Торцовочный станок

Для того, чтобы распилить небольшие заготовки, да еще и с высокой точностью, стоит воспользоваться торцовочным станком. Внешне он очень похож на самую обычную ручную дисковую пилу. Для достижения высокого уровня качества и точности его крепят на раму.
Конструкция торцовочного станка
Прежде, чем приступить к созданию торцовочного станка своими руками, стоит ознакомиться с главными конструктивными особенностями. Именно ими определяется качество и параметры торцевания досок или прочих древесных материалов. Важный показатель качества оборудования – это уровень точности реализации работ по дереву. От этого зависит геометрия материала, что в свою очередь определяет факторы для производственных линий, а также во время работы в домашней мастерской.
 В составе торцовочного станка должны обязательно присутствовать:
В составе торцовочного станка должны обязательно присутствовать:
В процессе работы с досками торцовочные станки создают большой объем стружки и древесной пыли. Чтобы механизм не засорялся нужна система принудительного удаления отходов из области обработки.
Для того, чтобы осуществить торцевание под углом стоит предпочесть модели, имеющие функцию поворота диска под определенным углом.
Характеристики оборудования
Необходимо просчитать все характеристики, которыми должен обладать торцовочный станок для обработки древесины. Они непосредственно зависят от габаритов заготовки, ее конфигурации и требований к качеству торцевания.
Прежде всего нужно выяснить требуемую глубину реза и скорость обработки. Для бытового использования подойдет настольная модель. Крупные станки, используемые на производстве, имеют несколько блоков распиловки и некоторые дополнительные функции.
Однако, в независимости от конструктивных особенностей торцовочный станок имеет такие технические параметры:
Чтобы подключить стружкопылесос нужно точно знать сечение подводящего патрубка. Если его размер нестандартный, то можно воспользоваться переходниками. Еще для более надежной фиксации досок можно использовать дополнительные компоненты – струбцины. Их конструкция и конфигурация непосредственно зависят от габаритов заготовки.
Простой торцовочный станок
Создать самодельный торцовочный станок по дереву можно в домашних условиях. Однако, для этого важно грамотно составить схему будущей конструкции и приобрести материалы для ее создания. Основным режущим инструментом можно взять ручную дисковую пилу.
Самым элементарным вариантом сборки торцовочного инструмента для досок можно назвать установку на заводскую опору дисковой пилы шарниры. Их монтируют с одной стороны на плоскость рабочего стола. В качестве него может выступать доска ДСП или массив древесины. Далее нужно осуществить работу в такой последовательности:
 Обязательно учтите, максимальную глубину пропила древесины. Этот показатель не должен превышать толщину опорной доски. Торцовочные устройства такого типа обладают основным недостатком – присутствует ограничение по ширине обрабатываемой заготовки. Чтобы избежать этого стоит сделать оборудование с функцией протяжки.
Обязательно учтите, максимальную глубину пропила древесины. Этот показатель не должен превышать толщину опорной доски. Торцовочные устройства такого типа обладают основным недостатком – присутствует ограничение по ширине обрабатываемой заготовки. Чтобы избежать этого стоит сделать оборудование с функцией протяжки.
Чтобы увеличить глубину пропила можно создать полноценную станину. Обычно ее создают из стальных уголков, а в качестве рабочего стола применяют металлический лист. О том, как работает торцовочный станок, видео расскажет более подробно.
Профессиональная торцовочная пила
Торцовочный станок своими руками с функцией протяжки можно создать путем использовать установки гидравлических цилиндров или смещения пильного блока по горизонтальной направляющей. Во втором варианте торцовочный станок будет совершать обработку досок большей ширины.
В начале нужно сделать станину для оборудования. Можно воспользоваться шкворнем требуемых габаритов. В задней части конструкции стоит приварить два фиксатора, которые понадобятся на этапе монтажа цилиндров. Специалисты рекомендуют использовать простые автомобильные амортизаторы, из которых перед эксплуатацией стоит удалить рабочую жидкость, а емкость цилиндров заполнить воздухом. Показатели давления зависят от габаритов амортизаторов. Чтобы закрепить режущее устройство нужно сделать опорную площадку, которая соединяется с амортизаторами.
Советы по окончательной сборке:
Преимущества и недостатки самодельных станков
Круглопильный торцовочный станок, даже созданный собственноручно, может распиливать не только древесину, но и пластик, алюминий и даже сплавы на основе цветных металлов. К основным преимущества подобного оборудования можно отнести:
Что можно делать торцовочной пилой: функциональные особенности моделей
Отправим материал на почту




Торцовочная пила представляет собой столярный инструмент с электродвигателем, на вал которого насажен пильный диск. Модели бывают стационарными и ручными, но оба варианта представляют собой ценное вспомогательное устройство для любого столяра на предприятии или в домашней мастерской. Все же, что можно делать торцовочной пилой?
Работа с торцовочными пилами
Торцовочные пилы рассчитаны на то, чтобы делать точный раскрой любых пиломатериалов под заданным углом (ножовкой это сделать гораздо сложнее). В основном, такой электроинструмент нужен на предприятиях по производству и ремонту мебели. Тем не менее, работы на торцовочной пиле выполняют многие домашние умельцы и это не обязательно столяры высшего разряда. Такой инструмент нужен и в быту, и в промышленности.

Наиболее популярные и функциональные бренды торцовочных пил
Вот перечень наиболее популярных и функциональных моделей, пользующихся спросом в Европе и Азии:
Безусловно, есть и другие неплохие производители, но там больше «как карта ляжет». То есть можно купить хорошую модель, но не иметь возможности её отремонтировать. Например, на ручной пиле Stark сгорел якорь, но в Интернете нельзя найти подходящего по всем параметрам (либо короче, либо длиннее на несколько миллиметров) – заказывать нужно на заводе.
Видео описание
Невероятные возможности идеальной торцевой пилы.
Все пилы для торцовки пиломатериалов, вне зависимости от модели, делятся не только на ручные (переносные) и стационарные, но и стандартные и многофункциональные. Например, на верней фотографии вы видите немецкую модель Bosch PCM 8, которая имеет лазерную разметку, что позволяет резать пиломатериал под очень точным углом, который только возможен для данной модификации инструмента. Многофункциональные торцовочные пилы гораздо дороже стандартных моделей, а если вы захотите известный бренд, то придется раскошелиться. Но это не пустая трата денег для работы с торцовочной пилой хорошего качества – такие вложения в результате оборачиваются экономией средств.

Функциональные особенности
Работа на торцовочной пиле стационарного типа всегда будет более точной, так как линия реза в основном (у новых моделей) наводится лазером, а подача пильного диска по маятниковому типу не отклонится ни на миллиметр. Конечно, опытный специалист отрежет заготовку под любым углом, но начинающему мастеру это просто не под силу в физическом отношении (нужно «набить» руку). Но, все-таки, нужно разобраться, какой разрез может сделать торцовочная пила.
Возможности работы с торцовочной пилой:
Но все эти функции зависят от производителя: то есть то, что завод вложил в тот или иной проект, то вы и сможете сделать этим электроинструментом. Справедливости ради следует отметить, что пильным диском можно не только торцевать доску или брусок под определенным углом, но и резать их вдоль волокон. Например, широкую и длинную доску можно распустить на рейки нужной ширины и если это ручной электроинструмент, то длина доски не имеет совершенно никакого значения.

Следовательно, возможностей у торцовочных пил достаточно – это изменение углов реза не только в горизонтальной, но и в вертикальной плоскости. Чтобы в результате получались нужные углы, заготовка должна быть надежно зафиксирована на станине рабочего стола или на верстаке. На современных многофункциональных пилах обычно предусмотрены инструменты для фиксации в виде зажимов, а вот для ручной дисковой пилы можно и нужно использовать мобильные струбцины. В крайнем случае, заготовку можно прикрутить к деревянному верстаку саморезами.
Видео описание
Что может торцовочная пила.
Заключение
Торцовочную пилу не используют в качестве лобзика, то есть категорически запрещено вырезать любые фигурные линии. Такие срезы опасны для оператора – диск не просто будет жечь древесину (выделять дым) и останавливаться, но может лопнуть, и осколки нанесут травмы не только пользователю, но и окружающим, которые могут находиться рядом.
Особенности применения торцовочных станков
Торцовочные станки были и остаются неотъемлемой частью большинства типовых технологических процессов деревообработки, будь то производство обрезной доски, столярных изделий или мебели. Развитие специальных направлений, таких как изготовление срощенного бруса, мебельного щита, только ускорило процесс модернизации этого класса оборудования. Благодаря чему появились шедевры технической мысли — системы оптимизации раскроя древесины, в основе которых лежит «классика жанра» — торцовочная пила.
Принцип действия торцовочного станка
Принцип действия торцовочного станка заключается в делении заготовки плоскостью, перпендикулярной ее волокнам. В качестве инструмента в основном используется дисковая пила (рис. 1). Так формируется торец деталей из древесины. Строго говоря, плоскость резания может располагаться и не под прямым углом к волокнам. И некоторые модели станков поддерживают такой смешанный продольно-поперечный режим резания.
Существуют и системы, использующие ленточные пилы для раскроя пиломатериала, а также ножи для резки рейки, штапика или шпона.
Торцовочные станки используют в двух случаях: для формообразования торца детали и при вырезке дефектных мест. Заготовка последовательно проходит несколько этапов. Первоначально ее перемещают до достижения требуемого положения относительно инструмента. Затем происходит фиксация и собственно пиление. И только после отвода прижимов полученные детали извлекают из зоны обработки. На рис. 2 представлена компоновка, в котором положение определяется устанавливаемым упором-флажком.
Предлагается анализ наиболее типичных элементов конструкции торцовочных станков.
Элементы конструкции торцовочного станка
Основным элементом торцовочного станка без преувеличения является пильный узел. Дело в том, что качество получаемой поверхности в основном зависит от работы именно этого конструктивного блока. В нем используются, например, дисковые пилы со специальной формой зубьев, с дополнительными строгальными ножами, «зачищающими» торец детали. Из-за того, что древесина обладает выраженной анизотропией — физико‑механическими свойствами, зависящими от выбранного сечения — процесс резания протекает по-разному в продольном и поперечном условных направлениях. В частности, волокна при поперечном раскрое практически не деформируются, что исключает «зажим» инструмента. Поэтому нет необходимости в использовании расклинивающих ножей. С другой стороны, поперечный распил часто сопровождается сколами и отрывом волокон по периферии торца. Применение антискольных устройств по аналогии с фрезерными станками малоэффективно — прорезь в подложке из древесины при многократных проходах пилы быстро расширяется. Основным методом борьбы с такого рода дефектами остается высокая скорость резания качественным, заточенным инструментом.
За разгон и соответствующую частоту вращения пилы отвечает главный привод. В торцовочных станках используются и высокомоментные асинхронные двигатели с роторами-шпинделями, и ременные многоступенчатые передачи, а также высокоскоростные приводы постоянного тока, способные развивать скорость, например в настольных станках, до 5−6 тыс. об/мин. В среднем, для торцовки заготовки сечением 400×100 мм достаточна мощность двигателя 3−4 кВт.
Помимо вращения, пильный узел должен перемещаться относительно заготовки во время резания. Конструкции механизма его подачи — самые разнообразные.
Качающийся маятниковый рычаг (рис. 3). Шарниры делают его износостойким и долговечным. Малый ход перемещения предопределяет высокое быстродействие станка в целом.
Маятник приводится в движение гидравлическим или пневматическим цилиндром. Диаметр пилы D пилы (рис. 3) накладывает ограничение на ширину распиливаемой заготовки, которая зависит еще и от ее высоты: при высоте заготовки h2 ширина b1, а при h1 — b2 соответственно. При диаметре пилы 400 мм среднее сечение заготовки будет в пределах 200 х 100 мм (станок СТБ-002). При нижнем расположении пильного узла (пила находится под заготовкой) требуется обязательный принудительный прижим торцуемой детали. Конструкция качающегося маятникового рычага широко используется в большинстве известных системах оптимизированного раскроя древесины.
Рычажной механизм, условная схема которого представлена на рис. 4. Пила двигается как от пневмоцилиндра, так и от усилия оператора. Причем в ручном исполнении при подаче используется потенциальная энергия массивного рычага, а при возвратном ходе — ресурс сжатой пружины. Кроме того, принципиальная схема механизма исключает самопроизвольный подъем пилы, а сила резания дополнительно прижимает и фиксирует заготовку к базовой плоскости. Таким рычажным механизмом оснащались популярные в прошлом столетии станки серии ЦМЭ. При диаметре пилы 500 мм максимальный размер сечения составляет 400×100 мм.
Линейная направляющая пильного узла (рис. 5, 6) ограничивает ширину заготовки только собственной длиной. Так, в модели СТ 400 ход пильного суппорта достигает 530 мм. Чтобы устройство двигалось в одном направлении — направлении подачи пилы, суппорт имеет несколько типов роликов. Да и форма самой направляющей достаточно сложная. Она подвержена интенсивному износу, воздействию контактных и изгибных нагрузок, так как имеет консольную форму.
Поэтому качественные станки с таким видом направляющей должны состоять из деталей, прошедших соответствующую термическую обработку, с высокоточной механикой. Привод подачи в основном пневматический или гидравлический. Нижнее расположение пилы (рис. 6) более безопасное, так как инструмент полностью закрыт в корпусе станка. У схемы на рис. 5 — свои преимущества. Особая конструкция суппорта позволяет производить распил под углом в двух плоскостях, что существенно расширяет диапазон возможностей оборудования, но инструмент при этом должен быть закрыт раздвижным ограждением.
При длине распила свыше 500 мм используется цепной привод подачи. Спрос на такие торцовочные станки связан с их использованием в линиях по производству мебельного щита, на участках подрезки торца. Здесь же необходимо отметить, что в низкотемпературных условиях эксплуатации, при работе с заготовками высотой свыше 100 мм, гидравлический привод более предпочтителен.
Как правило, прижим заготовки конструктивно совмещен с еще одним важным элементом станка — защитным кожухом. Вопросы безопасности эксплуатации торцовочных станков настолько важны, что требуют к себе особого внимания. Учитывая, что время выхода пилы из стола (рис. 3) менее 1 сек., а количество циклов за смену исчисляется десятками тысяч, необходимо четко представлять, какая должна быть степень защиты действующих систем безопасности, особенно при ручном режиме работы. Торцовочные станки должны иметь исправную электроавтоматику, блокирующую вращение пилы в случае возникновения нештатной ситуации.
Существуют торцовочные станки, в которых положение пилы фиксировано во время торцевания заготовки. Заготовка в этом случае устанавливается на подвижную каретку (рис. 7). Это удобно при мелкосерийном производстве, скажем, мебельной заготовки, когда возникает необходимость последовательной обработки торца, кромки, а также косоугольных деталей. Поворотная линейка на каретке в таком случая — нужное дополнение. А эксцентриковый прижим заготовки повысит быстродействие и безопасность работы станка. Ярким примером реализации такой схемы служат станки серии Ц, комплектуемые каретками для указанных целей. Такие универсальные «циркулярки» нашли свое место практически в каждом деревообрабатывающем цехе.
Другая область применения торцовочных станков такого типа (рис. 7) — линии сращивания бруса по длине. Как известно, в них на специальную каретку укладываются сразу 5−10 заготовок, они фиксируются с помощью пневмоприжимов и торцуются. Это необходимо для эффективной работы следующего по ходу каретки фрезерного блока. Срезаемый пилой припуск 5−10 мм может стать губительным для фрезы и снизить качество получаемого микрошипа. Для лучшей утилизации отходов отпиливаемая часть заготовки дробится специальным инструментом — дробилкой, установленной за пилой на одном с ней шпинделе так, что система в целом хорошо адаптируется в массовое поточное производство.
В условиях непрерывности подачи заготовки, станки подразделяются на позиционные и системы проходного типа.
Одна из них показана на рис. 8. Заготовка укладывается на непрерывно работающий конвейер и безостановочно подается к пильным узлам. Наличие второй или даже третьей пилы позволяет получать детали определенной длины, зависящей только от устанавливаемого расстояния между пильными блоками. Такие системы более производительные так как не имеют фазы остановки или выставления детали в циклограмме работы. Синхронное вращение нескольких транспортеров и расположенных на них упорах гарантируют перпендикулярность получаемого торца и кромки доски. Специальный механизм позволяет перемещать подвижный пильный узел на требуемое расстояние с помощью пульта и электропривода. Примером удачной конструкции можно считать турецкие станки проходного типа GBK-600, использующиеся в линиях по производству обрезной доски.
Остаются за рамками исследования такие аспекты, как виды околостаночного оборудования, являющегося неотъемлемой частью систем поперечного раскроя. Особенности его отдельных элементов рассматриваются в контексте вопросов целевого применения тех или иных торцовочных станков.
Область применения торцовочных станков
Теория формообразования торца детали требует дополнительного внимания к начальной фазе цикла работы станка: перемещению заготовки до достижения требуемого положения относительно инструмента. Как перемещать и как отслеживать момент этого достижения? Решение зависит от двух важнейших условий: производительности и точности детали. В рядовом случае, когда нет особых требований ни по одному из пунктов, достаточно вручную установить заготовку, визуально определив величину отрезаемого припуска, зафиксировать ее и произвести распил.
Более сложной представляется ситуация, когда отклонение от заданной длины получаемой детали ограниченно допуском. В ход идут различные упоры-флажки (рис. 2). Устанавливаемый заранее, такой флажок выполняет функцию ограничителя. А чтобы не затруднять извлечение деталей после обработки, он может иметь привод вертикального подъема-опускания. Тогда обработка ведется в два этапа.
Первый — подготовка базы — осуществляется по «грубой» системе контроля. Оператор подрезает неровный торец доски и перемещает заготовку до касания упора с только что полученной поверхностью торца. И так далее до тех пор, пока длина остающейся части доски не станет меньше заданной упором длины L. Такой метод позволяет достигать точности в пределах 1−5 мм в зависимости от конструкции станка. Стремление к повышению точности длины заготовки мало оправдано, поскольку в подавляющем большинстве речь идет о получении полуфабриката: точные детали после торцевания отправляются на дополнительную обработку. Например для составляющих компонентов столярных изделий предусмотрено фрезерование торца в угловых центрах, и там уже идет речь о десятых и сотых долях миллиметра отклонения от размера. А если брать во внимание строительную доску, то после торцевания и штабелирования пакеты подвергаются повторному торцеванию, с использованием специальных цепных установок типа Piccolo. Длина пильной части такой торцовочной машины достигает 1600 мм. Уместной будет также цитата соответствующего раздела ГОСТА, регламентирующего нормы точности на длину доски.
Слабым местом простых торцовочных станков позиционного типа является низкая производительность. Повысить ее можно, применяя приводные рольганги, позволяющие с высокой скоростью перемещать заготовку до упора. А в случае с крупногабаритной доской, это еще и способ облегчить труд обслуживающего персонала, так как перемещение связано с большими физическими нагрузками.
Применение специальных упоров (рис. 2), перемещаемых вдоль приемного стола станка с помощью троса или линейного электропривода, также повышает производительность за счет сокращения периода подготовки станка. Такая установка значительно более быстрая и может осуществляться с пульта оператора или при помощи штурвала, что делает управление еще более удобным.
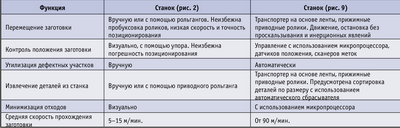
Но все эти приемы покажутся не такими уж значительными в сравнении с устройством систем оптимизированного поперечного раскроя заготовки. Если сравнивать возможности торцовочного станка (рис. 2) с механизированным приводом подачи и автоматизированного комплекса (рис. 9), то соотношение по производительности будет 1:10 или свыше 1:100, а по величине отклонения — более чем 10:1.
Такой диспаритет особенно отчетливо проявляется при решении второй типовой задачи для торцовок — вырезка дефектных мест из низкосортной древесины. В чем тут дело?
Ответ кроется в принципиальном различии применяемых устройств позиционирования и контроля прохождения заготовки. Сравнительная таблица наглядно иллюстрирует эти различия с соответствующими комментариями.
Выдающихся успехов в создании торцовочных пил с системой оптимизации достигла компания GreCon Dimter. Линейка OPTICUT включает в себя несколько станков, отличающихся между собой по степени автоматизации, производительности и, естественно, стоимости. Даже самый «легкий» комплекс этой серии способен пропускать до 5 тысяч погонных метров в смену. Удобство управления связано прежде всего с объединением всех управляющих функций в единый пульт, имеющий дисплей и устройства программирования рабочего цикла.
То, как сегодня идет процесс разработки и внедрения в производство торцовочных станков на отдельных предприятиях в России, дает оптимистические прогнозы на скорейшую реанимацию отечественного станкостроительного комплекса. По крайней мере, уверенно можно говорить о возможности приобретения торцовочного станка как полноценного технологического модуля российского происхождения стоимостью от 60 000 рублей. Отрадно то, что это происходит при удачном соотношении возможностей, спроса на ресурсосберегающие технологии и качественную продукцию отечественного лесопромышленного комплекса.
Торцовочные станки
Детальный анализ, часть 1
Торцовочные станки − специальный вид деревообрабатывающего оборудования, необходимый как для первичной, так и для глубокой переработки древесины. Самая известная модель отечественного торцовочного станка − ЦМЭ-3 − выпускалась серийно, партиями до 2000 единиц в год! Сегодня модельный ряд станков этого вида насчитывает десятки типов и модификаций, предназначенных для эксплуатации в самых разных условиях. Разобраться во всем этом многообразии поможет предлагаемый вашему вниманию обзор.
Рис. 1. Принцип раскроя
Рис. 2. Схемы резания: положения торцовочной пилы
Рис. 3. Рабочий цикл (горизонтальная подача) положения торцовочной пилы
Рис. 4. Торцовочный станок с горизонтальной подачей
Рис. 5. Рабочий цикл (вертикальная подача)
Рис. 6. Торцовочный станок с вертикальной подачей
Рисунки к статье «Торцовочные станки» смотрите в PDF-версии журнала
В основу работы торцовочных станков положен принцип раскроя древесины поперек волокон (рис. 1). Рассмотрим станки, где в качестве инструмента используется круглая пила (поз. 2 рис. 1), а заготовкой является пиломатериал (поз. 1 рис. 1): обрезная и необрезная доска, брус, рейка, а также погонаж. Традиционно волокна в таких заготовках расположены вдоль их большей стороны, поэтому для торцовочных станков характерным является короткий рабочий ход инструмента. Это означает, что продолжительность резания почти всегда короче периода подготовки к нему. Во время работы станка пила (поз. 2 рис. 1) вращается, подается к заготовке, в результате чего и происходит поперечное деление последней (поз. 1 рис. 1).
Торцовочные станки могут выполнять следующие функции:
а) подрезку торцов: инструмент устанавливается в положение 1 или 4 (рис. 2), длина детали в этом случае не играет роли, основная задача − придать заготовке правильную геометрическую форму, чтобы плоскость торца получилась ровной и перпендикулярной кромкам и пласти заготовки;
б) деление заготовки: инструмент устанавливается в промежуточное положение 2 (рис. 2), заготовка делится на две части, причем в зависимости от задачи одна из частей может получаться мерной длины;
г) вырезку заготовки мерной длины: торцовочная пила устанавливается в определенные положения (поз. 3, 4 рис. 2) так, чтобы расстояние между пилами L соответствовало заданной длине.
Операции, соответствующие этим функциям, могут комбинироваться, выполняться поочередно или одновременно, как, например, подрезка второго торца и формирование полуфабриката заданной длины. Все зависит от поставленных целей, а также от компоновки станка − количества пил в нем, способа позиционирования заготовки и инструмента и других факторов.
Режущий инструмент для торцовочных станков
Круглые пилы (поз. 2 рис. 1) у торцовочных станков, как правило, оснащены твердосплавными зубьями, имеют термозазоры, круглое посадочное отверстие с пазами для шпонки. Углы заточки зуба у таких пил соответствуют режиму резания «поперек волокон» и способствуют эффективному раскрою древесины, без образования сколов и отрыва или смятия пиломатериала. Частота вращения пил 2500–3000 оборотов в минуту позволяет развивать нормативную для большинства из них скорость резания 60–70 м/с, так как для торцовочных станков обычно используют пилы диаметром D = 350–500 мм (рис. 3, 5). Поскольку цикл резания периодический, нормальный инструмент не успевает нагреваться до критической температуры и стабильно работает длительное время. Существуют пилы, предназначенные только для торцовочных станков, или универсальные, пригодные для поперечного и продольного распила доски. Направление вращения инструмента выбирается исходя из такого расчета, чтобы сила резания была направлена в сторону прижима заготовки к штатному упору или столу. Для привода почти любого торцовочного станка используется электродвигатель мощностью до 3–5 кВт. Пила должна иметь надежное ограждение, а станок − электрическую блокировку, работающую по принципу: «Рука (руки) оператора на кнопке − выполняется подача инструмента».
Компоновки торцовочных станков
В этой публикации вниманию читателей предлагается рассказ о компоновках торцовочных станков, в которых во время пиления заготовка фиксируется, а инструмент подается по определенной траектории − в зависимости от механизма подачи. Каждая такая компоновка предопределяет уникальные характеристики оборудования данного типа, область его применения и прежде всего максимальные размеры торцуемой заготовки.
На рис. 3 схематично показан рабочий цикл торцовочного станка с горизонтальной подачей и верхним расположением инструмента. Максимальная высота заготовки зависит от диаметра пилы D и фланца d (рис. 3), если фланец больше других деталей привода − шпинделя, шкива или двигателя. Примерную высоту заготовки можно вычислить по формуле:
где k − коэффициент, учитывающий необходимый зазор и выход инструмента за пределы заготовки. Для оценки k = 0,35–0,4. Так, при D = 500 мм и d = 160 мм максимальная высота H составляет 130 мм. Более точная информация содержится в паспорте станка. Максимальная ширина заготовки зависит от хода инструмента. Однако для ее оценки необходимо учитывать условие: пила в исходном (поз. 1 рис. 3) и конечном (поз. 3 рис. 3) положениях не должна соприкасаться с заготовкой. Разработчики применяют такую компоновку станка для обработки заготовки шириной от 400 до 1200 мм.
Торцовочный станок с горизонтальной подачей может быть создан на базе консольной траверсы (поз. 4 рис. 4) с линейными направляющими, вдоль которых перемещается каретка. На каретке устанавливается пильный блок (поз. 3 рис. 4), состоящий из пилы и электропривода. Передача вращения, как правило, прямая: инструмент устанавливается непосредственно на вал двигателя. В некоторых моделях конструкция каретки в процессе наладки станка позволяет наклонять пильный блок (рег. Н рис. 4) для получения торцов под углом к пласти заготовки. Консольная траверса (поз. 4 рис. 4) фиксируется на круглой стойке станка. Для функционального расширения в конструкцию станка вводят регулировку траверсы (поз. 4 рис. 4) по высоте (рег. В рис. 4) и ее поворот вокруг стойки (рег. П рис. 4), как правило, в пределах +450, для пиления заготовки под углом к кромке (в плане).
Пиломатериал в таком станке закрепляется на столе (поз. 2 рис. 4) с помощью прижимов и упоров. Рабочий цикл состоит из подачи пильного блока и его возврата в исходное положение. Во время рабочего цикла положение траверсы (поз. 4 рис. 4) относительно стола, а также положение пильного блока (поз. 3 рис. 4) относительно каретки не изменяются.
Станки с описанным набором регулировок широко применяются в столярном деле и мебельном производстве благодаря расширенным функциям. В этих условиях подача осуществляется оператором станка вручную, так как требуются незначительные усилия для перемещения пильного блока со скоростью до 5 м/мин. К недостаткам конструкции можно отнести быстрый износ направляющих, а также ограниченную жесткость консольной траверсы, что в некоторых случаях может привести к потере геометрической точности деревообрабатывающего оборудования.
Для первичной деревообработки, где требуется торцовка значительных объемов сырого пиломатериала большого сечения, используются торцовочные станки аналогичной компоновки, но с другими подающими механизмами. В них повышена жесткость за счет отказа от функций наклона пилы (поз. 3 рис. 4) и поворота траверсы (поз. 4 рис. 4) вокруг стойки. Привод подачи − механизированный, с использованием гидро или пневмоцилиндра. На предприятиях, расположенных в северных районах страны, предпочтительнее использовать гидропривод, так как он имеет ряд преимуществ перед пневматикой: в системе не образуется конденсат; при меньших габаритах гидропривода с его помощью можно развивать большие усилия и т. п.
Некоторые модели торцовочных станков с горизонтальной подачей оснащаются рычажным подающим механизмом; там пила движется по траектории с незначительной кривизной и наклоном, чтобы во время подачи использовать потенциальную энергию массивного рычага и привода пилы. По достижении конечной точки рычаг сжимает пружину, которая выступает в качестве аккумулятора энергии и возвращает рычаг в исходное положение (только в моделях с ручным приводом подачи). В станках с механизированной подачей место пружины занимает пневмоцилиндр. Рычажный механизм с опорами качения имеет преимущество перед траверсой с линейными направляющими по таким показателям, как долговечность и жесткость.
В редко встречающейся конструкции станков с горизонтальной подачей и нижним расположением инструмента предусмотрена только механизированная система подачи.
На рис. 5 представлена схема рабочего цикла торцовочного станка с вертикальной подачей и нижним расположением пилы. Здесь допустимые габариты заготовки − выcота h и ширина b − зависят как от размеров пилы, так и от их соотношения. Иными словами, один и тот же станок может торцевать заготовки различных сечений, главное, чтобы они были в пределах пильного диска, находящегося в конечном положении (поз. 2 рис. 5). Так, например, при диаметре пилы D = 500 мм размеры сечения заготовки могут быть (мм): 190 х 150; 300 х 110; 400 х 50. Такая компоновка предполагает меньший ход инструмента − 100–150 мм − по сравнению с предыдущим вариантом, а также фактическое отсутствие холостого пробега инструмента в фазе подачи. Все эти условия − предпосылка к созданию торцовочных станков с вертикальной подачей, обладающих значительным быстродействием. Для торцовки заготовок большого сечения потребуются пилы соответствующих размеров, однако там, где это условие не является определяющим, рабочий процесс организуется на базе типового инструмента.
Вариант исполнения торцовочного станка с вертикальной подачей и нижним расположением инструмента представлен на рис. 6. Шпиндель пильного блока с инструментом (поз. 1 рис. 6) устанавливается на кронштейне (поз. 4 рис. 6) маятникового типа. Для облегчения веса пильного блока и уменьшению его габаритов электродвигатель (поз. 5 рис. 6) перенесен к опоре кронштейна (поз. 4 рис. 6). Для обеспечения вращения пилы предназначена ременная передача с натяжителем (поз. 7 рис. 6). Подъем и опускание пилы происходят по траектории дуги с помощью исполнительного цилиндра (поз. 6 рис. 6) в пневмосистеме станка. Дело в том, что станки этого типа получили наибольшее распространение в сфере глубокой переработки древесины, а в лесопереработке почти не используются. Поэтому в условиях цеха с централизованной сетью подачи сжатого воздуха целесообразно использовать пневматику, тем более что усилия, необходимые для торцевания пиломатериалов небольших сечений, незначительны.
Рычажный механизм подачи имеет значительный рабочий ресурс, высокую точность позиционирования инструмента и работает синхронно с другим механизмом − устройством прижима заготовки (поз. 2 рис. 6). В станках данного типа это необходимо не только для фиксации заготовки (поз. 3 рис. 6), но и для ограждения инструмента (поз. 1 рис. 6).
Станки с такой компоновкой применяются, в частности, в линиях по производству сращенного бруса, где необходимо оперативно вырезать дефектные участки доски. Быстродействие механизма подачи на уровне долей секунды позволяет поддерживать высокую скорость потока − 100 м/мин и выше!
Торцовочные станки с ручной вертикальной подачей и верхним расположением инструмента встречаются в категории «ручной инструмент» и в деревообрабатывающей промышленности имеют ограниченное применение.
Таким образом, можно утверждать, что торцовочные станки с горизонтальной подачей могут работать с габаритной заготовкой, а преимущество вертикальной подачи в рекордном быстродействии. Оборудование с нижним расположением пил относительно заготовки более компактное, в нем вся механизация скрыта в общей станине, при компоновках с верхним расположением инструмента увеличивается высота станка, а все движущиеся части требуют индивидуальных элементов защиты. Оборудование такого вида с ручным управлением более простое, но в процессе его эксплуатации от оператора требуется приложение физических усилий, что сказывается на снижении производительности, а в ряде случаев и на качестве деревообработки.
Организация работы торцовочных станков
Для обеспечения эффективной работы торцовочного станка его необходимо подключить к транспортной системе деревообрабатывающего цеха. На этом этапе раскрывается сущность приема «установки заготовки в требуемое положение». Заготовка − это доска длиной до 6 м и массой до нескольких десятков килограммов. Для ее установки потребуется как минимум околостаночное оборудование − рольганг или транспортер. Более подробно о схемах оснащения и обустройства торцовочного участка, а также о методах организации поточного производства мы расскажем в следующих публикациях. А сейчас коснемся методик технической подготовки оборудования.
Прежде всего необходимо определить основной перечень работ, связанных с регламентным техническим обслуживанием торцовочных станков всех типов. Каждый из них имеет шпиндель или моторшпиндель на базе подшипников качения. Как правило, используются подшипники закрытого типа, не требующие смазки. При обнаружении перегрева опор, появлении нефункционального шума или вибрации необходимо корректно заменить опоры.
Инструмент не должен иметь осевого люфта. Наличие такового свидетельствует о значительном износе подающего механизма или недостаточной фиксации инструмента фланцами. Сами фланцы нормативно имеют радиальное и торцевое биение в пределах 0,03 мм − этот параметр необходимо контролировать при появлении признаков биения инструмента: ширины пропила, которая больше ширины зуба, повышенной вибрации, дефектов торцов и др.
В моделях торцовочных станков, где есть ременные передачи, следует контролировать степень натяжения ремней и засоренность их опилками и древесной пылью. Наличие мусора может вывести передачу и другие механизмы из строя.
Удаление опилок из зоны резания происходит через штатные стружкоотводящие каналы, находящиеся в ограждении инструмента. Необходимо обращать внимание на соответствие параметров цеховой аспирационной системы и требований, указанных в паспорте торцовочного станка. При торцевании объем опилок невелик по сравнению с другими видами деревообработки, однако их несвоевременная утилизация может быстро привести к засорению участка и вывести оборудование из строя.
Все контрольные и измерительные средства, используемые при работе торцовочного станка, нуждаются в периодической поверке. В частности, линейки подвижных упоров, которые используются для получения заготовок мерной длины (рис. 2) требуют коррекции положения при обнаружении расхождения между показаниями и фактической длиной получаемых заготовок.
Необходим периодический контроль геометрии получаемых торцов. Если плоскостность торца не вызывает особых нареканий, то отклонение от прямого угла пласти с кромками – распространенное явление там, где направляющие упоры или рольганги не выставлены должным образом относительно инструмента.
Подвергаются юстировке оптические приборы, используемые в качестве имитаторов линии распила торцовочного станка, − это нововведение активно используется в современном оборудовании наравне с автоматическими системами распознавания и идентификации пороков древесины.
В станках с нижним расположением пилы и вертикальной подачей (рис. 6) нередки случаи, когда усилие прижима (поз. 2 рис. 6) ослабевает изза сбоя в работе пневмосистемы, и в итоге заготовка поднимается при подаче инструмента. Такая ситуация недопустима, так как ведет не только к потере точности обработки, но и к повышению риска травматизма.
Соблюдение требований безопасности при пусконаладочных работах должно быть также приоритетным, в частности, необходимо сделать заземление и установить кнопки аварийной остановки станка на смежных с ним транспортерах: в случае аварийной ситуации оператор или его ассистент должны иметь возможность отключить оборудование с нескольких мест.
При должной организации работы торцовочного станка рабочий ход составляет 1–4 с, подготовка к рабочему ходу − перемещение, позиционирование, идентификация дефектных мест − 5–15 с. Итого при работе в режиме «подрезка двух торцов, заготовка мерной длины» общее время обработки одной доски составляет 12–38 с. С учетом времени на установку и снятие заготовки оно может увеличиться до минуты. В этом случае номинальная производительность может рассчитываться в погонных либо кубических метрах. К примеру, если обрабатывается пиломатериал сечением 100 х 50 мм и длиной 4 м, номинальная производительность составляет 2–4 тыс. пог. М, или 10–20 м 3 за одну рабочую смену (8 ч). Это приближенные значения, так как часть времени может уходить на ожидание партии заготовки, а также на наладку и обслуживание торцовочного станка.
Оптимизация = автоматизация
Перспективы автоматизации торцовочных станков позиционного типа состоят в реализации следующих идей:
Все это позволяет в той или иной степени повысить производительность и качество работы торцовочных станков, оптимально адаптировать их в технологическую линию, а также сократить долю ручного труда, снизив тем самым пресловутое влияние человеческого фактора на результаты производственной деятельности деревообрабатывающего предприятия.
Андрей МОРОЗОВ,
компания «МедиаТехнологии»,
по заказу журнала «ЛесПромИнформ»



