Снять заусенцы на металле, притупить кромки с помощью виброгалтовки

Снятие заусенцев на металле.
В этой небольшой статье компания «Галтовка СПб» расскажет об эффективном способе снятия заусенцев с металла после лазерной (плазменной) резки металла. Способ называется виброгалтовочная обработка (или галтовка).
Как снять заусенец поле резки и притупить острые края металла?
Изделие или партия изделий помещаются в металлическую емкость, называемую галтовочным (виброгалтовочным барабаном). В большинстве случаев, внутренние стенки барабана, защищены полиуретановым покрытием, для исключения возможности повреждения изделий о стенки барабана в процессе галтовки. В этом же барабане находятся, заранее подобранные галтовочные тела (галтовочный наполнитель).
Как правильно подобрать галтовочный наполнитель?
Подбор галтовочного наполнителя должен производится специалистами, имеющими достаточный опыт в проведении галтовочных работ и учитывать такие факторы, как материал изделия, требования финишной шероховатости, наличие на изделии: пазов, отверстий, уступов, резьб и другое.
Сколько времени занимает процесс галтовки?
Процесс галтовки изделий занимает в среднем от 1 до 4 часов технологического времени работы оборудования. При выполнении ответственных работ, например, финишные операции, где необходимо получить шероховатость выше 8-го, 9-го, или даже 10-го класса, среднее время обработки может составлять от 6 до 24 часов, при этом используются несколько видов галтовочных наполнителей.
Преимущества перед традиционными способами снятия заусенцев:
— изделия после виброабразивной обработки имеют «Товарный вид»;
— высокая повторяемость качества (Важный параметр при серийном производстве);
— отсутствие «человеческого фактора», который присутствует при проведении классических слесарных работ;
— возможность единовременной обработки партий изделий;
Когда следует применять виброгалтовочную обработку:
— если необходимо, притупить острые углы (кромки) на изделии из металла после механической обработки;
— если необходимо, притупить острые углы (кромки) на изделии после лазерной или плазменной резки ;
— если необходимо повысить класс шероховатости на поверхности изделия.
При изготовлении лопаток турбин, применение технологии виброгалтовочной обработки (матирующая галтовка), позволяет получить шероховатость на поверхности пера от 8-го до 10-го класса шероховатости, что положительно влияет на КПД турбинной лопатки, а также на ее износостойкость в процессе работы.
Перед покраской или нанесением гальванических покрытий на изделия, ведь не секрет, что покрытия «плохо ложатся» на острые кромки, и начинают откалываться именно с острых кромок.
Так же услуга галтовки востребована для тех изделий, где не подходят традиционные методы обработки.
Кто выполняет услуги?
В настоящее время достаточно большое количество организаций уже успешно используют услуги галтовки в Санкт-Петербурге, вы можете найти информацию самостоятельно в сети интернет, например, компанию «Галтовка СПб», которая успешно выполняет данную услугу.
СПОСОБ ПРИТУПЛЕНИЯ ОСТРЫХ КРОМОК ИЗДЕЛИЙ (ВАРИАНТЫ) Российский патент 2001 года по МПК C03B33/02
Описание патента на изобретение RU2163226C1
Изобретение относится к способам обработки материалов, в частности к способам притупления острых кромок изделий различных хрупких неметаллических материалов, преимущественно из стекла. Настоящее изобретение может быть использовано в различных отраслях промышленности для высококачественной и производительной обработки кромок самого широкого класса материалов при изготовлении деталей любых размеров и конфигураций, в том числе в электронной промышленности при изготовлении различных компонентов, в автомобильной и авиационной промышленности при изготовлении изделий остекления, а также в других отраслях промышленности.
Сущность указанного способа заключается в следующем. Первоначально нагревают поверхность стекла лазерным излучением с длиной волны 10,6 мкм (излучение CO2-лазера) до температуры, ниже температуры плавления стекла при неоднократном воздействии лазерного пучка вдоль линии реза. Данный способ резки и притупления острых кромок изделий может быть реализован только для цилиндрических стеклянных изделий, в частности выдувных стеклянных стаканов. После отделения части стеклянного изделия под действием дополнительных гравитационных или механических сил нагрев лазерным пучком продолжают до оплавления кромки изделия. Поскольку энергия лазерного излучения диапазона 10,6 мкм поглощается в очень тонком поверхностном слое стекла (порядка длины волны излучения), то дальнейшее распространение тепла вглубь стекла происходит за счет теплопроводности. Учитывая низкую теплопроводность стекла, процесс нагрева и оплавления кромки является очень медленным и неэффективным. Кроме того, как и в описанном выше способе оплавления кромок стекла пламенем газовых горелок, данный способ требует последующего дополнительного температурного отжига для снятия термонапряжений. Поэтому этот способ не нашел широкого практического применения.
В основу настоящего изобретения положена задача создать новый способ притупления острых кромок изделий из стекла и других хрупких неметаллических материалов с такими параметрами, при которых, помимо резкого увеличения производительности и качества обработки, будет обеспечена возможность эффективного применения данного способа для притупления кромок изделий из самого широкого класса материалов, включая различные монокристаллы, а также позволит исключить дополнительный температурный отжиг изделия.
Поставленная задача решается тем, что в способе притупления острых кромок изделий из стекла, включающем нагрев кромки изделия сфокусированным лазерным пучком и относительное перемещение изделия и пучка, согласно изобретению осуществляют нагрев по меньшей мере одной поверхности кромки частью пучка до температуры, не превышающей температуры испарения материала.
Целесообразно осуществлять нагрев второй поверхности кромки изделия другой частью лазерного пучка.
Также целесообразно нагрев кромки изделия осуществлять лазерным пучком или двумя лазерными пучками, имеющими в сечении на поверхности материала эллиптическую форму.
В ряде случаев, желательно после нагрева кромки изделия в зону нагрева подавать хладагент.
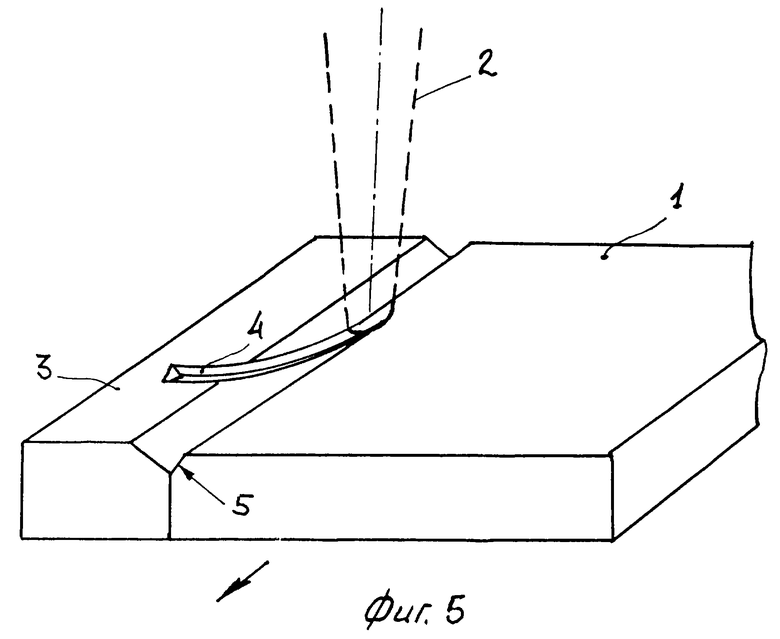
Способ притупления острых кромок изделий из стекла с помощью лазерного излучения заключается в следующем. При нагреве поверхности стекла 1 лазерным пучком 2 с длиной волны излучения 10,6 мкм (излучение CO2-лазера), для которого стекло непрозрачно, вся энергия поглощается в тонком поверхностном слое. Дальнейшее распространение энергии лазерного излучения вглубь материала происходит за счет теплопроводности. Следовательно, степень нагрева поверхности стекла или другого материала под действием лазерного излучения зависит от следующих факторов: мощности и плотности мощности лазерного излучения, скорости относительного перемещения лазерного пучка и материала, а также от скорости отвода тепла от поверхности вглубь материала, которая определяется коэффициентом теплопроводности материала. В результате локального нагрева до температуры, не превышающей температуры плавления, в поверхностных слоях стекла возникают высокие напряжения сжатия, которые компенсируются напряжениями растяжения, расположенными в объеме стекла. В случае выполнения определенных условий нагрева, а именно выбора соответствующей плотности мощности излучения, размеров и формы пучка, а также скорости относительного перемещения изделия и лазерного пучка, можно обеспечить условие, когда напряжения растяжения превысят предел прочности стекла. Это приводит в свою очередь к отделению от кромки стекла узкой полоски стекла 4, за счет чего и обеспечивается притупление острой кромки пластины 1, т.е. образование фаски 5 (см. фиг. 5).
Следует отметить, что при более интенсивном нагреве поверхности может происходить расплавление стекла в зоне воздействия лазерного пучка. По мере перемещения пучка стекло затвердевает. Под действием возникающих при этом термических напряжений может происходить отделение узкой полоски стекла, которая была нагрета до температуры плавления. Следует отметить, что в этом случае существует большой риск появления остаточных термических напряжений вдоль кромки стекла, которые могут привести к образованию микротрещин. Таким образом, притупление кромки может происходить при широком диапазоне температур. Однако при оптимальном режиме притупления кромки следует соблюдать условие нагрева, при котором температура нагрева не превышает температуру плавления материала. Более того, нельзя при нагреве поверхности достигать температуры испарения материала.
Следует отметить, что формой и размерами фаски 5, притупляющей острые кромки изделий, можно управлять в широких пределах. Например, размер фаски может быть равен от нескольких сотых долей миллиметра до нескольких миллиметров. Кроме того, можно также управлять углом наклона фаски по отношению к поверхности стекла. Такая регулировка формы и размеров фаски обеспечивается за счет изменения размеров пучка, а также за счет изменения величины той части пучка 2, которая падает на поверхность A пластины 1.
Значительно расширяет возможности притупления острых кромок изделий использование нагрева второй поверхности В кромки пластины 1 второй частью пучка 2. Это достигается, например, за счет применения поворотного отражающего зеркала 3, контактирующего с кромкой пластины 1 (фиг. 1а).
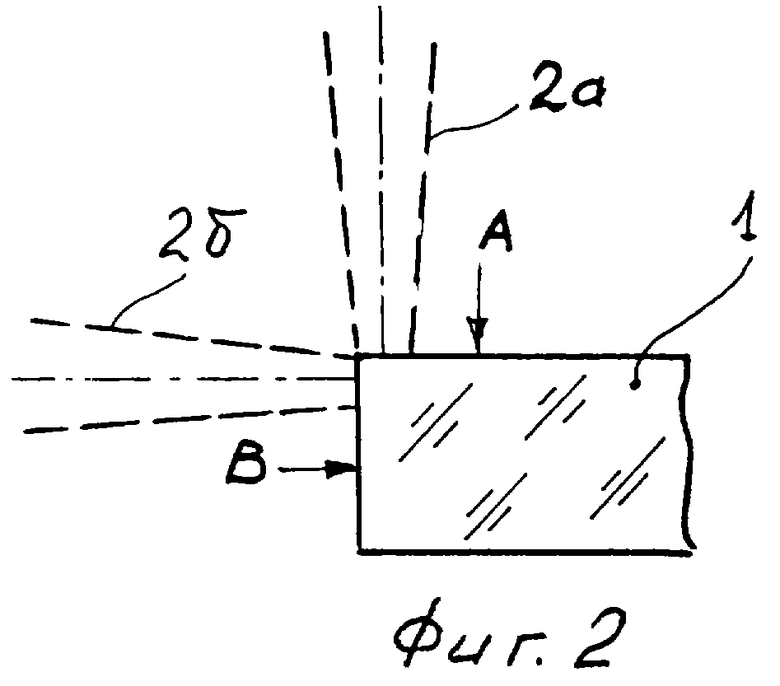
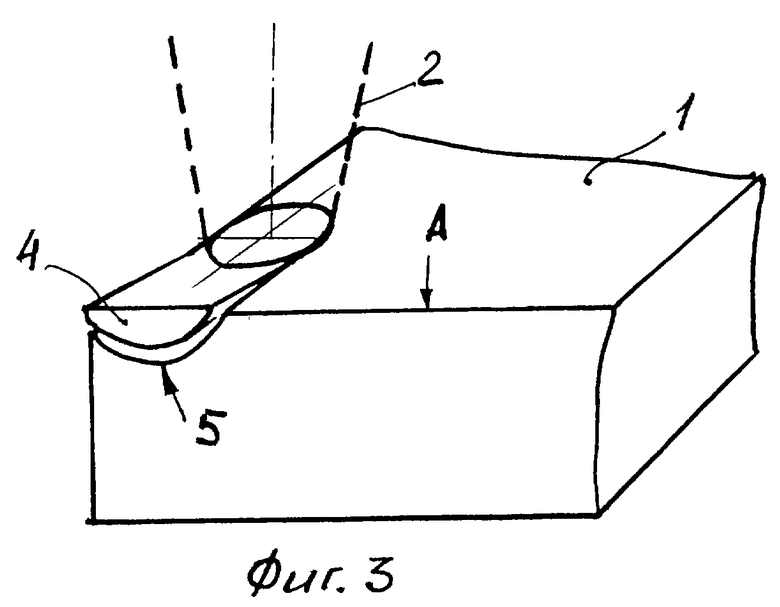
Однако можно использовать для этого другие варианты нагрева обеих поверхностей A и B с помощью одного пучка (фиг. 1б) или с помощью двух пучков (фиг. 2). Как показано на фиг. 3, нагрев только одной поверхности A пластины 1 всем целым пучком 2 также приводит к отделению полоски стекла 4 и образованию канавки 5. Однако такая канавка не может обеспечить притупление кромки.
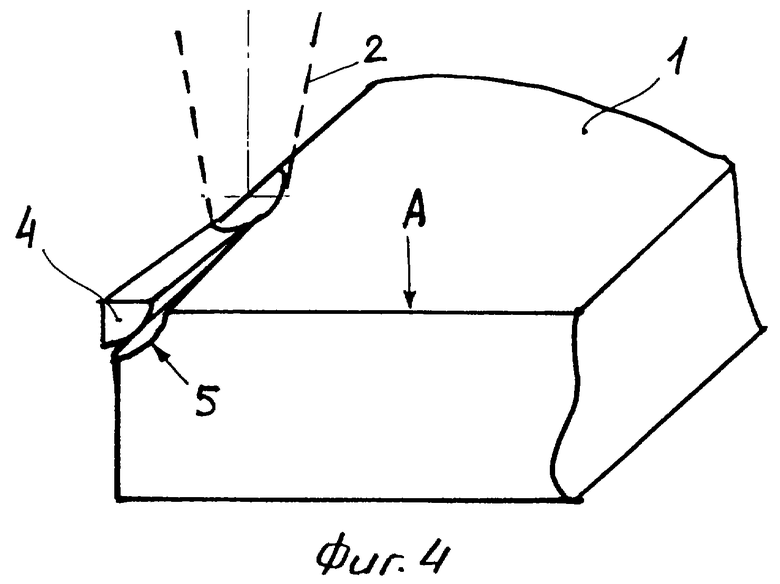
Можно также использовать нагрев только одной поверхности кромки детали частью лазерного пучка (фиг. 4). Однако возможность управления размерами и формой фаски в этом случае значительно ограничены. При этом, как правило, фаска имеет дугообразную форму, что не всегда приемлемо при притуплении кромок.
Как установлено в результате экспериментальных исследований, наиболее эффективно процесс лазерного снятия фасок протекает при нагреве кромки материала лазерным пучком, имеющим в сечении на поверхности материала эллиптическую форму или близкую к ней. Особенно эффективно применение эллиптических пучков для получения фасок больших размеров (более 0,1-0,2 мм) с высокой производительностью и высокой стабильностью процесса. Однако для получения фасок с минимальными размерами протяженность пучка должна быть минимальной. В этом случае можно использовать пучок круглого сечения. Еще одним преимуществом применения лазерных пучков эллиптической формы является дополнительная возможность управления формой фаски за счет поворота эллиптического пучка относительно направления перемещения.
В ряде случаев необходимо для стабилизации процесса притупления кромки вслед за нагревом поверхности материала осуществлять локальное охлаждение зоны нагрева с помощью хладагента. Этот прием наиболее эффективен при относительно невысоком нагреве поверхности материала для увеличения растягивающих напряжений, приводящих к откалыванию узкой полоски материала вдоль кромки.
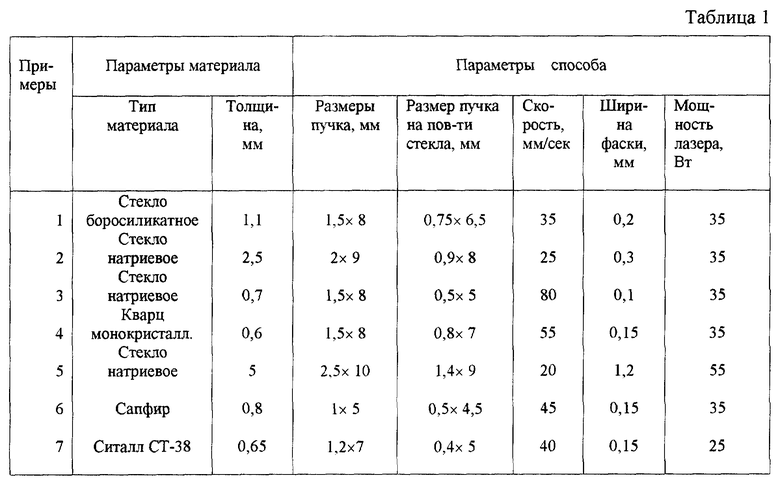
Пример 1. Производилось притупление острой кромки боросиликатного стекла толщиной 1,1 мм с помощью CO2-лазера типа ЛГ-25 мощностью 35 Вт. Образец стекла фиксировался на координатном столе, имеющем возможность перемещения по двум координатам с регулируемой скоростью от 10 до 350 мм/с. Излучение лазера фокусировалось на кромку стекла с помощью двухлинзового объектива в пучок эллиптического сечения с размерами 1,5х8 мм. Было также использовано поворотное отражающее зеркало, установленное под углом 45 o вдоль кромки стекла. В данном случае половина лазерного пучка шириной 0,75 мм направлялась на внешнюю поверхность кромки стекла, а вторая половина пучка, отражаясь от поворотного зеркала, попадала на вторую поверхность кромки стекла. При скорости перемещения стекла 35 мм/с размер фаски составил 0,2 мм.
Другие примеры осуществления способа притупления острых кромок изделий сведены в таблицу.
Для притупления кромки по описанному способу не требуется никакой предварительной подготовки или обработки кромки изделия. Можно успешно снимать фаску с помощью лазерного излучения как после высококачественной резки методом лазерного управляемого термораскалывания, так и после традиционной резки с помощью твердосплавного ролика или алмазного резца. При этом последний способ резки сопровождается наличием большого количества сколов и микротрещин вдоль линии резки. Однако описанный способ лазерного притупления кромок позволяет удалить весь нарушенный трещиноватый слой стекла, который остается в удаляемой узкой полоске. В результате даже после традиционной резки применение нового способа притупления кромок позволяет получить качественно новые прочностные параметры изделий.
Помимо притупления кромок на изделиях из стекла производили также притупление острых кромок на таких хрупких неметаллических материалах, как монокристаллический кварц, сапфир, ситалл и керамика.
Описанный способ притупления острых кромок изделий прошел апробацию при изготовлении различных изделий, в частности при снятии фасок на часовых стеклах и на жидкокристаллических экранах.
Применение описанного способа притупления острых кромок изделий наряду со снижением трудоемкости процесса за счет исключения операций алмазно-абразивного шлифования, а зачастую механической или огневой полировки кромок обеспечивает повышенную механическую прочность и эксплуатационную надежность изделий, благодаря бездефектности кромки после лазерного снятия фаски. Кроме того, использование данного способа снятия фасок не требует применения отдельного сложного и дорогостоящего оборудования, а позволяет в ряде случаев использовать имеющееся резательное оборудование, снабженное дополнительно лазерной технологической головкой.
Похожие патенты RU2163226C1
Иллюстрации к изобретению RU 2 163 226 C1
Реферат патента 2001 года СПОСОБ ПРИТУПЛЕНИЯ ОСТРЫХ КРОМОК ИЗДЕЛИЙ (ВАРИАНТЫ)
Формула изобретения RU 2 163 226 C1
Чем притупить острые кромки металла
ГОСТ 14019-80
(СТ СЭВ 474-88,
ИСО 7438-85)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Методы испытания на изгиб
Metals. Methods of bend tests
Дата введения 1980-07-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ Б.М.Овсянников, Н.А.Бирун, И.А.Балакина, А.В.Минашин
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 18.03.80 г. N 1202
4. Стандарт полностью соответствует СТ СЭВ 474-88, ИСО 7438-85
5. ВЗАМЕН ГОСТ 14019-68
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на которую дана ссылка
Номер пункта, подпункта, перечисления, приложения
7. Срок действия продлен до 01.07.2000* постановлением Госстандарта СССР N 3088 от 16.10.89
8. ПЕРЕИЗДАНИЕ (июнь 1990 г.) с Изменением N 1, утвержденным в октябре 1989 г. (ИУС 1-90)
Настоящий стандарт устанавливает методы испытаний металлов на изгиб при температуре (20 ) °C.
Испытание состоит в изгибе образца вокруг оправки под действием статического усилия и служит для определения способности металла выдерживать заданную пластическую деформацию, характеризуемую углом изгиба, или для оценки предельной пластичности металла, характеризуемой углом изгиба до появления первой трещины.
Стандарт не распространяется на испытания труб полного сечения, сварных соединений и проволоки.
Стандарт полностью соответствует стандартам СТ СЭВ 474-88, ИСО 7438-85.
1. МЕТОДЫ ОТБОРА ОБРАЗЦОВ
1.2. Испытания проводят на образцах круглого, квадратного, прямоугольного или многоугольного сечения.
Требования к испытанию образцов с иной формой поперечного сечения должны указываться в нормативно-технической документации на металлопродукцию.
1.3. Испытания на изгиб металлопродукции номинальной толщиной до 25 мм проводят на плоских образцах толщиной, равной толщине изделия.
При номинальной толщине металлопродукции более 25 мм плоские образцы толщиной (25±0,5) мм изготовляют механической обработкой одной из сторон заготовки.
При испытании необработанная поверхность образца должна лежать на опорах.
Из металлопродукции номинальной толщиной более 25 мм допускается изготовлять образцы толщиной (25±0,5) мм при ширине образцов 30 мм.
Примечание. При соответствии результатов испытаний требованиям нормативно-технической документации на металлопродукцию допускается проведение испытаний на образцах с большей шириной.
1.3.2. Острые кромки образцов должны быть закруглены. Радиус закругления не должен превышать 0,1 толщины образца. Механическую обработку кромок проводят вдоль образца.
Допускается проводить испытания образцов с незакругленными кромками при условии соответствия результатов испытаний требованиям нормативно-технической документации на металлопродукцию.
1.3.3. При контрольных испытаниях образцов толщиной 10 мм и более допускается устанавливать одинаковую ширину образцов, равную удвоенной максимальной толщине образца. Разбивку по толщинам рекомендуется проводить с интервалом 5 мм.
1.4. Металлопродукция круглого или многоугольного сечения подвергается испытанию на изгиб в состоянии поставки (в сечении, равном сечению металлопродукции), если номинальный диаметр (при круглом сечении) или диаметр вписанной окружности (при многоугольном сечении) не превышает 50 мм.
Испытание металлопродукции сечением более 30 и до 50 мм допускается проводить на цилиндрических образцах диаметром (25±0,5) мм.
Испытание металлопродукции сечением более 50 мм проводится на цилиндрических образцах диаметром (25±0,5) мм.
1.5. Допускается проводить испытание на изгиб плоских образцов толщиной более 25 мм и шириной, равной двум толщинам образца, а также металлопродукции диаметром (диаметром вписанной окружности при многоугольном сечении) более 50 мм в состоянии поставки.
1.6. При наличии указаний в нормативно-технической документации на металлопродукцию проводят испытания на изгиб на образцах других размеров.
1.7. Шероховатость поверхности образцов после механической обработки должна быть не более 40 мкм по ГОСТ 2789-73.
Допускается применять образцы с более высоким значением параметра шероховатости или без механической обработки при соответствии результатов испытаний требованиям нормативно-технической документации на металлопродукцию.
1.8. При наличии указаний в нормативно-технической документации на металлопродукцию образцы правят перед испытанием.
1.9. Размеры и форму заготовок и образцов для испытаний на изгиб поковок, отливок и полуфабрикатов устанавливают в соответствующей нормативно-технической документации на металлопродукцию.
1.10. Длину образца устанавливают в зависимости от толщины металла и толщины (диаметра закругления) оправки. Ориентировочную длину образца (L, мм) вычисляют по формуле

— диаметр закругления (толщина) оправки, мм;
1.11. Количество образцов для испытаний указывают в нормативно-технической документации на металлопродукцию.
2.1. Испытание на изгиб проводят на универсальных испытательных машинах или прессах. Для проведения испытания применяют приспособления:
в виде двух опор с оправкой (черт. 1);

в виде матрицы с V-образным углублением и оправкой (черт. 2). Образцы толщиной менее 4 мм испытывают на изгиб в тисках вокруг жестко закрепленной оправки (черт. 4). Изгиб образца осуществляют с помощью рычага.

* Черт. 3 исключен (Изм. N 1).

2.2. Угол между наклонными поверхностями матрицы с V-образным углублением должен составлять 180°- °. Величину угла изгиба (град) устанавливают в нормативно-технической документации на металлопродукцию.
Разд. 1, 2. (Измененная редакция, Изм. N 1).
3. ПОДГОТОВКА К ИСПЫТАНИЮ
3.1. При изготовлении плоского образца на его гранях после механической обработки не должно быть поперечных рисок от режущего инструмента. Шероховатость поверхности образца после механической обработки по ГОСТ 2789-73 должна быть меньше или равна 40 мкм.
3.2. Острые кромки образца должны быть притуплены. Радиус закругления не должен превышать 0,1 толщины образца. Механическую обработку кромок производят вдоль образца. Допускается проводить испытания на образцах с непритупленными кромками, если при этом получаются удовлетворительные результаты.
3.3. Ширина оправки и опор должна быть больше ширины образца. Толщину оправки устанавливают в соответствии с нормативно-технической документацией на металлопродукцию. При отсутствии таких указаний толщину оправки принимают равной двум толщинам (диаметром) испытуемого образца. Радиус закругленной части оправки должен быть равен половине ее толщины. Радиус закругления опор должен быть не менее толщины образца.
3.4. Расстояние между опорами (в свету), если оно не оговорено в нормативно-технической документации на металлопродукцию, принимают равным +2,5 с округлением до 1 мм в большую сторону.
3.5. Перед испытанием допускается правка образцов при температуре 20 °С.
3.6. На средней трети длины образца не допускаются пороки металлургического производства и механические повреждения.
Маркировка должна быть на концах образца.
4. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
4.1. Образец с постоянной площадью поперечного сечения подвергают изгибу сосредоточенной нагрузкой в середине пролета между опорами (черт. 1).
4.1a. Расстояние между опорами ( ) определяется с округлением до 1,0 мм и вычисляется (мм) по формуле
Способ притупления острых кромок изделий (варианты)
Изобретение относится к способам обработки материалов, в частности к способам притупления острых кромок изделий различных хрупких неметаллических материалов, преимущественно из стекла. Настоящее изобретение может быть использовано в различных отраслях промышленности для высококачественной и производительной обработки кромок самого широкого класса материалов при изготовлении деталей любых размеров и конфигураций, в том числе в электронной промышленности при изготовлении различных компонентов, в автомобильной и авиационной промышленности при изготовлении изделий остекления, а также в других отраслях промышленности.
Сущность указанного способа заключается в следующем. Первоначально нагревают поверхность стекла лазерным излучением с длиной волны 10,6 мкм (излучение CO2-лазера) до температуры, ниже температуры плавления стекла при неоднократном воздействии лазерного пучка вдоль линии реза. Данный способ резки и притупления острых кромок изделий может быть реализован только для цилиндрических стеклянных изделий, в частности выдувных стеклянных стаканов. После отделения части стеклянного изделия под действием дополнительных гравитационных или механических сил нагрев лазерным пучком продолжают до оплавления кромки изделия. Поскольку энергия лазерного излучения диапазона 10,6 мкм поглощается в очень тонком поверхностном слое стекла (порядка длины волны излучения), то дальнейшее распространение тепла вглубь стекла происходит за счет теплопроводности. Учитывая низкую теплопроводность стекла, процесс нагрева и оплавления кромки является очень медленным и неэффективным. Кроме того, как и в описанном выше способе оплавления кромок стекла пламенем газовых горелок, данный способ требует последующего дополнительного температурного отжига для снятия термонапряжений. Поэтому этот способ не нашел широкого практического применения.
В основу настоящего изобретения положена задача создать новый способ притупления острых кромок изделий из стекла и других хрупких неметаллических материалов с такими параметрами, при которых, помимо резкого увеличения производительности и качества обработки, будет обеспечена возможность эффективного применения данного способа для притупления кромок изделий из самого широкого класса материалов, включая различные монокристаллы, а также позволит исключить дополнительный температурный отжиг изделия.
Поставленная задача решается тем, что в способе притупления острых кромок изделий из стекла, включающем нагрев кромки изделия сфокусированным лазерным пучком и относительное перемещение изделия и пучка, согласно изобретению осуществляют нагрев по меньшей мере одной поверхности кромки частью пучка до температуры, не превышающей температуры испарения материала.
Целесообразно осуществлять нагрев второй поверхности кромки изделия другой частью лазерного пучка.
Также целесообразно нагрев кромки изделия осуществлять лазерным пучком или двумя лазерными пучками, имеющими в сечении на поверхности материала эллиптическую форму.
В ряде случаев, желательно после нагрева кромки изделия в зону нагрева подавать хладагент.
Способ притупления острых кромок изделий из стекла с помощью лазерного излучения заключается в следующем. При нагреве поверхности стекла 1 лазерным пучком 2 с длиной волны излучения 10,6 мкм (излучение CO2-лазера), для которого стекло непрозрачно, вся энергия поглощается в тонком поверхностном слое. Дальнейшее распространение энергии лазерного излучения вглубь материала происходит за счет теплопроводности. Следовательно, степень нагрева поверхности стекла или другого материала под действием лазерного излучения зависит от следующих факторов: мощности и плотности мощности лазерного излучения, скорости относительного перемещения лазерного пучка и материала, а также от скорости отвода тепла от поверхности вглубь материала, которая определяется коэффициентом теплопроводности материала. В результате локального нагрева до температуры, не превышающей температуры плавления, в поверхностных слоях стекла возникают высокие напряжения сжатия, которые компенсируются напряжениями растяжения, расположенными в объеме стекла. В случае выполнения определенных условий нагрева, а именно выбора соответствующей плотности мощности излучения, размеров и формы пучка, а также скорости относительного перемещения изделия и лазерного пучка, можно обеспечить условие, когда напряжения растяжения превысят предел прочности стекла. Это приводит в свою очередь к отделению от кромки стекла узкой полоски стекла 4, за счет чего и обеспечивается притупление острой кромки пластины 1, т.е. образование фаски 5 (см. фиг. 5).
Следует отметить, что при более интенсивном нагреве поверхности может происходить расплавление стекла в зоне воздействия лазерного пучка. По мере перемещения пучка стекло затвердевает. Под действием возникающих при этом термических напряжений может происходить отделение узкой полоски стекла, которая была нагрета до температуры плавления. Следует отметить, что в этом случае существует большой риск появления остаточных термических напряжений вдоль кромки стекла, которые могут привести к образованию микротрещин. Таким образом, притупление кромки может происходить при широком диапазоне температур. Однако при оптимальном режиме притупления кромки следует соблюдать условие нагрева, при котором температура нагрева не превышает температуру плавления материала. Более того, нельзя при нагреве поверхности достигать температуры испарения материала.
Следует отметить, что формой и размерами фаски 5, притупляющей острые кромки изделий, можно управлять в широких пределах. Например, размер фаски может быть равен от нескольких сотых долей миллиметра до нескольких миллиметров. Кроме того, можно также управлять углом наклона фаски по отношению к поверхности стекла. Такая регулировка формы и размеров фаски обеспечивается за счет изменения размеров пучка, а также за счет изменения величины той части пучка 2, которая падает на поверхность A пластины 1.
Значительно расширяет возможности притупления острых кромок изделий использование нагрева второй поверхности В кромки пластины 1 второй частью пучка 2. Это достигается, например, за счет применения поворотного отражающего зеркала 3, контактирующего с кромкой пластины 1 (фиг. 1а).
Однако можно использовать для этого другие варианты нагрева обеих поверхностей A и B с помощью одного пучка (фиг. 1б) или с помощью двух пучков (фиг. 2). Как показано на фиг. 3, нагрев только одной поверхности A пластины 1 всем целым пучком 2 также приводит к отделению полоски стекла 4 и образованию канавки 5. Однако такая канавка не может обеспечить притупление кромки.
Можно также использовать нагрев только одной поверхности кромки детали частью лазерного пучка (фиг. 4). Однако возможность управления размерами и формой фаски в этом случае значительно ограничены. При этом, как правило, фаска имеет дугообразную форму, что не всегда приемлемо при притуплении кромок.
Как установлено в результате экспериментальных исследований, наиболее эффективно процесс лазерного снятия фасок протекает при нагреве кромки материала лазерным пучком, имеющим в сечении на поверхности материала эллиптическую форму или близкую к ней. Особенно эффективно применение эллиптических пучков для получения фасок больших размеров (более 0,1-0,2 мм) с высокой производительностью и высокой стабильностью процесса. Однако для получения фасок с минимальными размерами протяженность пучка должна быть минимальной. В этом случае можно использовать пучок круглого сечения. Еще одним преимуществом применения лазерных пучков эллиптической формы является дополнительная возможность управления формой фаски за счет поворота эллиптического пучка относительно направления перемещения.
В ряде случаев необходимо для стабилизации процесса притупления кромки вслед за нагревом поверхности материала осуществлять локальное охлаждение зоны нагрева с помощью хладагента. Этот прием наиболее эффективен при относительно невысоком нагреве поверхности материала для увеличения растягивающих напряжений, приводящих к откалыванию узкой полоски материала вдоль кромки.
Пример 1. Производилось притупление острой кромки боросиликатного стекла толщиной 1,1 мм с помощью CO2-лазера типа ЛГ-25 мощностью 35 Вт. Образец стекла фиксировался на координатном столе, имеющем возможность перемещения по двум координатам с регулируемой скоростью от 10 до 350 мм/с. Излучение лазера фокусировалось на кромку стекла с помощью двухлинзового объектива в пучок эллиптического сечения с размерами 1,5х8 мм. Было также использовано поворотное отражающее зеркало, установленное под углом 45 o вдоль кромки стекла. В данном случае половина лазерного пучка шириной 0,75 мм направлялась на внешнюю поверхность кромки стекла, а вторая половина пучка, отражаясь от поворотного зеркала, попадала на вторую поверхность кромки стекла. При скорости перемещения стекла 35 мм/с размер фаски составил 0,2 мм.
Другие примеры осуществления способа притупления острых кромок изделий сведены в таблицу.
Для притупления кромки по описанному способу не требуется никакой предварительной подготовки или обработки кромки изделия. Можно успешно снимать фаску с помощью лазерного излучения как после высококачественной резки методом лазерного управляемого термораскалывания, так и после традиционной резки с помощью твердосплавного ролика или алмазного резца. При этом последний способ резки сопровождается наличием большого количества сколов и микротрещин вдоль линии резки. Однако описанный способ лазерного притупления кромок позволяет удалить весь нарушенный трещиноватый слой стекла, который остается в удаляемой узкой полоске. В результате даже после традиционной резки применение нового способа притупления кромок позволяет получить качественно новые прочностные параметры изделий.
Помимо притупления кромок на изделиях из стекла производили также притупление острых кромок на таких хрупких неметаллических материалах, как монокристаллический кварц, сапфир, ситалл и керамика.
Описанный способ притупления острых кромок изделий прошел апробацию при изготовлении различных изделий, в частности при снятии фасок на часовых стеклах и на жидкокристаллических экранах.
Применение описанного способа притупления острых кромок изделий наряду со снижением трудоемкости процесса за счет исключения операций алмазно-абразивного шлифования, а зачастую механической или огневой полировки кромок обеспечивает повышенную механическую прочность и эксплуатационную надежность изделий, благодаря бездефектности кромки после лазерного снятия фаски. Кроме того, использование данного способа снятия фасок не требует применения отдельного сложного и дорогостоящего оборудования, а позволяет в ряде случаев использовать имеющееся резательное оборудование, снабженное дополнительно лазерной технологической головкой.
1. Способ притупления острых кромок изделий из стекла или других хрупких неметаллических материалов, включающий нагрев кромки изделия сфокусированным лазерным пучком и относительное перемещение изделия и пучка, отличающийся тем, что осуществляют нагрев по меньшей мере одной поверхности кромки частью пучка до температуры, не превышающей температуры плавления материала.
2. Способ по п.1, отличающийся тем, что осуществляют нагрев второй поверхности кромки другой частью пучка.
3. Способ по любому из пп.1 и 2, отличающийся тем, что нагрев кромки изделия осуществляют лазерным пучком, имеющим эллиптическую форму.



