Мой опыт использования лазерного гравера

Привет, Geektimes! Пишет студент института ИТМО программы «лазеры для информационно-коммуникационных систем». Этим летом у меня появился шанс поработать с лазерным гравером. Хочу поделиться своими наблюдениями по этому поводу и описать свою работу.
Сначала про сам аппарат — табличка с обратной стороны говорит:
— Machine Name: Fiber Laser Machine
— Model: LP-FLM 50
— Manufacturer: LaserPower Technology (Suzhou) Co., Ltd.
— Power Supply: AC220V, 50/60hz
— Программное обеспечение станка — Ezcad 2.0.
Прогуглив модель, по первой ссылке про него можно найти больше информации:
— Мощность: 50 Вт
— Длина волны: 1064
— Маркировка площадь: 110ммx110мм, 200ммx200мм, 300ммx300мм
— Минимальная ширина линии: 0,03 мм
— Минимальный размер символов: ≤0.05 мм
— Скорость маркировки: ≤7000 мм/с
— Ширина импульса: ≤60микро с
— Охлаждение: охлаждение воздухом
— Требование к питанию: однофазный, переменный ток 220В, 50/60Гц
Станок оснащен лазерным источником с длительным сроком службы. Он не требует расходников, подходит для глубокой гравировки. Высокая скорость, точность и качество маркировки.
Лазер может наносить логотипы, символы, серийные номера, штрих-коды или QR-коды на металл (углеродистая и нержавеющая сталь, алюминий, медь, латунь, цинк и т.д.) и некоторые неметаллы (пластик, резина, кожи, бумаги и т.д.).
Мне предложили провести эксперименты по нескольким направлениям, проработать несколько мини-проектов:
Обработка металлов в разных режимах
Хотелось понять, как отдельные параметры лазерного гравера влияют на глубину прожига. Изначально гравировка в глубину не особо шла, делал много проходов, уменьшал шаг штриховки, но ничего не помогало. Оказалось, что обрабатываемая поверхность просто была не в фокусе. После регулировки высоты источника излучения дело пошло.
После прожига с помощью микрометра была замерена глубина участков подвергшихся лазерному излучению.

По итогам составлены графики зависимости глубины от изменяемой величины (мощность, скорость, частота модуляции). Графики получились очень даже логичными:

Чем выше частота модуляции, тем больше воздействия лазера на поверхность, значит больше глубина.
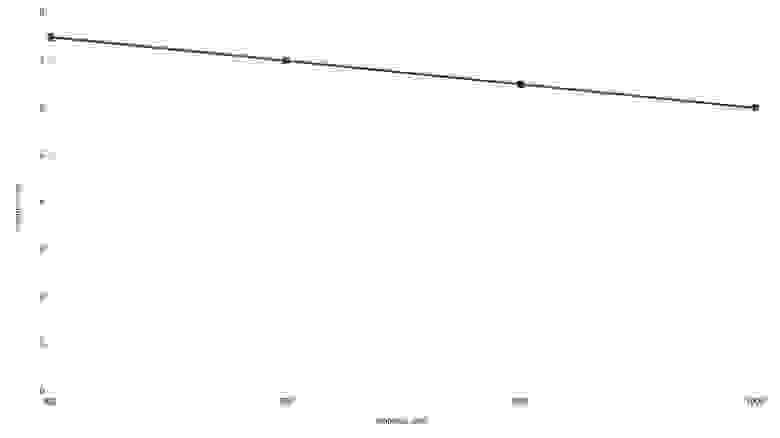
Чем выше скорость луча, тем меньше воздействия лазера на поверхность, значит меньше глубина.

Самый логичный график, чем больше мощность тем глубже.
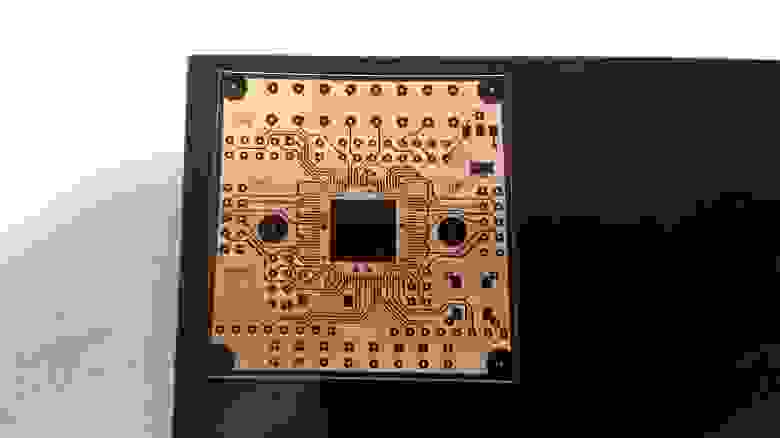
Создание печатной платы
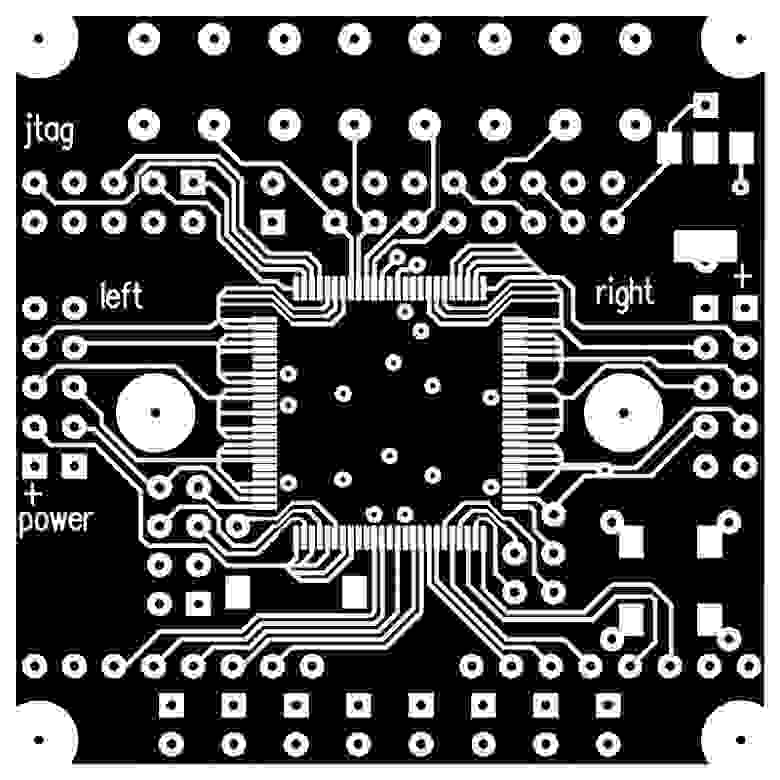
Изначальная идея состояла в том, чтобы выжечь медь с поверхности, оставив дорожки. Хотел снимать медь послойно малой мощностью. Думал, что после 5-10 проходов прожига останется чистый гетинакс.

От этой идеи пришлось отказаться, так как при воздействии лазера на медь в определенный момент фольга прожигалась, и начинал испаряться гетинакс.
Возникла идея покрыть пластины краской и сжигать ее. Правда в этом случае теряется желаемая технологичность, ведь в этом случае придется выполнять обычную операцию травления платы хлорным железом.
Первые платы были с пятнами.
Скорее всего при испарении краски дым, задерживающийся над рабочей поверхностью, рассеивал луч. При втором проходе от пятен не осталось и следа.
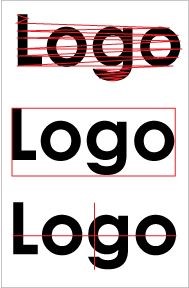
Однако, здесь нас и поджидала следующая проблема, скрытая в конструкции аппарата. Лазерный луч отклоняется системой двух зеркал. И чем дальше от центра, тем большее получается искривление изображения.
На пластине должны были получиться перпендикулярные прямые (увы, нет). Это, конечно же, непозволительно для печатной платы. Покопавшись в настройках программы, было найдено специальное диалоговое окно учета и коррекции этого искривления.

Изменением параметров в программе искривления были сведены к минимуму. Также пытался прожигать отверстия в плате.
Сначала были неаккуратные края, потом началось получаться чище. В итоге получил отверстие с одной стороны чистое, с другой нет. Если тщательнее подобрать режимы, то получатся красивыми обе стороны. Однако, чуть позже работа над платой была приостановлена из-за надвигающейся проблемы стыковки двух поверхностей платы top/bottom. Но эту работу думаю продолжать.
Генерация\воплощение идей для создания изделий под заказ
Возникла идея печати изображений на ложках. Были куплены чайные и столовые ложки из нержавейки. Я создал для них векторное изображение. Поискал красивые рамки для вензелей, взял несколько идей и создал свою рамку в Corel Draw. При отсутствии опыта работы с этой программой получилось за 30-45 минут разобраться и перерисовать изображение (для столовой ложки).



Так прошло мое первое знакомство с лазерным гравером, 2 пункта из 3 выполнены. Если будут вопросы или идеи, пишите в комментарии.
Измерения качества гравировки (LPM)
Рекомендованные сообщения
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Похожие публикации

Доброго времени суток дамы и господа! Столкнулся с непонятной проблемой, причину которой не могу прояснить. Гравирую пёсика, снимая верх краски, начало гравировки, т.е. верх и примерно 60% картинки идёт отлично, краска снимается, но потом местами начинаются пропуски, точки, рандомно, размером примерно 0.1-0.2 мм, и чем ближе картинка к завершению, к низу, тем пропуски больше. Гравировал три раза мощность 13%, скорость 250 и 350, смещение 0,8. Фокус в норме по всей площади, юстировка соответственно тоже, грешу на драйвер мотора, может микро ускорение даёт, или же блок «приходит». Подскажите у кого какие есть мысли по этому поводу, если повтор темы, сорри, направьте где почитать. Спасибо за внимание
Фото сделать лучше не получается. Кружок размером примерно 8мм. Пластик зеркальный АБС. Как видите, когда линии горизонтальные, гравируется лучше, когда линия тонкая, гравируется плохо. Если делать больше мощности, то буква начинает сильно плавится. В итоге, большие заливки, элементы гравируются стабильно, мелкие вообще плохо.
Вроде как проблема в том, что в горизонтали нагревается дольше, не успевает остывать, а в тонких элементах не сгорает.
Какая возможна максимальная глубина гравировки латунных табличек?
Гравировка латунных табличек может производиться с использованием разных технологий. Метод механической гравировки подразумевает собой физическое воздействие на поверхность латунной таблички с использованием фрезы. Изображения, нанесенные данным методом, получаются четкие.
Химическая гравировка (травление) подразумевает собой нанесение на табличку специальной пленки, на которую нанесены прорези. Затем табличку опускают в специальный химический раствор. На тех местах таблички, которые не защищены пленкой, образуются углубления. В итоге после снятия пленки, на табличке получается заданное изображение.
Такой метод, как лазерная гравировка, в последнее время наиболее популярен. При таком методе изображение наносится при помощи лазерного луча, диаметр и мощность которого предварительно задаются. Лазерная гравировка может быть растровой или контурной. В первом случае на поверхность таблички изображение наносится точками различной плотности. Во втором случае информация наносится тонкими линиями. На практике, как правило, применяются смешанный метод, когда часть рисунка наносится контурной лазерной гравировкой, а часть – растровой. Сочетание этих двух видов лазерной гравировки позволяет добиться наилучшего качества гравировки. При использовании только растровой лазерной гравировки изображение может получиться слишком расплывчатым и неясным.
При использовании любого метода максимальная глубина гравировки латунных табличек может составлять до 1 мм. Если гравировка будет более глубокой, то символы, нанесенные на табличку из латуни, будут искажены и изображение на табличке будет нечетким. Глубины гравировки до 1 мм достаточно для того, чтобы изображение было четким, и информация на табличке хорошо читалась с расстояния. Такую гравировку также можно залить цветной эмалью.
Среди наших работ:

Таблички для МИД РФ
Латунная табличка изготовленная «АБС-Дизайн», «Министерство Иностранных дел РФ». Более 100 кг.
10 полезных советов по работе на лазерном гравере по дереву и фанере. Настройка лазерного гравера.
Всем привет, Друзья! С Вами 3DTool!
Станок лазерной резки СО2. 10 полезных советов для новичков по резке и гравировке фанеры и дерева.
Предисловие. Для части советов важно понимать разницу между векторными файлами и растровыми файлами. Векторные файлы представляют собой математические формулы, которые описывают линии, круги и т.д. Они создаются в таких программах, как Adobe Illustrator, Inkscape, AutoCAD и Corel. Растровые файлы представляют собой наборы отдельных пикселей, например цифровые фотографии, файлы Adobe Photoshop, JPG и т. Д. Вырезать на лазере вы можете только векторные файлы, а гравировать – оба вида. Для некоторых советов, перечисленных ниже нужно, чтобы ваш файл был векторным.
Каталог лазерных станков с ЧПУ
Совет №1. Подготовка к лазерной резке или гравировке.

Прежде чем мы перейдем к советам по резке и гравировке, давайте начнем с полезных советов по подготовке к ним:
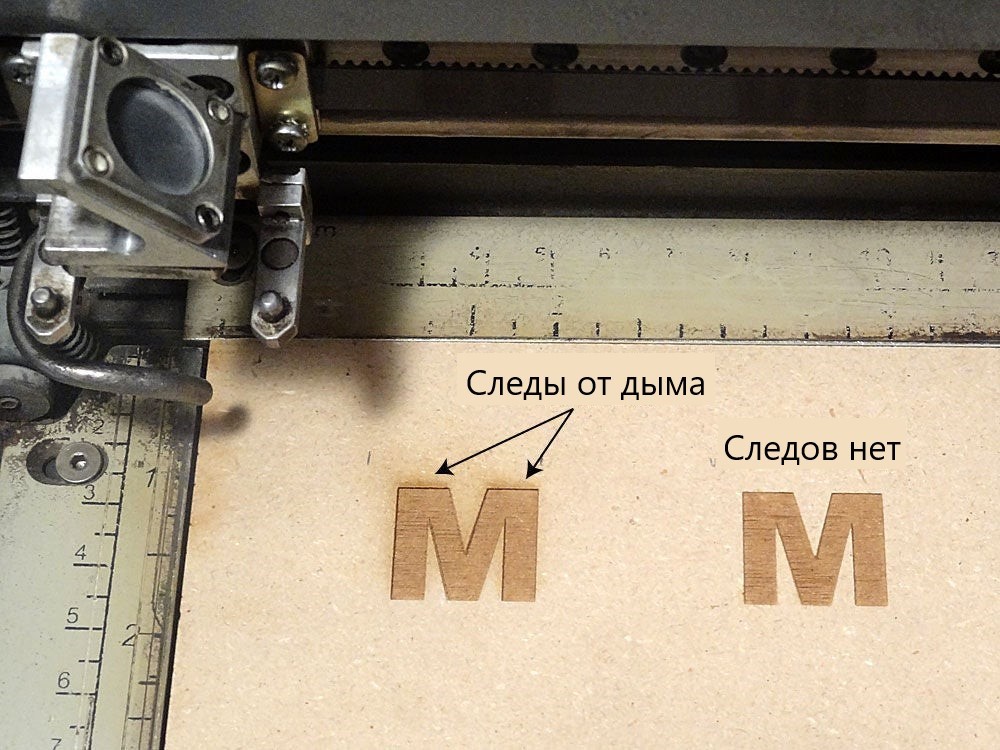
Защита от дыма/нагара: если вы собираетесь гравировать что-либо, помните, что дым/нагар от гравировки может испачкать края гравируемой поверхности. Что бы этого избежать, наклейте на поверхность малярный скотч. Он не сильно повлияет на мощность лазера (можно немного увеличить мощность, если считаете, что это необходимо), но защитит материал вокруг гравируемой зоны от следов дыма. После нанесения гравировки просто снимите скотч.
Предварительные настройки: Лазерный станок, который вы используете, наверняка имеет рекомендуемые настройки для резки или гравировки различных материалов и различной толщины. Вы можете загрузить эти настройки в свой компьютер или непосредственно плату управления станком лазерной резки и сохранить их в качестве предустановок. Обязательно назовите их как-нибудь осмысленно, чтобы в будущем их можно было легко идентифицировать. Таким образом, когда вы в следующий раз будете гравировать на коже или резать акрил толщиной 3 мм, вы можете просто найти и использовать предустановку для работы с данным материалом.
Тестовая резка заготовки: даже если у вас имеется предустановка для разреза материала, рекомендуется выполнить тестовый разрез прежде, чем запустить на выполнение основное задание. Нет ничего хуже, чем вынуть лист материала фанеры после реза лазером и обнаружить, что он не разрезал всё задуманное до конца. Рекомендуем создать маленький круг или квадрат (около 6 или 10 мм в ширину) и вырезать его в углу заготовки. Таким образом можно увидеть, нужно ли увеличивать или уменьшать мощность, прежде чем запустить базовое задание.
Совет №2: Важность слоев в графических редакторах
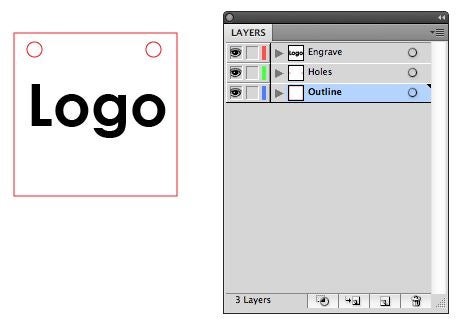
1. Контроль очередности резов. У вашего лазерного станка скорее всего есть несколько вариантов управления порядком, в котором происходит рез, но удобнее всего контролировать очередность одним единственным способом: задать разные линии реза на отдельных слоях, чтобы включать и выключать каждый слой в нужном порядке.
2. Несколько слоев в одном файле. Вместо того, чтобы каждый дизайн или часть дизайна сохранять в отдельном файле, просто поместите их все в один файл и разбейте на отдельные слои. Затем просто запускайте нужные слои.
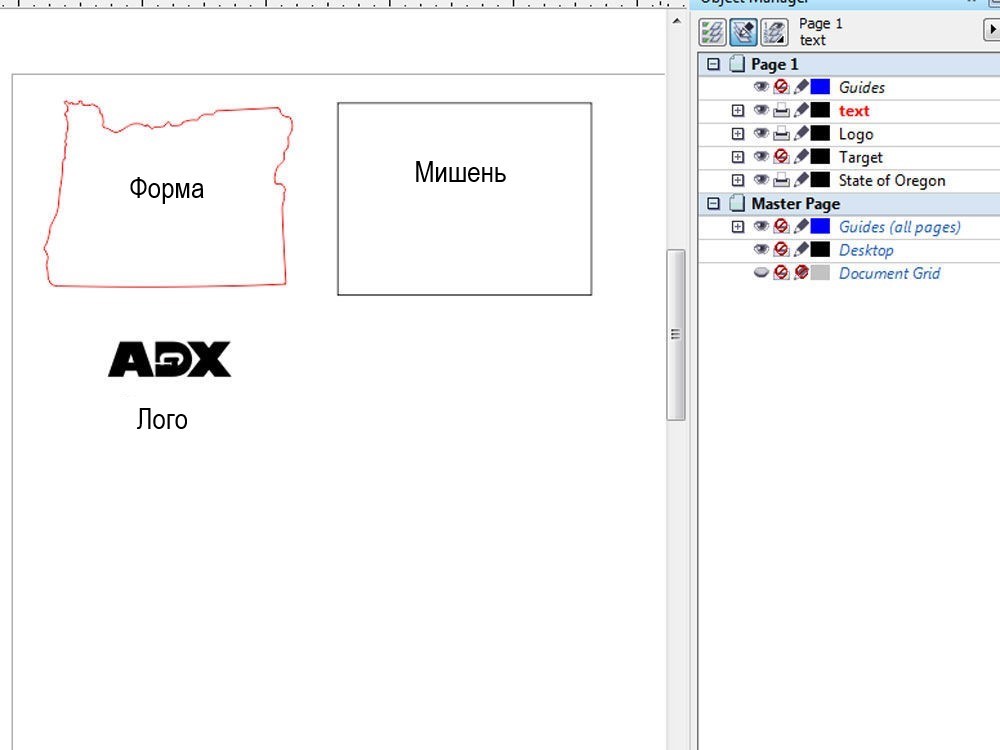
3. Создание подсказок и мишеней. Возможно, вы создали несколько подсказок для разметки вашего дизайна, или мишень для размещения нескольких одинаковых объектов. Чтобы их не вырезало на основном дизайне, поместите их на отдельный слой и просто отключите его.
Совет № 3: Приемы лазерной резки и гравировки по дереву.
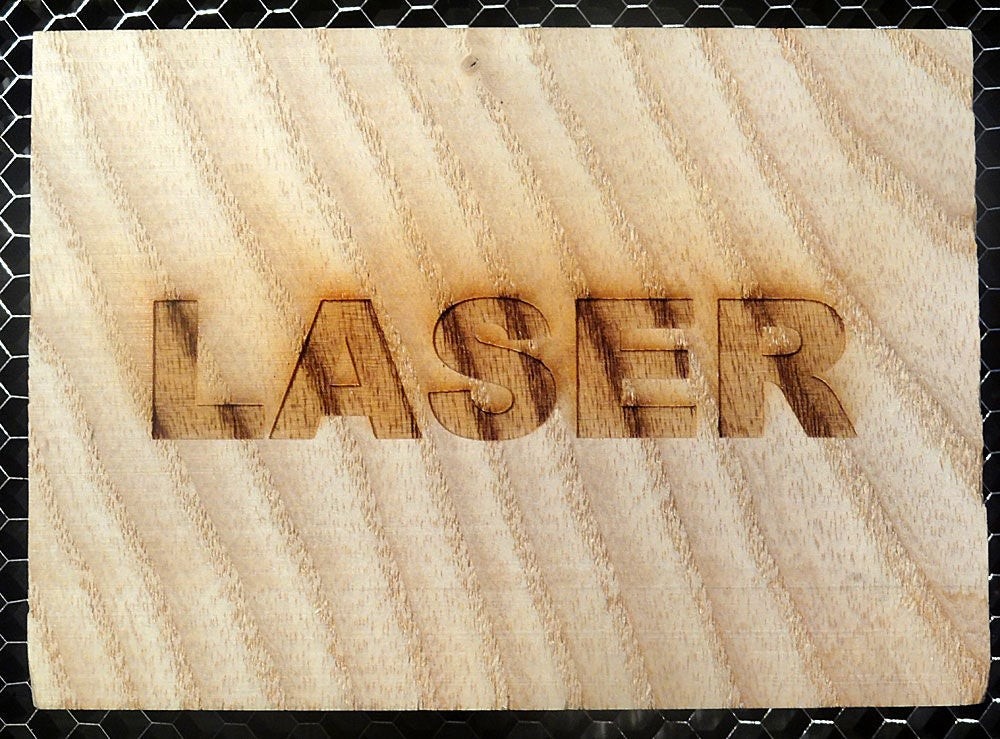
Еще одна вещь, о которой следует помнить, это материалы с тонким шпоном хорошей древесины сверху. Гравировка часто прожигает тонкий шпон, обнажая то, что находится под ним. Удостоверьтесь, что древесина, которая находится под шпоном, выглядит хорошо, и что вы выжигаете весь шпон, чтобы у вас не было смеси шпона и поверхности под ним.
Совет № 4: Лазерная резка перекрывающихся обектов.
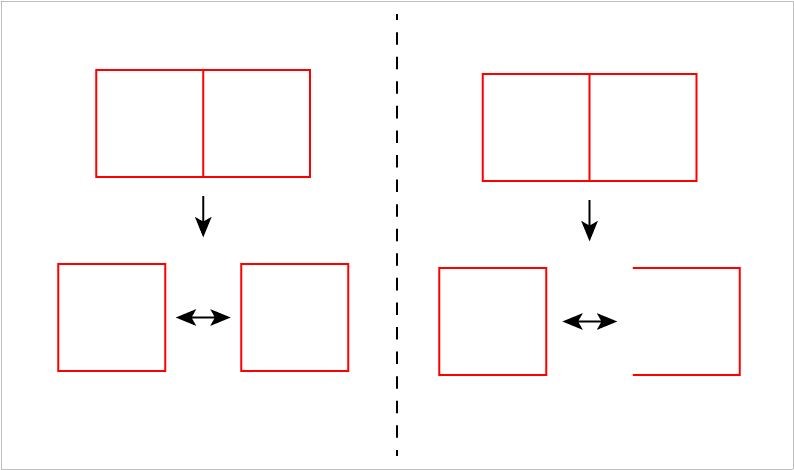
Часто, когда нужно вырезать несколько частей одновременно, велико искушение поместить их рядом друг с другом, что бы соседние одинаковые линии перекрывались друг другом для экономии листа материала. Это хорошая идея, но можно ее очень легко испортить.
Например у вас заготовлено куча квадратов для резки. Если вы нарисуете два квадрата (по четыре стороны каждый), а затем прижмете их друг к другу, визуально будет только одна линия между ними. Проблема в том, что, хотя для вас это выглядит это как одна сплошная линия, компьютер все равно видит две. Конечным результатом является то, что линии будут обрезаны одна по другой. Это приведет к тому, что данный край, скорее всего будет выжженым, а не чистым. Так же потратится время на ненужный рез.
Совет № 5: Разница лазерной гравировки растрового изображения и векторного.
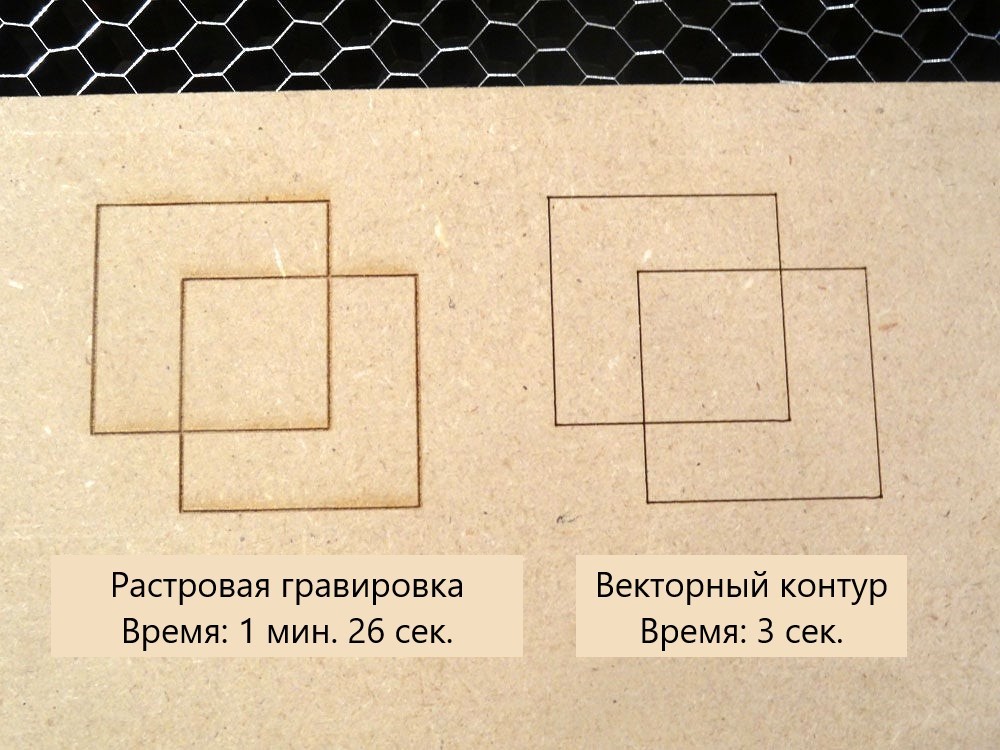
Основное различие между растровой гравировкой и векторной состоит в том, что для гравировки лазер перемещается слева направо по области гравировки, а затем перемещается вниз на минимальный шаг, повторяя до тех пор, пока не выгравирует изображение. С векторным резом лазер просто движется вдоль линий. В результате растровая гравировка занимает намного больше времени, чем векторный рез.
Итак, у вас есть рисунок. Например, кельтский узел, который представляет собой, в основном, просто линии. Конечно, вы можете запустить его как растровую гравировку. Преимущество состоит в том, что вы можете установить толщину линий какую хотите, и разные линии будут иметь разную толщину. Недостаток в том, что гравировка займет гораздо больше времени.
Если же файл векторный, есть быстрый способ создания линий без их разреза. Запустите ваш файл как векторную резку, но выключите питание и увеличьте скорость. Например, чтобы прорезать 3мм фанеру, мы ставим мощность лазера на 100% и скорость на 20%, но, чтобы на ней же нарисовать линию, уменьшаем мощность до 30% и скорость на 95%. Пытаясь прорезать материал, лазер просто выжигает на нем тонкую линию. Преимущество в том, что так будет намного быстрее, чем векторная гравировка. Недостатком является то, что линия будет очень тонкой, и вы не сможете изменить ее толщину.
Совет № 6: Расфокусировка лазерного луча для получения более толстых векторных линий.
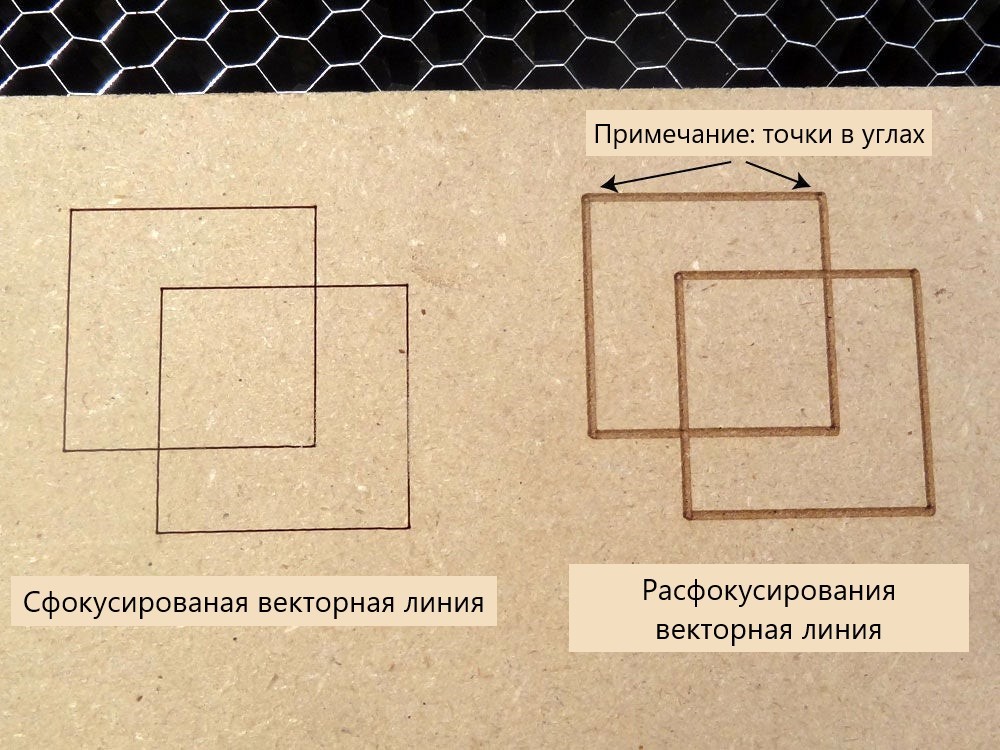
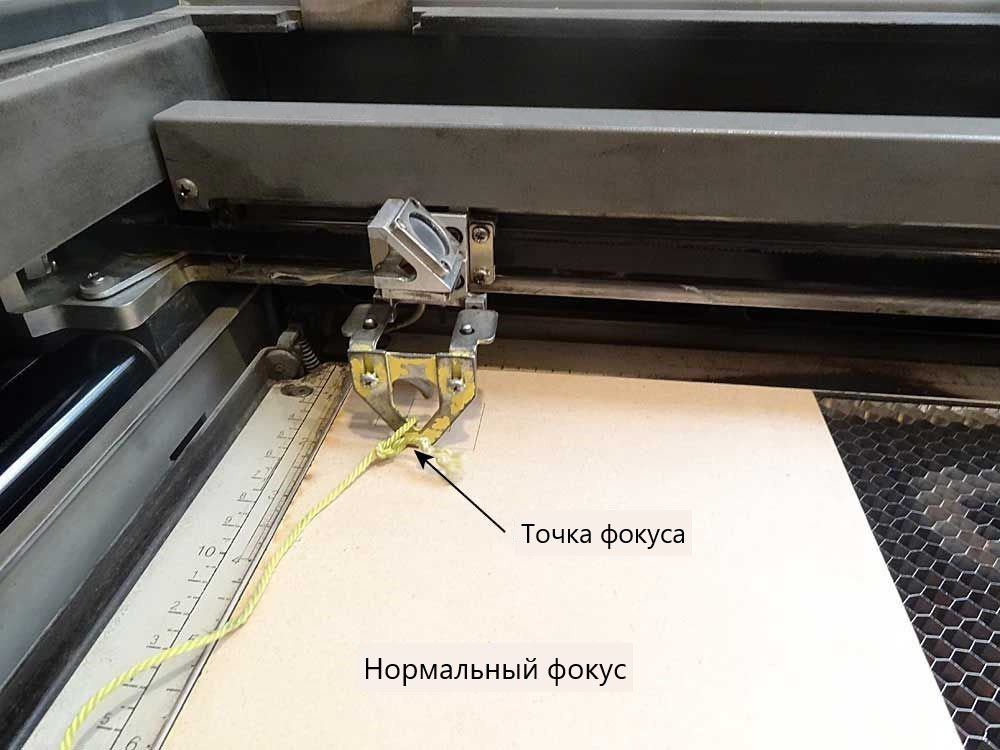
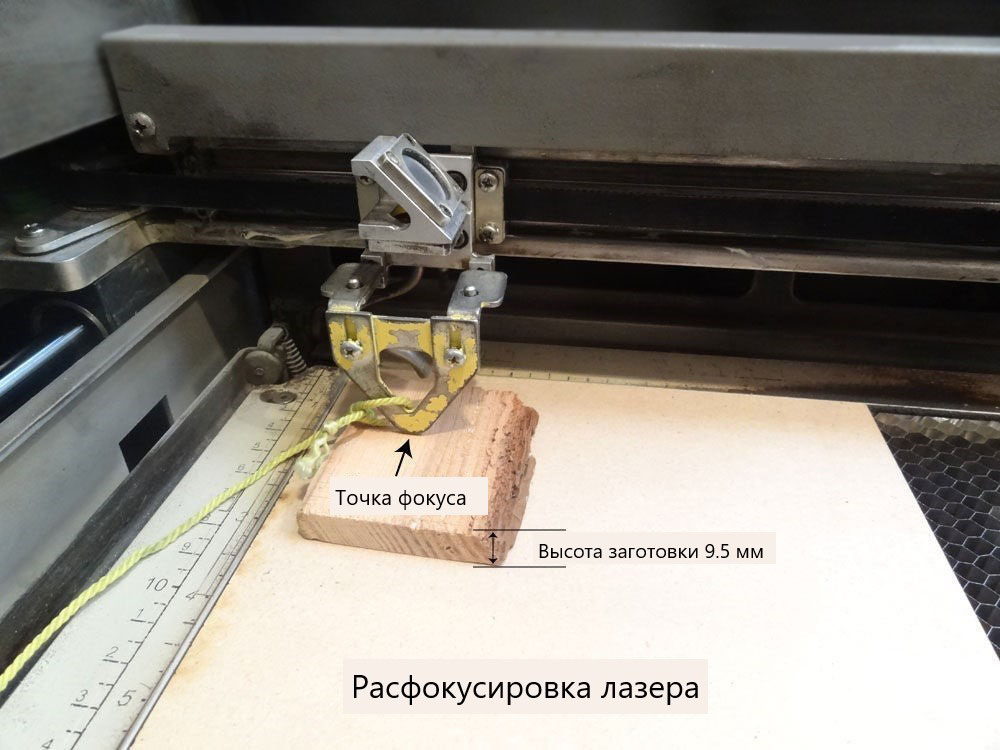
В последнем совете мы рассмотрели, как использовать векторное изображение, чтобы просто делать линии на материале для создания штриховых рисунков или дизайнов. Но недостатком этого метода является то, что линия очень тонкая. Но есть способ получить более толстые линии. Лазерный луч имеет очень узкую точку фокусировки, поэтому, если немного опустить материал ниже, лазер потеряет фокус и рассеется. Положите небольшой кусок дерева толщиной около 9,5 мм на материал, который вы используете, и сфокусируйте лазер на этом куске. Затем запускайте лазер на векторной настройке (с меньшей мощностью и более высокой скоростью). В результате получается гораздо более толстая линия, чем если бы лазер был правильно сфокусирован.
Совет № 7: Добавление векторной обводки к краю шрифта или гравируемого изображения

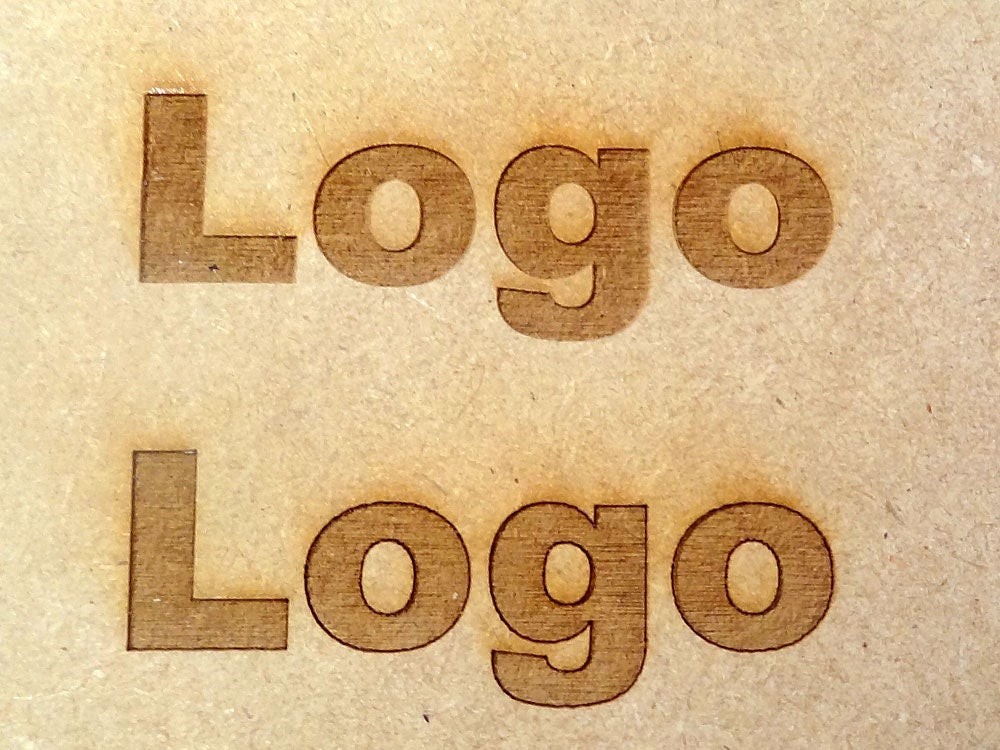
Обычно у вас должны получаться хорошие края на любой гравировке, которую делает ваш лазер (если вы не проверяете фокусировку). Но если вы хотите придать краям гравировки немного большую резкость, вот хороший совет: добавьте легкую векторную обводку по краю гравируемого изображения.
Вам понадобится изображение в виде векторного файла. Выберите его и добавьте тонкий штрих (обводку) по краям. Когда вы настраиваете лазер для обводки, уменьшите питание лазера и увеличьте скорость, чтобы он выжигал, но не прорезал края. После того, как лазер выполнит основную гравировку, он вернется и обожжет тонкую линию вокруг самого края.
Этот эффект отлично подходит для разного рода надписей.
Совет № 8: Лазерная резка дерева в целевой области.
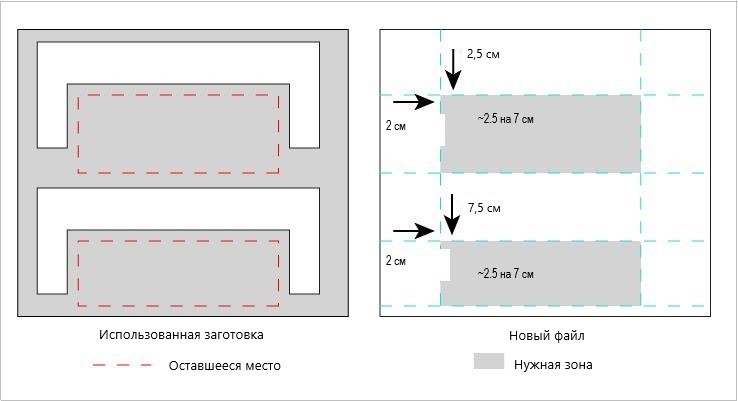
Иногда вам нужно точно попасть в целевую область, которая не лежит в начальных координатах лазера. Например, имеется кусок пластика, из которого вы уже вырезали несколько фигур, но между старыми вырезами достаточно места, чтобы сделать другой, новый вырез. Как вы можете аккуратно вставить новый рез в оставшееся пространство?
Сначала измерьте целевую область и получите ее приблизительные размеры. Убедитесь, что есть достаточно места для того, что вы хотите вырезать. Затем разместите заготовку на сотовом столе лазерного станка и измерьте расстояние от нулевых координат лазера до целевой области. Например, прямоугольник 2.5см на 5 см, расположенный на 6см ниже и на 2см левее от края. Затем в вашем файле используйте разметку, чтобы выделить целевую область и положение от начала координат на материале. Поместите свой рисунок или рез в целевой области. Убедитесь, что данная разметка не будет использоваться при резке. Если вы все правильно измерили, ваш вырез должен находится прямо в целевой области.
Совет № 9: Одновременная лазерная гравировка многих объектов и использование шаблонов.
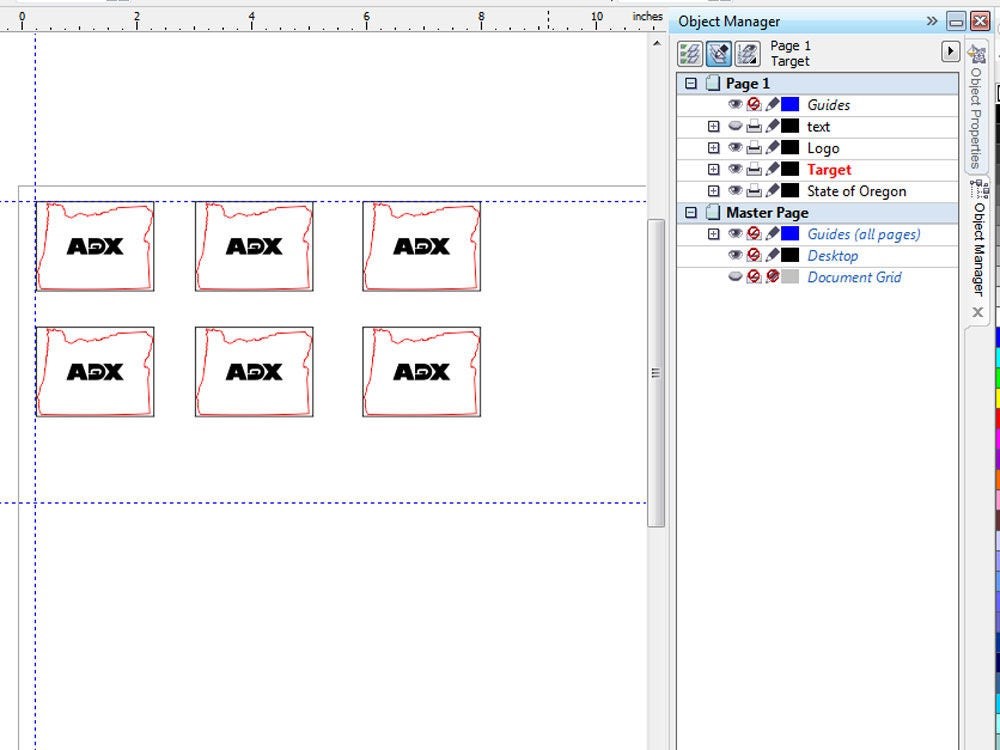
Совет: Оставьте немного места между шаблонами, чтобы заготовки не лежали плотно друг к другу.
Прежде чем запускать файл, не забудьте переместить сетку и шаблон на один слой, а свое изображение на другой слой. Затем отключить печать для слоя с вашим дизайном на нем.
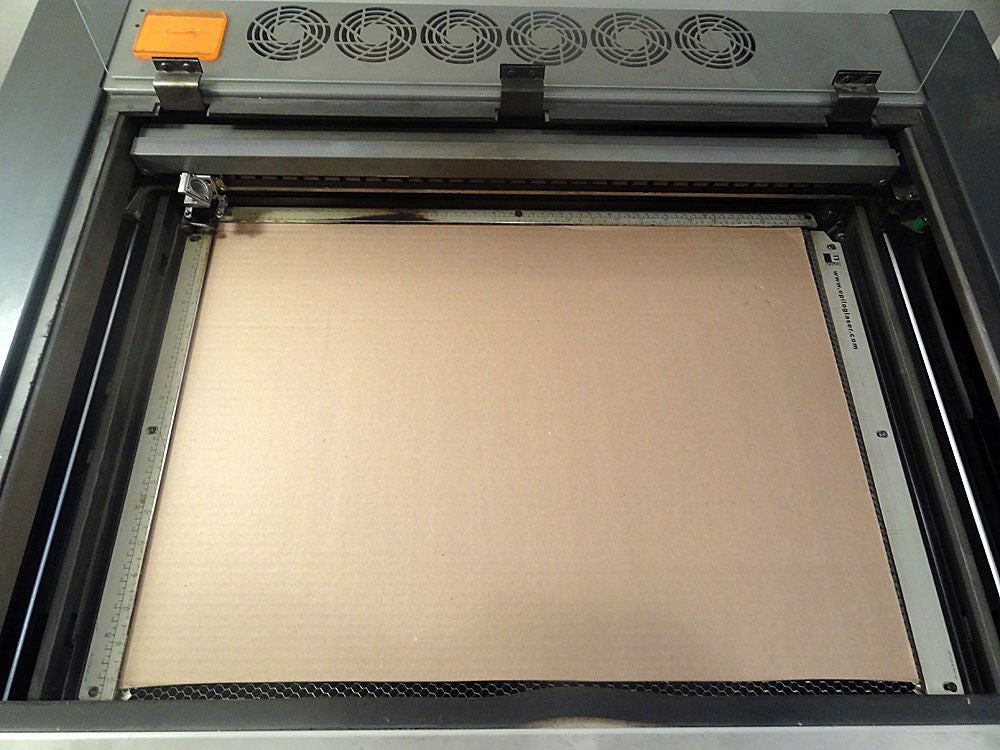
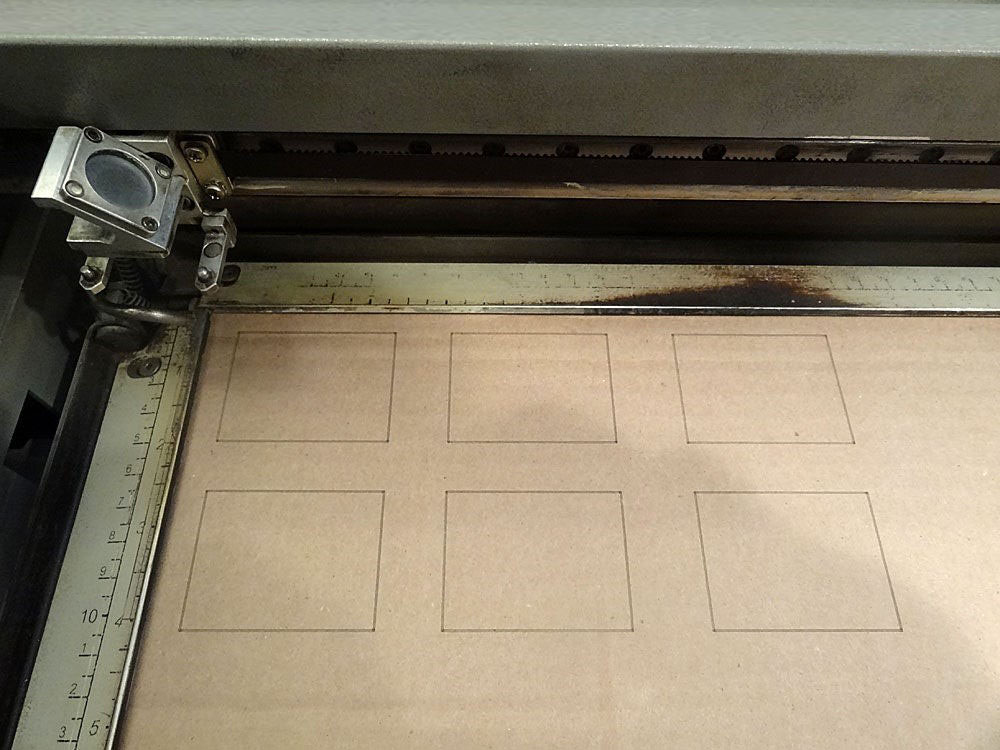
Отрежьте кусок картона/фанеры под размер рабочей зоны лазера и поместите его в лазер. Теперь убедитесь, что только слой с шаблоном установлен для резки. Выгравируйте шаблон на картоне. Получится сетка, которая соответствует той, что в файле. Теперь поместите предметы, которые вы собираетесь выгравировать на шаблон, отмеченную на картоне. Не забудьте перефокусировать лазер на верхнюю часть того, что вы собираетесь гравировать. Теперь вы можете отключить печать слоя с мишенями и включить печать слоя непосредственно с дизайном.
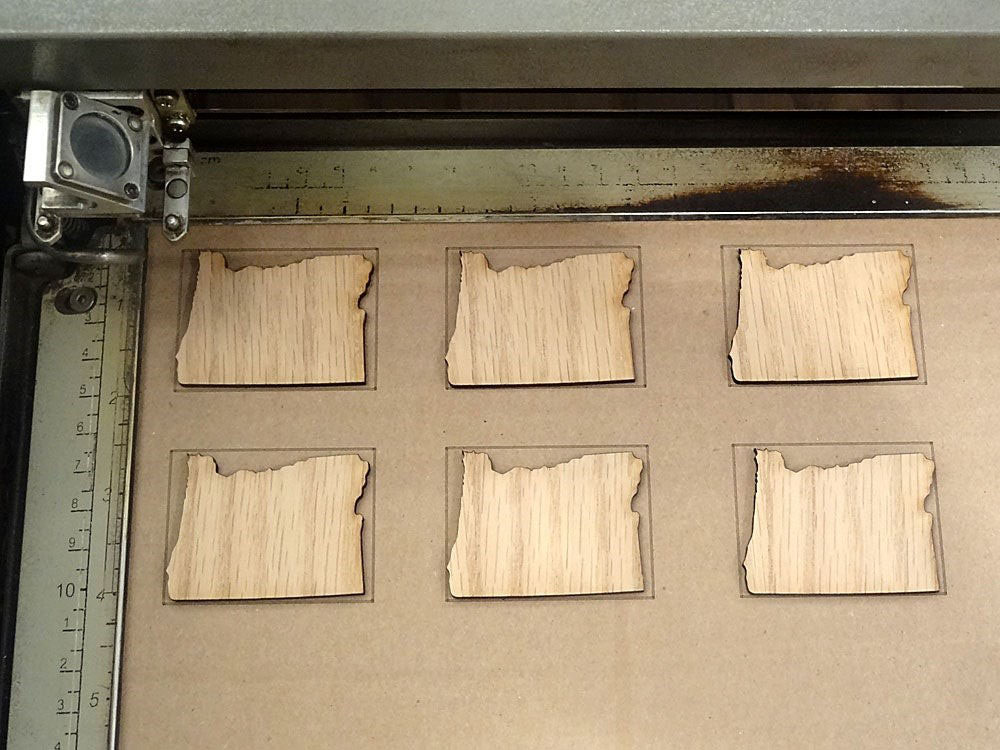
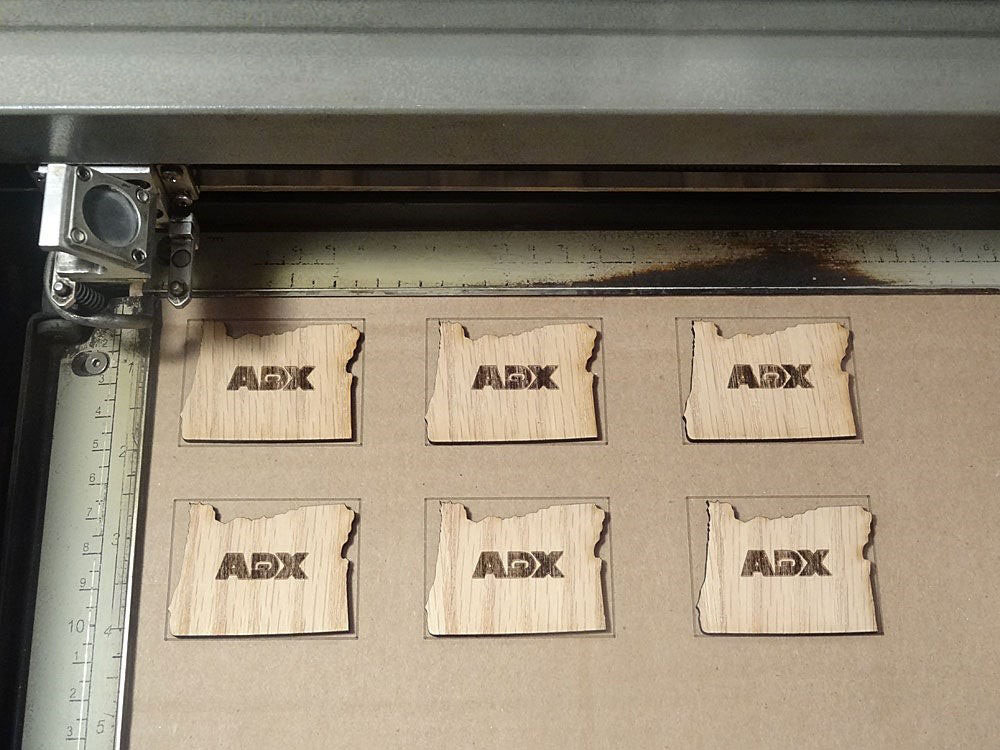
Пока вы не двигаете картон/фанеру, вы можете просто продолжать раскладывать на неё новые детали, нажимать на гравировку и повторять, пока не сделаете все свои заготовки.
Совет № 10: Использование лазерной точки для моделирования выполнения задания без реза.
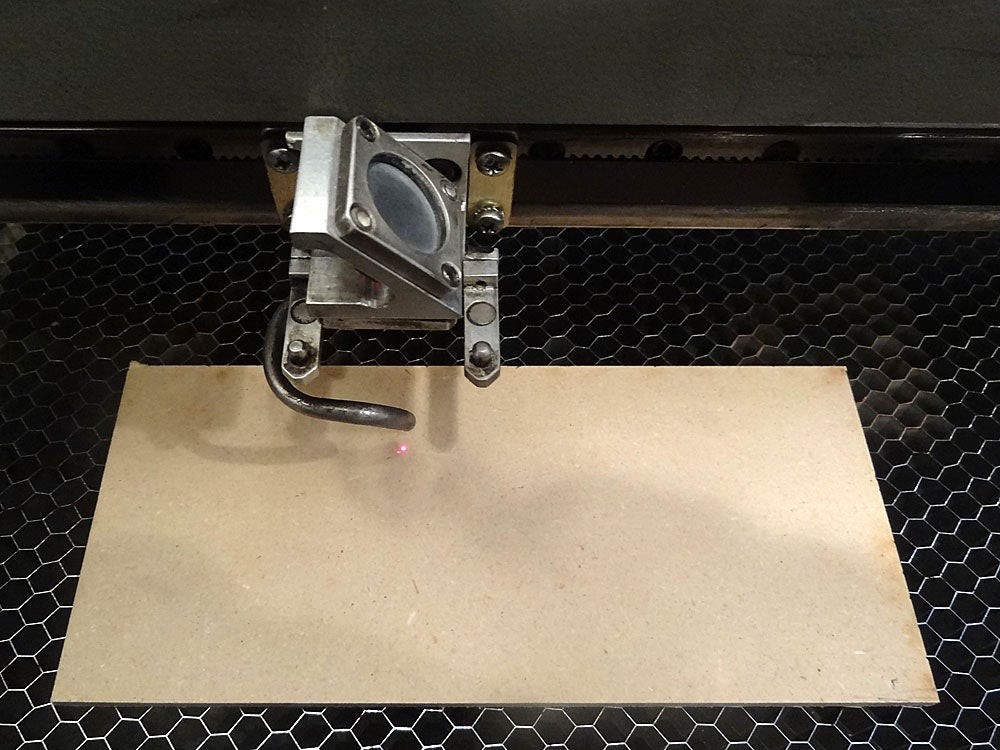
На некоторых лазерных станках имеется возможность включить лазерную указку, которая проецирует красную точку, указывающую, где будет работать лазерный луч. Это полезно для определения того, где лазер будет резать, прежде чем выполнять работу на самом материале. Просто отключите питание лазера и включите красную точку. Затем запустите файл и посмотрите, как двигается красная точка, как будто выполняем задание в холостом режиме.
Следует помнить одну вещь: данный метод хорошо работает с векторными линиями, где лазер / красная точка следует по линиям, но не так хорошо с гравировками, когда лазер проходит вперед-назад по всей области гравировки. Если нужно использовать красную точку, чтобы выяснить, где заканчивается гравировка, можно нарисовать квадрат или круг вокруг гравируемого изображения, а затем просто с помощью красной точки в векторном режиме обвести данный квадрат. Либо, можно нарисовать горизонтальную и вертикальную линии из центра, как на рисунке выше.
Что ж, а на этом у нас все! Надеемся эта статья была для Вас полезна!
Связаться с нами вы можете любым удобным для Вас способом:
• По телефону: 8(800)775-86-69
Так же, не забывайте подписываться на наш YouTube канал:
Чем померить глубину гравировки
 1. Рекомендации по подготовке файла для гравировки лазерным станком.
1. Рекомендации по подготовке файла для гравировки лазерным станком.
Рекомендуется изображение растрировать с помощью Adobe Photoshop или Corel Photopaint. Режим растрирования: Диззеринг диффузии (Случайный диззеринг) или Джарвис, сохранить в формате BMP 1-bit и открывается в программе управления станком.
2. Общие рекомендации по гравировке камня на лазерном станке MIRTELS
Станок рекомендуется устанавливать на ножки, а камень подвозить на подкатной тележке (например, роликового типа). Примеры механизмов подката и схемы приспособлений Вы можете найти на сайте www.mirtels.ru
Для гравировки портретов рекомендуется использовать разрешение 150-300 dpi и скорость 300 мм/с.
Для камней с высокой однородностью (китайский шанси блэк, базальт и др.) использовать разрешение 300 dpi.
Для камней с большим количеством инородных включений (карельский габбро, житомирский «местный» камень и др.) использовать разрешение в диапазоне 150-250 dpi
Текст можно гравировать на более высоких скоростях 400-600 мм/с. Для гравировки текста рекомендуется ставить значение мощности выше, чем значение мощности для портретов.
Про глубину гравировки лазером.
С помощью растровой гравировки лазером не добиться глубины 0,5 мм, но с помощью векторной гравировки лазером можно сделать такую глубину, т.е. как выход можно делать надпись растровой гравировкой с обводкой каждой надписи по контуру. Контур будет с углублением в 0,5-0,7 мм и ширину обводки можно делать 0,5-1 мм.
Также можно создавать векторный текст (контурный). Такой текст  создаётся в программе Corel Draw, сохраняется в формате DXF и открывается в программе управления станком через функцию Import.
создаётся в программе Corel Draw, сохраняется в формате DXF и открывается в программе управления станком через функцию Import.
Для гравировки векторного текста (подготовленный в формате DXF) после импорта в программу управления станком используется режим резки (Cut). Необходимо задать значение скорости и мощности (Например, скорость 20, мощность 30%).
После контурной лазерной гравировки в режиме Cut на поверхности камня появятся наплывы. Эти наплывы необходимо снять с помощью металлического узкого шпателя (держать шпатель под углом 30-45 градусов относительно поверхности камня и счищать наплывы).
Для придания гравировке сочности, а также увеличения долговечности гравировки рекомендуется затирать отгравированное изображение белой акрилосодержащей краской.
Также можно осуществлять художественное оформление гравировки цветными акриловыми красками с помощью кисти.
3. Рекомендации по разрешению гравировки
Разные камни имеют разную однородность структуры, поэтому для разных сортов камней нужно использовать разные разрешения гравировки. Чем более однородную структуру имеет камень, тем выше разрешение можно использовать, чем он более пятнистее, тем ниже разрешение.
Например, для карельского габбро для гравировки портрета рекомендуем использовать разрешение 150-250 dpi
Для украинского габбро 200-250 dpi
Для китайского габбро 250-300 dpi
Для базальта, долерита 300 dpi
4. Рекомендации по скорости гравировки камня
Скорость гравировки нужно выбирать исходя из выбранного типа изображения (портрет, пейзжа, текст).
Для гравировки портрета рекомендуем использовать скорость 300 мм/с (для любого сорта камней)
Для гравировки пейзажа на камне — 300-500 мм/с
Для гравировки текста на камне — 400-600 мм/с
5. Рекомендации по интервалу
В программе задаётся значение интервала, оно зависит от разрешения, которое имеет картинка, отправленная на гравировку и рассчитывается по формуле I=25.4/DPI
Например, для картинки с разрешением 300dpi интервал I=25.4/300 = 0.0847
6. Рекомендации по фокусному расстоянию
Перед началом гравировки нужно выставить зазор между головкой и камнем. Между камнем и нижней поверхностью головки шаблон (кубик) должен входить с лёгким затиранием, не должен «люфтить».

7. Рекомендации по затирке изображения
Часто используют затирку гравировки краской с целью повышения яркости изображения, приданию ему дополнительного объёма, а также для того, чтобы изображение на камне было видно во время дождя, для этих целей рекомендуется затирать изображение белой краской. Для этого край тряпочной салфетки смачивают в краске и протирают по изображению. Для этих целей рекомендуем использовать белую краску (акрилосодержащую) для наружного применения.
8. Рекомендации по устранению дефектов камня (пятен)
В природе нет ничего идеального, не бывает идеальных камней! В работе попадаются камни с различными дефектами, крупными инородными включениями (слюда, уголь и т.д.). После того как прошёл процесс гравировки камня эти включения никуда не исчезают, остаются. Чтобы их убрать, рекомендую их доработать ручной гравировальной машинкой и после этого слегка пройтись пучком (пучок из победитовых игл), чтобы не было резких переходов.
Для того, чтобы выявить пятна, можно затереть изображение акрилосодержащей краской, либо произвести затирку порошком (оксид цинка или оксид титана). После окончательно доработки (чистки) изображение полностью затереть, для того, чтобы убедиться, что изображение уже чистое.

![]()
Спасибо за ответ о возможности гравировки букв.
Идея с векторами очень интересная. Я попытаюсь проверить этот способ на практике на каком-то из лазерных станков.



