пересечения торцовой поверхности с секущим цилиндром, соосным с осью детали (отклонение формы), и отклонения от перпендикулярности торца относительно оси базовой поверхности (отклонение расположения) на длине, равной диаметру рассматриваемого сечения. При нормировании торцового биения не выявляются отклонения от плоскостности всей рассматриваемой поверхности, в частности выпуклости или вогнутости. Для ограничения этих отклонений введено понятие полного торцового биения.
Полное торцовое биение является результатом совместного проявления отклонения от плоскостности рассматриваемой поверхности (отклонение формы) и отклонения ее от перпендикулярности относительно базовой оси (отклонение расположения) (рис.2.15.г). Таким образом, полное торцовое биение отличается от торцового биения тем, что при контроле учитывают плоскостность всей торцовой поверхности. При измерении полного торцового биения, кроме вращения детали, следует дополнительно перемещать измерительное средство (например, индикатор) по радиусу от центра к периферии (или наоборот).
Базами, относительно которых задают радиальное и торцовое биение, могут быть: общая ось центровых отверстий или двух других поверхностей вращения, а также оси наружной или внутренней цилиндрических поверхностей.
Радиальное и торцовое биения определяют как разность показаний измерительного прибора при вращении детали, установленной, в зависимости от требований чертежа к измерительной базе, в центрах (рис.2.16.а), на призмы (рис. 2.16.б), цилиндрической (рис. 2.16.в) или разжимной (рис. 2.16.г) оправках.
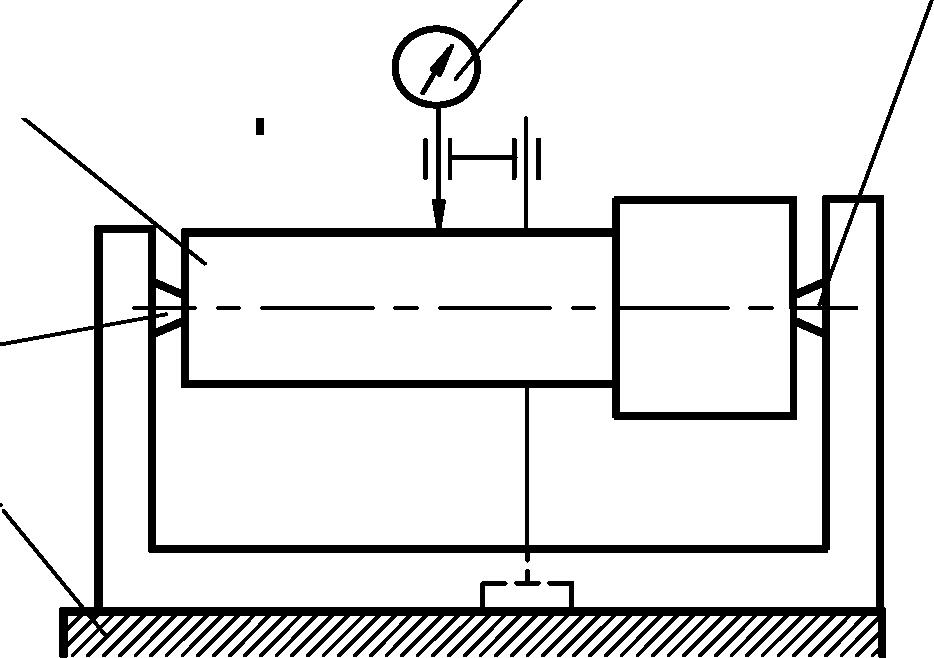
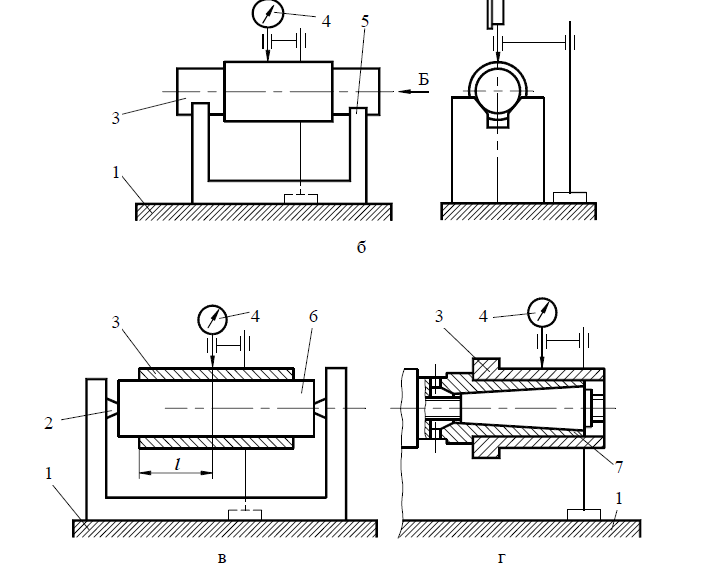
Рис.2.16. Схемы измерения радиального биения при установке детали
а – в центрах; б – на призмы, в – на гладкую цилиндрическую оправку;
г – на разжимную (цанговую) оправку;
Если положение плоскости измерения указано на чертеже детали, радиальное биение определяют, как разность наибольшего и наименьшего показаний измерительного прибора в заданном сечении. Если положение плоскости измерения чертежом не оговаривается, измерение радиального биения осуществляют в нескольких сечениях, количество которых определяется длиной нормируемого участка в соответствии с табл. П 2.4.1. За
радиальное биение в этом случае принимают максимальное значение биения из всех измеренных в различных сечениях.
Полное радиальное биение определяют как разность максимального и минимального показаний измерительного прибора из всех выполненных измерений в нескольких сечениях. Количество сечений, в которых
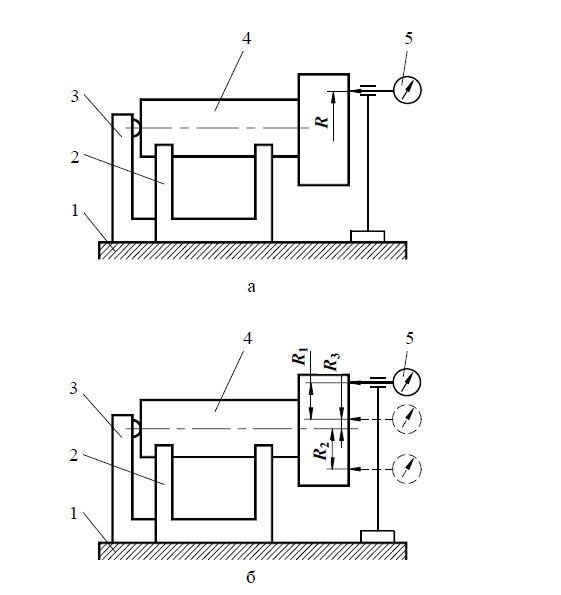
Рис.2.17. Схемы измерения торцевого и полного торцевого биения при
установке детали на призмах
а) измерение торцевого биения; б) измерение полного торцевого биения.
осуществляют измерения, как и в предыдущем случае, определяют в зависимости от длины нормируемого участка по табл. П 2.4.1.
Торцовое биение на заданном радиусе R определяют как разность наи-большего и наименьшего показаний измерительного прибора, установленного по схеме (рис. 2.17а). Показания прибора снимают, вращая деталь и поджимая ее к упору. Если радиус R чертежом не оговорен, торцовое биение измеряют на максимально возможном для измерения радиусе Rmax.
Для определения полного торцового биения измерения проводят на не-скольких радиусах, начиная от оси вращения до Rmax (рис.2.17б). За полное торцовое биение принимают разность наибольшего и наименьшего показаний измерительного прибора из всей совокупности проведенных измерений
2.4.2 Устройство биенеметра и подготовка прибора к работе.
Устройство биенеметра показано на рис. 2.18.
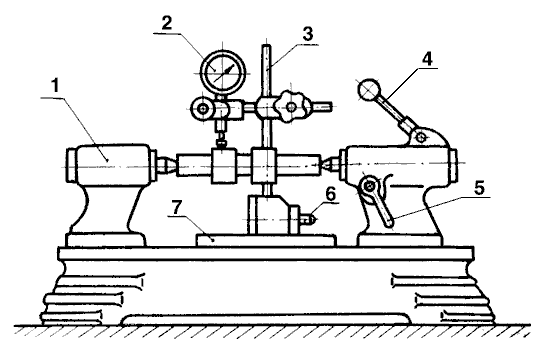
Рис. 2.18. Прибор для проверки годности ступенчатого валика по
радиальному биению его ступеней относительно оси центров
1 – прибор для проверки изделий на биение в центрах; 2 – индикатор
часового типа; 3 – штатив; 4 – рукоятка; 5 – зажим; 6 – кнопка
управления магнитом; 7 – стол.
Ступенчатый валик устанавливается своими центровыми отверстиями в центры прибора 1, для чего подвижный центр предварительно отводится рукояткой 4, а затем фиксируется зажимом 5. Штатив 3 с закрепленным на нем индикатором 2 ставится на стол 7 так, чтобы измерительный стержень упирался в точку проверяемой поверхности, лежащую в плоскости, проходящую через ось центров (рис. 2.18.). В найденном положении штатив фиксируется своим основанием на столе с помощью магнита, управляемого кнопкой 6. Перемещением индикатора относительно штатива создается измерительный натяг (1 – 2 мм).
Индикатор часового типа (рис. 2.19.) применяют для измерения размеров, отклонений формы и взаимного расположения поверхностей (радиальное биение, торцовое биение и др.). Шкала индикатора 2 имеет 100 делений. Полный оборот стрелки 3 соответствует перемещению измерительного стержня5 на один миллиметр. Перемещение
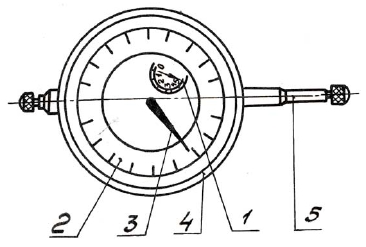
Рис. 2.19. Индикатор часового типа 1 – указатель оборотов; 2 – шкала индикатора; 3 – большая стрелка; 4 – корпус.
100 делений. Полный оборот стрелки 3 соответствует перемещению измерительного стержня5 на один миллиметр. Перемещение стрелки 3 на одно деление соответствует перемещению измерительного стержня на величину цены деления шкалы 2. Каждому обороту большой стрелки 3 соответствует одно деление маленькой стрелки по шкале указателя оборотов 1. Следовательно, цена деления шкалы указателя оборотов равна 1 мм.
Шкала индикатора 2 вместе с ободком может поворачиваться относительно корпуса прибора 4, так что против большой стрелки 3 прибора можно установить любой штрих шкалы. Это используется при установке прибора в нулевое положение.
Рекомендации по измерению
Осмотреть индикатор, проверить надёжно ли он закреплён на стойке. При нажатии на измерительный стержень стрелка должна свободно перемещаться относительно шкалы. При повороте шкала должна должна свободно перемещаться относительно неподвижной стрелки. Плавно вращая проверяемый валик на полный оборот, замечают наибольшее Rmax и наименьшее Rmin показания индикатора. Складывая число делений, соответствующих наибольшим отклонениям стрелки в обе стороны от нуля и умножив на цену деления шкалы, рассчитывают величину радиального или торцевого биения валика.
Числовые величины показаний записывают в таблицу результатов измерений и по разности Е1 = Rmax – Rmin определяют радиальное биение поверхности в каждом сечении.
Измерение полного радиального биения проводят при вращении детали и перемещении штифта индикатора вдоль оси перемещения.
Измерение торцевого биения производят на заданном диаметре торцевой поверхности. При измерении полного торцевого биения измеряемая деталь должна вращаться, а штифт индикатора перемещаться в радиальном направлении перпендикулярно базовой оси на нескольких заданных радиусах измеряемой поверхности.
Порядок выполнения работы
1. Изучить инструкцию по технике безопасности при выполнении лабораторных работ.
2. Изучить методы измерения радиального и торцового биения деталей типа тел вращения.
4. Для измерения радиального и полного радиального биения.
4.1. По табл. П 2.5.1., исходя из размеров измеряемой поверхности, установить количество плоскостей измерения радиального биения.
4.2. В каждом сечении наметить n равномерно распределенных точек для замеров, желательно замеры в последующих сечениях проводить обходом точек в той же последовательности.
4.3. Измеряемую деталь установить в центра. Штатив с индикатором часового типа установить в положение «0», показанное на рис.2.19. с натягом в один полный оборот стрелки индикатора. Измерить радиальное биение в каждом сечении,в n точках, причем «0» выставляется один раз при первом измерении.
4.4. Результаты измерения занести в таблицу (табл. 2.13.).
4.5. Определить радиальное биение и полное радиальное биение поверхности по формулам: TCR= Rmax – Rmin ;
Результаты измерений радиального и полного радиальных сечений.
| № поперечного сечения | Результат измерения, мм | Радиальное биение, мм TCR | Полное радиальное биение, мм TCTR |
| М1 | М2 |
4.6 Начертить эскиз вала с указанием табличных значений радиального и полного радиального биений.
4.7.Дать заключение о годности вала, сравнивая полученные измерением значения показателей с табличными.
5. Для измерения торцевого и полного торцевого биения.
5.1 Установить штатив с индикатором в положение, показанное на рис.2.17а с натягом 1 … 2 мм.
5. 2 Измерить торцовое биение на заданном радиусе R
5.3 Измерить полное торцовое биение на радиусах R1, R2, … Rn(рис.
2.17). Для сравнения с табличным значением взять максимальное из
5.4 Рассчитать полное торцовое биение поверхности.
5.5 Результаты измерения и расчетов занести в таблицу табл.2.14.
5.6 Начертить эскиз вала с указанием табличных значений торцевого и полного торцевого биений.
5.7 Дать заключение о годности вала.
Результаты измерения торцевого и полного торцевого биений.
| Вид биения | Радиус измерений | Результаты измерений, мм | Значение биений в сечениях, мм | Итоговое значение, мм |
| обозначение | мм | max | min | |
| Торцевое ECA | R | |||
| Полное торцевое ECTA | R1 R2 Rn |
2.5 Приложения к разделу
Минимальное количество точек на образующей при дискретном измерении отклонения профиля продольного сечения отклонений от цилиндричности
| Длина нормируемого участка L, мм | До 18 | Св. 18 до 50 | Св. 50 до 120 | Св. 120 до 250 | Св. 250 до 630 |
| Количество точек измерения на каждой образующей Kmin |
Степени точности для цилиндрических поверхностей
| Степень точности | Пример назначения | Вид окончательной обработки |
| 1, 2 | Ролики подшипников 2-го класса точности, поверхности деталей плунжерных и золотниковых пар, валы и отверстия втулок измерительных приборов, координатных измерительных машин | Доводка, тонкое шлифование, алмазное растачивание повышенной точности |
| 3, 4 | Посадочные поверхности подшипников 4-го и 5-го классов точности и соединяемые с ними поверхности валов и корпусов, поверхности поршневых пальцев и др. | Доводка, хонинговаиие, тонкое шлифование, алмазное растачивание, тонкое обтачивание и растачивание |
| 5, 6 | Посадочные поверхности подшипников 6-го и 0-го классов точности и соединяемые с ними поверхности валов и корпусов, валы редукторов | Шлифование, хонингование, чистовое обтачивание и растачивание, тонкое развертывание, протягивание |
| 7, 8 | Подшипники скольжения двигателей, гидротурбин и редукторов; отверстия под втулки в шатунах двигателей | Чистовое точение и растачивание, развертывание, протягивание, зенкерование |
| 9, 10 | Подшипники скольжения при невысоких частотах вращения, поршневые кольца дизелей | Обтачивание, растачивание, сверление |
Степени точности формы цилиндрических поверхностей в зависимости от квалитета допуска диаметра и относительной геометрической точности (по ГОСТ 24643-81)
| Относительная геометрическая точность | Квалитет допуска диаметра |
| Степень точности формы | |
| Нормальная (А)(60%) | |
| Повышенная (В)(40%) | |
| Высокая (С) (25%) | |
| Особовысокая (менее 25%) |
Допуски Т (в мм) формы цилиндрических поверхностей (цилиндричности, круглости и профиля продольного сечения)
| Степень точности | Номинальный диаметр поверхности, мм | |||||||||
| До 3 | Св.3 До 10 | Св. 10 До 18 | Св. 18 До 30 | Св. 30 До 50 | Св. 50 До 120 | Св. 120 До 250 | Св. 250 До 400 | Св.400 До 630 | Св. 630 До1000 | Св. 1000 До1600 |
| 0,3 0,5 0,8 1,2 | 0,4 0,6 1,6 2,5 | 0,5 0,8 1,2 | 0,6 1,6 2,5 | 0,8 1,2 | 1,6 2,5 | 1,2 | 1,6 2,5 | 2,5 |
Допуски Т (в мкм) параллельности, перпендикулярности, наклона, торцового и полного торцового биения
| Степень точности | Номинальная длина нормируемого участка поверхности, мм Номинальный диаметр торцовой поверхности, мм | ||||||||
| До 10 | Св. 10 До 16 | Св. 16 До 25 | Св. 25 До 40 | Св. 40 До 63 | Св. 63 До 100 | Св. 100 До 160 | Св. 160 До 250 | Св.250 До 400 | Св. 400 До630 |
| 0,4 0,6 1,6 2,5 | 0,5 0,8 1,2 | 0,6 1,6 2,5 | 0,8 1,2 | 1,6 2,5 | 1,2 | 1,6 2,5 | 2,5 |
Допуски Т (в мкм) радиального биения и полного радиального биения. Допуски Т (в мкм) соосности, симметричности, пересечения осей в диаметральном выражении
Измерение зазоров,биений и вибраций
1. ИЗМЕРЕНИЕ ЗАЗОРОВ МЕЖДУ РОТОРОМ И СТАТОРОМ
Измерение зазора производят щупами длиной 250 мм, состоящими из набора калиброванных пластин, или же при больших зазорах (в турбогенераторах) специальным щупом. При отсутствии такого щупа можно изготовить набор щупов (рис. 1) из проволоки диаметром 2—3 мм и проверить их штангенциркулем. Такой щуп вводят в зазор плашмя параллельно оси машины, а затем для измерения поворачивают на 90°(устанавливая в положение, изображенное на рис. 1).

Рис. 1. Проволочный щуп для измерения больших зазоров между ротором и статором
При измерениях щуп должен соприкасаться со сталью статора (полюсов) и ротора (якоря), не попадая на пазовый клин или бандаж. При работе необходимо следить за тем, чтобы места измерений и поверхность щупа были чистыми.
Зазор измеряют с обеих сторон машины в нескольких точках, обычно в четырех, сдвинутых относительно друг друга на 90°. В машинах большого диаметра измерение производят в шести или восьми точках. В машинах постоянного тока и в явно полюсных синхронных машинах измерения производят под серединой каждого полюса. Измеряют 3—4 раза, каждый раз поворачивая ротор или якорь на 90°. Средним зазором в каждой данной точке является среднее арифметическое всех полученных значений в данной точке.
Если при указанных измерениях во всех точках получаются значительные отклонения в величине зазоров при различных положениях ротора, то необходимо проверить совпадение осей и цилиндричность поверхностей статора и ротора.
Для проверки формы расточки статора его окружность разделяют на 6, 8, 12 и т. д. частей (рис. 2) в зависимости от диаметра статора.

Рис. 2. Проверка формы расточки статора и ротора
В машинах постоянного тока берут число точек, равное числу полюсов. К каждой точке статора или к каждому полюсу подводят одну и ту же точку ротора или якоря (точку б) и измеряют зазор. Для проверки цилиндричности поверхности ротора поступают аналогично, разделяя на столько же равных частей окружность в синхронных машинах с явно выраженными полюсами, число точек берут равным числу полюсов.
В этом случае каждую из указанных точек ротора подводят к одной и той же точке статора (точке а) и производят измерения.
Средним зазором в машине является среднее арифметическое значение всех измеренных зазоров. Наибольшие отклонения от средне-го зазора имеют место в точках совмещения наибольшего радиуса статора с наименьшим радиусом ротора и наименьшего радиуса статора с наибольшим радиусом ротора. Анализировать результаты измерений удобно, если они записаны по форме табл. П12-1.

Регулирование зазора между ротором и статором производят, изменяя толщину и число прокладок под лапами статора и передвигая статор по горизонтали. При монтаже иногда статор опускают на 0,2—0,3 мм, но в пределах допустимых отклонений, для получения внизу несколько большего зазора.
Наибольшие отклонения измеренных зазоров не должны превышать (по данным завода «Электросила») следующих величин:
Измеренный наименьший зазор до 0,5 мм. + I 0 %
Измеренный средний зазор, мм:
0,6-10. ±10%
10—20. ± I мм
больше 20. ±5%
Для добавочных полюсов в машинах постоянного тока допустимое отклонение от среднего зазора составляет ±5 %.
2. ИЗМЕРЕНИЕ ЗАЗОРОВ В ПОДШИПНИКАХ
Измерение зазора между верхней половиной вкладыша и шейкой вала обычно производят при помощи свинцовой проволоки диаметром 1,0 мм и длиной 40—50 мм. Кусочки проволоки укладываются на плоскости разъема нижней половины вкладыша с обеих сторон, а также на вал, как это указано на ( рис. 3, а).

Рис. 3. Измерение зазоров: а — между шейкой вала и вкладышем; б — между крышкой подшипника и верхним вкладышем
Затем, установив верхнюю половину вкладыша и крышку подшипника, затягивают болты, в результате чего проволочки сплющиваются. По их толщине, измеренной микрометром, определяется верхний зазор между шейкой вала и верхней половиной вкладыша. Эти зазоры а1 и а2 в поперечной плоскости А1А1 и А2А2 будут соответственно равны:

где с1,c2, b1,b2,b3 и b4 — толщины соответствующих проволочек. Разница между a1 и а2 не должна превышать 10 %.
Между крышкой подшипника и верхним вкладышем зазор не должен превышать 0,05 мм. Он может быть определен при помощи таких же отрезков свинцовой проволоки, укладываемых между крышкой подшипника и верхним вкладышем и в плоскости разъема между верхней крышкой подшипника и стояком (рис. 3, б). Зазор между крышкой подшипника и вкладышем будет:

где с3,b5,b6,b7,b8 — толщины соответствующих сплющенных проволочек. Размеры клиновидных щелей (боковые зазоры) измеряются щупом при роторе, установленном на подшипники.
Зазоры в подшипниках должны соответствовать данным завода-изготовителя. В тех случаях, когда последние отсутствуют, можно руководствоваться приведенными ниже ориентировочными данными.
При определении необходимой величины зазоров следует иметь в виду,что согласно гидродинамической теории смазки при увеличении зазора против требуемого для заданных условий работы уменьшается подъемная сила масляного клина а также толщина смазочного слоя. Это сокращает нагрузочную способность подшипника и увеличивает потери на трение. Поэтому при небольших скоростях шеек, т. е. в тихоходных машинах, зазор делают меньшим, чем в быстроходных, так как в этом случае для получения необходимой подъемной силы масляного клина необходим меньший зазор, причем чем больше нагрузка шейки, тем относительно меньше должен быть зазор. При больших скоростях шеек условия для образования масляного клина более благоприятны, и поэтому зазоры в быстроходных машинах могут быть сделаны большими, чем в тихоходных.
В неразъемных подшипниках (втулках) небольших машин с кольцевой смазкой посадку вала во втулках обычно делают с гарантированным зазором d8 и d9. Лишь при частоте вращения менее 1000 об/мин некоторые заводы применяют посадку е8.
В табл. П12-2 приведены ориентировочные величины пределов диаметральных (верхних) зазоров между шейкой вала и вкладышем в неразъемных вкладышах подшипников с кольцевой смазкой. Этой таблицей можно пользоваться для машин до 1000 кВт при частоте вращения до 1500 об/мин включительно и для машин до 200 кВт при 3000 об/мин.

Диаметральные (верхние) зазоры а (рис.4) в разъемных вкладышах подшипников с кольцевой смазкой обычно находятся в пределах 0,15—0,25 % диаметра шейки вала. Верхний предел относится к быстроходным машинам, нижний — к тихоходным. При этом предполагается, конечно, что указанный диаметральный зазор соответствует цилиндрической расточке вкладыша, так как только при этом он определяет форму масляного клина между шейкой и вкладышем.

Рис. 4.Зазоры в подшипниках
Боковые (горизонтальные) зазоры б без учета продольных канавок (карманов), отнесенных к плоскости разъема, должны составлять на сторону 0,5 верхнего зазора.
В подшипниках с циркуляционной смазкой верхние зазоры делаются больше, чем при кольцевой смазке, так как при больших окружных скоростях и значительных нагрузках требуется больший расход масла для охлаждения шейки и вкладыша. Увеличение верхнего зазора не должно сказываться на величине масляного клина, что будет обеспечено при сохранении необходимого радиуса расточки нижней половины вкладыша. Обычно в подшипниках с циркуляционной смазкой верхние зазоры находятся в пределах 0,25—0,40 % диаметра шейки, а в некоторых случаях доходят до 1,2 %.
Ориентировочные данные по продольным канавкам (карманам) для разъемных вкладышей приведены в табл. П12-3.

Если в верхней половине вкладыша нужно увеличить верхний зазор между шейкой вала и вкладышем, то делают выточку необходимой глубины. Чтобы уменьшить вытекание масла вдоль оси вкладыша, выточку не доводят до краев, оставляя у торцов пояски с нормальным требуемым диаметром расточки вкладыша.
Таким образом, указанное увеличение верхнего зазора должно быть достигнуто специальной обработкой верхней половины вкладыша. Если, однако, при наладке машины или при срочном ремонте нет возможности произвести такую обработку, то в качестве временной меры можно допустить установку в стыке обеих половин вкладыша прокладок (рис. 5), которые вырезают из тонкой листовой стали толщиной 0,1—0.2 мм.

Рис. 5. Прокладка в стыке вкладышей 1— вкладыш; 2 — прокладка

Рис. 6. Осевые зазоры между торцами вкладышей подшипников и заточками вала
В многомашинных агрегатах величину осевых зазоров надо устанавливать в предположении, что температурное удлинение валов происходит от середины агрегата по направлению к крайним подшипникам. Величины осевых зазоров задает завод-изготовитель. При отсутствии этих данных обычно исходят из предположения, что вал удлиняется на 0,5 мм на 1 м длины при повышении его температуры на 40 °С. Для валов крупных машин (при диаметре более 200 мм) разбег ротора в обе стороны от центрального положения составляет ориентировочно 2 % диаметра шейки.
3. ИЗМЕРЕНИЕ БИЕНИЙ
Биение вращающихся частей определяют индикатором часового типа.
Для измерения радиального биения вала индикатор устанавливают на плоскость разъема подшипникового стояка либо на другое жесткое основание (рис. 7).

Рис.7.Проверка радиального биения
Проверяемую окружность делят на восемь равных частей, измерительный стержень индикатора устанавливают в верхней части проверяемой поверхности, предварительно стрелку его устанавливают на нуль. Поворачивая ротор (вручную илн краном), производят запись показаний индикатора при каждом из восьми положений вала. Для более легкого поворачивания ротора шейку вала смазывают маслом. Запись показаний индикатора ведут со знаком « + » или « —» в зависимости от направления отклонения его стрелки. Разница в показаниях индикатора свидетельствует об эксцентричности проверяемой поверхности или искривлении вала.
Величина искривления вала по отношению к его оси равна половике биения. Для получения правильных измерений необходимо перед отсчетом величины биения убедиться в правильной установке индикатора и надежности его закрепления. Для этого перед отсчетом слегка постукивают рукой по индикатору; если после постукивания стрелка индикатора установится в прежнее положение» то это укажет на правильную установку индикатора. Доказательством того, что индикатор не был смещен при измерениях, служит совпадение его показаний при вторичном измерении биения в точке 1 с показаниями при первом измерении в той же точке. Чтобы избежать искажения показаний, надо при каждом измерении ослаблять трос, которым поворачивают ротор; необходимо также проверить плотность установки вкладышей в расточке стояка и убедиться в отсутствии задевания ротора за какие-либо части. Чтобы исключить случайные ошибки, измерения повторяют два-три раза, несколько сдвигая каждый раз индикатор вдоль оси.
Допустимое биение шеек валов составляет 0,02 мм для диаметров 100—200 мм и 0,03 мм для диаметров более 200 м. В местах установки уплотнений биение не должно превышать 0,05—0,06 мм. Допустимое биение вала ротора в других местах составляет 0,06—0,08 мм для быстроходных машин (3000 об/мин) и 0,10—0,12 мм — для тихоходных.
Осевое биение торца полумуфты проверяют двумя индикаторами, установленными в диаметрально противоположных точках торца полумуфты (рис. 8) на одинаковом расстоянии от оси вращения. Применение двух индикаторов исключает ошибки, связанные с возможными осевыми сдвигами ротора в процессе измерений.

Рис. 8.Проверка осевого биения полумуфты
Здесь также окружность полумуфты разделяют на четное число равных частей, например на восемь. Измерительные стержни индикатора упирают в торец полумуфты на расстоянии 10—15 мм от края. Биение торца полу муфты определяют на основании восьми пар показаний индикаторов соответственно восьми различным положениям ротора. Для нахождения величины биения торца полумуфты на каком-либо диаметре определяют сумму показаний обоих индикаторов для одной и той же точки торца муфты при двух положениях вала — до и после поворота его на 180°.
Если при первоначальном положении ротора показание индикатора I в точке 1 будет I 1, показание индикатора II в точке 5 составит II 5 а при повороте ротора на 180° (см. штриховую линию на рис.8, б) показания индикаторов будут соответственно равны I 5 и II 1, то биение Δs торца полумуфты на диаметре 1—5 определится по формуле:

Значения I1, II1, I5 и II5 в формуле имеют знак « + » при отклонении стержня индикатора в сторону индикатора и знак « — » при отклонении стержня в сторону муфты.
Положительное значение Δs указывает на то, что точка 1 по отношению к точке 5 выступает в сторону индикатора. Если индикаторы установлены на различном расстоянии от оси вращения,.то биение следует отнести к расстоянию между измерительными стержнями индикаторов.
Результаты измерений и подсчетов рекомендуется представить в табличной форме по образцу табл. П12-4.

Как видно из примера, приведенного в табл. П12-4, наибольшее биение будет на диаметре 1—5 в точке 5.
Чтобы исключить случайные ошибки, измерения повторяют два-три раза, смещая каждый раз индикаторы ближе к центру на 5—10 мм. Кроме того, чтобы проверить отсутствие смещения индикаторов при измерениях, ротор устанавливают в первоначальное положение (1—5) и производят повторно два измерения; разность между показаниями индикаторов при отсутствии их смещения должна равняться первоначальной разности.
Допускаемые радиальное и осевое биения составляют: для жестких муфт 0,03—0,04 мм, для полужестких — не более 0,06 мм. Для жестких муфт быстроходных машин, например турбогенераторов, осевое биение не должно превышать 0,02— 0,03 мм.
Биение коллектора проверяют при медленном проворачивании якоря. Наличие промежутков между пластинами весьма затрудняет измерение биения коллектора при обычной форме конца измерительного стержня. Для устранения этого недостатка на конец стержня индикатора надевают плоский наконечник.
Допустимое биение коллекторов быстроходных машин с окружной скоростью коллектора до 50 м/с, например турбовозбудителей, не должно превышать 0,02—0,03 мм, в тихоходных машинах может быть допущено без ущерба для работы машины значительно большее биение.

Рис.9.Вибрация подшипника
При частоте вращения вала менее 500 об/мин можно измерять размах вибрационного смещения индикатором часового типа.
В ГОСТ 16921—83, распространяющемся на вращающиеся электрические машины с массой 0,5—2000 кг и рабочей частотой вращения 600—12 000 об/мии, в качестве оцениваемого параметра вибрации принимается максимальное из средних квадратических значений вибрационной скорости ve, измеренных для диапазона от частоты, соответствующей рабочей частоте вращения, до 2000 Гц.
Для оценки вибрации собранных машин при выпуске с предприятия-изготовителя устанавливается восемь классов по величине вибрации машин. Индексы этих классов обозначаются числами: 0,28; 0,45; 0,7; 1,1; 1,8; 2,8; 4,5; 7,0.
Каждое из чисел равно наибольшему допустимому эффективному значению вибрационной скорости в миллиметрах в секунду для машин данного класса.
Параметры вибрации этих машин должны измеряться при типовых или контрольных испытаниях на предприятиях-изготовителях по ГОСТ 12379—75 в соответствии с программой испытаний, установленной в стандартах или технических условиях на машины соответствующих типов.
До настоящего времени, помимо ГОСТ 16921—83 (для машин с массой до 2000 кг), государственные стандарты устанавливают нормы допустимых вибраций только для синхронных компенсаторов, турбогенераторов и гидрогенераторов.
Допускаемая вибрация (среднее квадратическое значение скорости вибрации) подшипников синхронных компенсаторов (ГОСТ 609—84) иа уровне оси вала при всех режимах работы и при номинальной частоте вращения не должна превышать 2,2 мм/с; допускаемая вибрация сердечника статора на частоте 100 Гц и при симметричной нагрузке не должна превышать 9,5 мм/с.
Вибрация (эффективное значение вибрационной скорости) подшипников турбогенераторов при всех режимах работы, предусмотренных ГОСТ 533—85 Е, должна соответствовать требованиям ГОСТ 25364—82 при номинальной частоте вращения. Нормы вибрации сердечника статора, лобовых частей обмоток и контактных колец устанавливаются в технических условиях на турбогенераторы конкретных типов.
Для гидрогенераторов (ГОСТ 5616—81 Е) допускаемая вибрация в горизонтальной плоскости крестовин гидрогенератора со встроенными в них направляющими подшипниками при вертикальном исполнении или вибрация подшипников при горизонтальном исполнении гидрогенератора во всех режимах работы при номинальной частоте вращения должна быть не более: 180 мкм для генераторов с номинальной частотой вращения до 100 об/мин; 150 мкм — свыше 100 до 187,5 об/мин; 100 мкм — свыше 187,5 до 375 об/мин; 70 мкм — свыше 375 до 750 об/мин.
Допускаемая вибрация (размах колебаний) сердечника статора при частоте 100 Гц при нагрузках в симметричных режимах не должна превышать 30 мкм.
В осевом направлении гидрогенератор должен выдерживать вибрации гидравлической турбины не более указанных выше.
В качестве примера применяемых внутризаводских норм ниже приводятся установленные ЛПЭО «Электросила» (нормали 8Р11 и 8Р15) наибольшие допустимые размахи полигармонической вибрации подшипников электрических машин постоянного и переменного тока, а также агрегатов, за исключением турбогенераторов, при приемных испытаниях на стендах выпускающих цехов:
Номинальная частота вращения ротора (якоря),
об/мин. 375 500 600 750 1000 1500 3000 4500 6000
Наибольший размах вибрации, мкм. 90 85 80 75 70 60 40 30 25
Эти нормы распространяются на любой режим работы, предусмотренный для машины.
Если изготовляется машина с частотой вращения, выходящей за пределы указанного диапазона, а также в случаях, когда машина должна удовлетворять более жестким требованиям, то заводом устанавливаются для этой машины индивидуальные нормы допустимой вибрации.



