Чем покрывают закаточный патрон
—>
+7 (904) 648-11-99
+7 (951) 688-46-93
Архивы рубрики: Герметизация
Дефекты закатки и их устранение. Выявление дефектов внешним осмотром
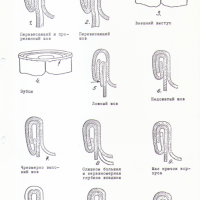

Рис. 1. Дефекты закатки и их устранение
Требованиями, предъявляемыми к качественному закаточному шву, являются следующие:
1. Герметичность — в качестве понятия, охватывающего:
— перекрытие шва, выраженное в процентах (коэффициент перекрытия);
— прочность;
— точное выдерживание глубины впадины крышки соотносительно высоте шва.
2. Минимальное число выступов.
3. Безупречный внешний вид.
Размеры герметического шва консервной тары зависят, главным образом, от величины фланца крышки, из которого собственно формируется шов, и в менее значительной степени — от глубины впадины крышки и профиля рабочей части закаточных роликов. Но размер фланца крышки может быть неодинаковым, что обусловлено как требованиями различных стандартов консервной отрасли, так и — отчасти — износом рабочего инструмента закаточной машины.
» Читать далее
Особенности настройки роликов второй операции. Маркировка закаточных роликов
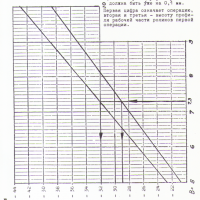

Рис. 1. Выбор роликов для закатки цилиндрических банок
Что же касается фигурных банок, то, как мы уже говорили выше, из-за сложности процессов деформации жести, происходящих при их закатке, определяя профиль закаточных роликов для такой жестетары, иногда приходится прибегать к эмпирическим методам.
Наряду с заданной высотой, эти ролики также требуют определенной характеристики профиля рабочей части. Ролик второй операции закатки консервной тары имеет плоский профиль, обуславливающий окончательную форму закаточного шва.
При правильной установке канавка ролика второй операции прижимает формируемый шов к закаточной головке настолько, чтобы крючки крышки и корпуса проходили почти параллельно.
Заметим, что при правильной установке ролика второй операции плоский отрезок посередине высоты профиля обжимает и тем самым ликвидирует подавляющую часть гофров, возникающих по ходу первой операции.
Слегка выпуклая кривая посередине высоты профиля оставляет некоторое пространство для уплотнительной прокладки, тогда как кривая, не имеющая достаточной выпуклости, неминуемо выдавливала бы пленку герметизирующей пасты.
» Читать далее
Выбор рабочего инструмента закаточной машины. Закаточные ролики
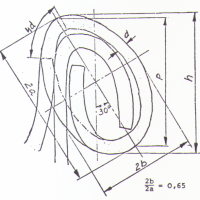

Рис. 1. Определение профиля рабочей части закаточных роликов первой операции
В качестве рабочего инструмента закаточной машины консервной тары следует рассматривать:
— верхний и нижний патроны;
— закаточные ролики;
— направляющие механизмы подачи банок и крышек;
— контурные кулаки (у машин для закатки фигурных банок).
После прифальцовки роликом первой операции шов по своей форме близок к эллипсу, продольная ось которого наклонена по отношению к симметрической оси корпуса. Длина этой оси соотносится с высотой профиля рабочей части ролика предварительной закатки. Форма эллипса обусловлена профилем ролика первой операции относительно закаточной головки. Профили рабочих частей роликов первой операции в основном отличаются расположением точки перехода от верхнего изгиба к нижнему, то есть расположением оси эллипса по отношению к оси ролика.
» Читать далее
Регулировка закаточных роликов, обеспечивающая получение оптимального шва
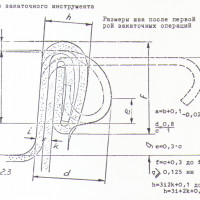

Рис. 1. При регулировке ролика отношение толщины шва к высоте должно быть 0,8 : 1
Профиль ролика первой операции, обеспечивающий получение оптимального шва, зависит от вытянутой ширины закаточного поля крышки.
Что касается толщины материала, из которого изготовлена крышка консервной банки, то с точки зрения выбора высоты профиля рабочей части роликов он представляет интерес только в том плане, что этот параметр незначительно изменяет перекрытие шва.
Жесть нормальной толщины порядка 0,25 мм с допуском 0,05 мм практически едва влияет на перекрытие. Существует много различных типов профиля роликов первой операции.
» Читать далее

ГК «Униконс»
Продвижение и реализация комплексных пищевых добавок, антисептиков и др. продукции.

«Антисептики Септоцил»
Септоцил. Бытовая химия, антисептики.

«Петритест»
Микробиологические экспресс-тесты. Первые результаты уже через 4 часа.

«АльтерСтарт»
Закваски, стартовые культуры. Изготовление любых заквасок для любых целей.
ГЛАВА IV. ТАРА ДЛЯ КОНСЕРВОВ
Жестяная тара нечувствительна к перепадам температур, стеклянная тара нетермостойка, что осложняет процессы ее мойки и последующей тепловой стерилизации консервов.
Производство и применение жестяной тары легче поддается механизации и автоматизации.
Таким образом, фасовка консервов в жестяную тару создает большие удобства как для производства, так и для потребителей консервов:
Предпочтительнее оказывается жестяная тара в экспедициях, туристских поездках и походах.
С другой стороны, в отличие от стеклянной тары жестяные банки подвержены внутренней и внешней коррозии, для предупреждения которой необходимо расходовать дефицитное олово и дорогостоящие лаки, эмали и краски.
Благодаря прозрачности стекла многие виды пищевых продуктов, особенно фруктовые, расфасованные в стеклянную тару, выглядят очень привлекательно, и потребитель может реальнее представить себе качество приобретенных консервов, чем в том случае, когда продукт находится в непрозрачной таре. Стеклянная тара к тому же многооборотна, повторное же использование жестяной тары невозможно.
Металлическая тара.

При горячем лужении подготовленную соответствующим образом черную жесть пропускают через ванну с расплавленным оловом. В этом случае не представляется возможным получить тонкий (менее 1,5 мкм) регулируемый и равномерный до всей поверхности листа слой олова. Потери олова при горячем лужении значительны. Нанесение слоя олова горячим способом производится на сравнительно малопроизводительных агрегатах при скоростях лужения до 12 м/мин. Как отмечается в литературе [14], конструкция агрегатов позволяет производить горячее лужение листов только определенных размеров (например, 712 х 512 мм), что вызывает повышенные потери металла при раскрое некоторых видов банок.
Электролитическое лужение рулонной жести осуществляется на высокомеханизированных и скоростных агрегатах, работающих со скоростью до 540 м/мин, с применением различных типов электролитов (щелочных, сернокислотных и др.). После электролиза и промывки ленты образующееся матовое оловянное покрытие, пройдя процесс кратковременного оплавления, становится глянцевидным. Толщина оловянного покрытия при этом способе лужения может быть резко снижена (до 0,3 мкм), чем достигается значительная экономия олова (в 2-5 раз по сравнению с горячим лужением). Кроме того, при электролитическом лужении легко регулировать толщину слоя олова.
Обработка полосы жести производится в растворах хромовой кислоты или бихромата натрия.
После пассивации на полосу жести в агрегате электролитического лужения наносится тончайшая пленка масла. Эта пленка толщиной примерно 0,01 мкм служит дополнительной защитой жести от коррозии при ее транспортировке и хранении, а также предохраняет оловянное покрытие от истирания. Нанесение масла производится электростатическим способом. В качестве смазки применяют хлопковое масло или синтетические масла.
Подробные сведения о конструкциях и технологии металлической консервной тары приведены в специальных руководствах, в настоящем пособии мы ограничимся описанием наиболее распространенной сборной жестяной цилиндрической банки.
Цилиндрическая жестяная банка состоит из трех частей (рис. 23): крышки, донышка и корпуса. Крышка и донышко, которые совершенно одинаковы по конструкции и называются концами, присоединяются к отбортованному цилиндрическому корпусу при помощи закаточного шва.

Рис. 23. Цилиндрическая жестяная банка

Рис. 24. Продольный шов
Герметичность закаточного шва обеспечивается не только плотным сжатием упомянутых слоев жести, но и наличием уплотняющего материала, находящегося в виде тонкой эластичной пленки на канале подвитого фланца конца и плотно заполняющего зазоры между слоями жести. Без уплотнительного материала, даже при очень сильном сжатии слоев жести, закаточный шов оказывается полностью проницаемым для воздуха.
Корпус банки образуется после свертывания в цилиндр прямоугольной пластинки (бланка) жести, на которой предварительно загнуты края, и последующего склепывания их «в замок» (рис. 24). Получившийся шов, называемый продольным, герметизируется путем пропайки оловянно-свинцовым сплавом. Таким образом, продольный шов состоит из четырех слоев жести. Однако нельзя допустить, чтобы 4 слоя жести оставались по всей длине продольного шва, иначе при отбортовке корпуса получалось бы 8 слоев жести, а в месте стыковки продольного и закаточного швов (в так называемом углошве) образовывалось бы 11 слоев жести (рис. 25).

Рис. 25. Углошов из 11 слоев жести


Рис. 27. Соединение краев корпуса внахлестку
Таким образом, получается, что нормальный углошов содержит не 11, а всего 7 слоев жести, и, следовательно, закаточный орган машины работает в небольшом интервале слоев жести: от 5 до 7 (рис. 28).

Рис. 28. Углошов 7 слоев жести

В главе IX показано, что увеличение объема жестяной банки при стерилизации благодаря вздутию концов является положительным фактором, снижающим давление в таре по сравнению с вариантом, когда крышки не вздуваются (как это происходит, например, при стерилизации консервов в стеклянной и жестяной таре с применением противодавления, препятствующего вздутию крышек).
Прифальцовка концов к корпусам банок производится на закаточных машинах с образованием двойного закаточного шва. Из-за сложности формы шва закатывание осуществляют в два последовательно выполняемых приема или, как говорят, в две операции.
Рабочими органами закаточной машины являются ролики первой и второй операции.
Ролики первой операции предварительно подкатывают фланец крышки под фланец корпуса банки. Ролики второй операции окончательно оформляют шов, плотно сжимая и прокатывая все пять слоев жести.
Последовательность образования двойного закаточного шва показана на рис. 30.
Как отмечалось, герметизация закаточного шва достигается применением уплотнительных пленок, получаемых из полимерных дисперсий.
Для улучшения механических свойств в состав пасты вводят наполнители (до 50%): каолин, мел, оксид цинка, диоксид титана и др. Загущение латексной смеси достигается добавлением синтетических смол.
Во избежание коагуляции пасты в ее состав вводят казеин, полиакриламид, водный раствор аммиака, мыла, канифоль. Диоксид титана и сера являются вулканизаторами, повышающими водостойкость пасты.
После нанесения и высушивания водно-аммиачная паста образует сплошную однородную пленку, заполняющую все неровности закаточного шва и обладающую высокой эластичностью.

Далее хромированная полоса проходит ванну пассивации, где на ней образуется слой окиси хрома, и затем поступает на участок лакирования и сушки. Нанесение слоя пищевого лака производится в электрическом поле высокого напряжения (120-140 кВ). Распыленные частицы лака оседают на хромированной заземленной полосе равномерным слоем толщиной 3-8 мкм. Сушка лаковой пленки осуществляется при помощи токов высокой частоты при температуре полосы 300°С, продолжительность 2-3 с.
Применение для изготовления консервной тары алюминия и его сплавов в сочетании с лаковым покрытием перспективно.
Как отмечает Я.Ю. Локшин, в нашей стране благодаря значительному росту производства алюминия, его безвредности для организма человека, высокой пластичности, легкости, этот вид тары должен стать одним из широко применяемых в консервной промышленности.
Лента из алюминия обладает недостаточной коррозионной стойкостью для большинства консервированных пищевых продуктов. Поэтому такую ленту лакируют, а перед нанесением лака производят механическую, химическую или электрохимическую обработку поверхности для лучшей адгезии лаковой пленки.
При механической подготовке поверхность ленты обрабатывают щетками или абразивами. В качестве химической подготовки используют хроматирование в растворах хромовой кислоты с образованием очень тонких пленок хрома и его окислов. Электрохимическая обработка, или анодирование, производится в растворе серной кислоты; при этом в течение 1 мин обработки образуется оксидная (анодная) пленка толщиной 0,3-0,4 мкм. Далее следуют лакирование и сушка. Температура металла при сушке лаковой пленки составляет 320°С, продолжительность сушки 30-50 с.
Из листового алюминия толщиной 4-5 мм изготовляют также тубы для фасовки пастообразной консервируемой продукции, главным образом для питания детей.
Алюминиевые тубы экономичны в изготовлении и при использовании. Стоимость туб, расход материалов, отношение массы тары к массе продукта значительно ниже, чем соответствующие показатели для стеклянной тары той же вместимости. Процессы производства туб, наполнения и упаковки легко поддаются механизации и автоматизации на всех участках.
Трубы, предназначенные для фасовки консервов детского питания, заполняются со стороны хвостовой части, которая вслед за тем герметизируется. Герметичность хвостовых швов обеспечивается уплотнительными прокладками, в качестве которых применяют водно-аммиачную пасту, виниловый лак, полоски латекса и др. Носик тубы герметизирован металлической пленкой.
На рис. 31 показаны туба с колпачком и типы швов, применяемых для герметизации туб.
Внутренняя поверхность алюминиевых туб лакируется пищевыми лаками, на наружной стороне печатается красочная этикетка.
Стеклянные консервные банки производят на крупных специализированных консервных заводах. На этих заводах постоянно совершенствуется технология и широко внедряются мероприятия по улучшению качества банок. Проводится значительная работа по уменьшению массы банок, улучшению оформления венчика горла банок и получению более чистой его поверхности. Внедряются новые высокопроизводительные методы укупорки. В ближайшие годы планируется увеличение выпуска стеклянной консервной тары, однако прирост этого выпуска еще отстает от роста производства консервов.

В состав тарных стекол рекомендуется вводить до 3,5% MgO и 2,0-3,0% Аl203.
Процесс производства стеклотары состоит из комплекса операций, направленных на получение расплавленного стекла, именуемого стекломассой, и операций, направленных на формирование из жидкой стекломассы стеклянных банок и на окончательную их отделку в виде промышленной продукции.
Смесь сырьевых материалов загружают в засыпочный карман стеклоплавильной печи и проталкивают в ванну, где она нагревается и расплавляется благодаря сжиганию смеси газогенераторного газа и воздуха. Температура варки стекломассы 1450-1550°С. Из варочной части стекломасса поступает в студочную часть, в которой температура массы снижается до 1150-1200°С, после чего она направляется к стеклоделательным машинам.
Согласно ГОСТ 5717-70 форма, основные размеры в миллиметрах, вместимость и масса банок должны соответствовать указанным на рис. 32 и в табл. 11.


Рис. 32. Типы венчиков горловин стеклянной тары
Банки имеют условные обозначения, которые включают тип (I, II или III), диаметр венчика горловины (58,82, 68) и вместимость (мл).
Например: консервная банка I-82-1000, т.е. банка обкатная с диаметром венчика горла 82 мм вместимостью 1000 мл; или II-82-650, т.е. банка обжимная с диаметром венчика горла 82 мм, вместимостью 650 мл.

Укупорка стеклянной тары осуществляется металлическими (жестяными или алюминиевыми) крышками, снабженными для герметизации уплотняющими прокладками.
Установлено, что более надежная герметичность укупорки обеспечивается, когда уплотняющая прокладка находится на боковой поверхности венчика горла, как это наблюдается при герметизации по способу I. На рис. 33 показана крышка СКО (тип I, стеклотара консервная обкатная). Такие крышки изготовляются из жести № 20, 22 и 25 или алюминия толщиной 0,38-0,50 мм. При изготовлении крышек СКО-82 из тонкой жести (№ 20, 22) на них формируется дополнительное кольцо жесткости по окружности.

Рис. 33. Обкатная крышка СКО

Белая жесть для крышек может быть лакированной и нелакированной. Алюминий должен быть покрыт с обеих сторон слоем пищевого консервного лака или эмали. В пазы борта готовых крышек вкладываются специальные резиновые кольца.
При испытании медленно подают воду или воздух, через пробковый кран. Давление доводят до критической величины, при которой крышка срывается с горловины банки. При этом замечают показания манометра.
Банка 1-82 считается нормально обкатанной; если критическое давление составляет 1,5-1,7 ат.
Для смягчения гидравлического удара при срыве крышки банку погружают в сосуд с водой. Вместо просверливания отверстия в дне банки можно пробить отверстие в крышке, что гораздо проще, однако при этом нужно остерегаться деформировать крышку, ибо результаты испытания получатся недостоверными.
При укупорке стеклянных банок по способу II и III уплотняющая: прокладка располагается в дне крышки и соответственно на торце венчика горла, при этом условия для герметизации хуже, чем в варианте I.
Консервная тара типа II («Евро-кап») представляет собой стеклянную банку, жестяную или алюминиевую крышку и уплотнительную прокладку, помещенную на периферийную часть торца (дна) крышки с внутренней стороны.

Рис. 35. Приспособление для определения
прочности укупорки стеклянной тары
Борт крышки «Еврокап» представляет собой усеченный конус, расширяющийся книзу, на его боковую поверхность нанесены вертикальные гофры, расположенные по всей окружности с шагом 3,5-4 мм. Нижний край борта закатан наружу в виде ободка, разделенного сквозными просечками на 20-40 частей.
Уплотняющая прокладка изготовлена путем заливки специальной пастой периферийной части торца (дна) крышки и последующей термообработки, при которой обеспечивается прочное сцепление прокладки с адгезионным лаком (эмалью), покрывающим жесть.
Процесс укупорки банок типа II осуществляется путем введения горла банки с надетой крышкой в специальный обжимной цилиндр, диаметр которого на 1,5-3 мм больше номинального диаметра венца горла. При этом уплотняющая прокладка прижимается к торцу банки, а гофрированный борт крышки обжимается вокруг уступа горла, частично заходя под него.
В процессе укупорки банка подвергается паровой вакуумизации. При этом перегретый пар давлением 0,5-1 ат, имеющий температуру 120

Рис. 36. Схема герметизации способом II
На рис. 36 показана схема герметизации стеклянных банок обжимным способом II.
Применение обжимной тары более сложно, чем в варианте I, и надежность герметизации ниже (отсутствие каких-либо регулирующих элементов для изменения параметров процесса укупорки, необходимость создания вакуума, повышенные требования к качеству банок и крышек и т. п.). Однако большое достоинство ее заключается в легкости открывания, чего нельзя сказать о банке I, для открывания которой требуется очень большое усилие (не исключено разрушение венчика горла).
Отличительная особенность способа укупорки III заключается в навинчивании крышки на венчик горла за 1/4 (или менее) оборота, что осуществляется применением специального укупорочного приспособления. В результате давления крышки на торец венчика горла, прокладка на крышке (паста) уплотняется и герметизирует банку.
Крышка при этом не деформируется. Банка с продуктом подвергается термической вакуумизации паром перед закрыванием крышкой.

Рис. 37. Схема герметизации способом III
Ha рис. 37 показана схема герметизации банок резьбовым способом III.
Внешний вид банок типа III привлекателен, крышки легко отвинчиваются, могут быть использованы в домашних условиях после опорожнения банок. Однако из-за упомянутых выше осложняющих моментов ее можно использовать только для фасовки продукции, стерилизуемой при температурах не выше 100°С.
Узкогорлые бутылки укупориваются корончатыми крышками. При этом бутылка поднимается к укупорочной головке (рис. 38) или последняя опускается к бутылке, совершая рабочий ход. При вводе венчика горла бутылки в укупорочную головку он поднимает крышку, лежащую донышком вверх в очке. При этом крышка надевается на венчик. Дойдя до упорного штока прижима крышек, бутылка венчиком горла поднимает его вверх, сжимая пружину. При дальнейшем цикле укупорки венчик горла с крышкой поднимается в кольцевом укупорочном патроне, имеющем конусную рабочую поверхность. При этом крышка деформируется и обжимается на венчике горла, прочно закрепляя и уплотняя прокладку на торце венчика.
Полимерная тара.
В последние годы в мировой практике производства, консервированных пищевых продуктов получила некоторое распространение тара из полимерных материалов.
Полимерная тара обладает рядом ценных технических свойств, высокими эстетическими качествами и получает все большее распространение в народном хозяйстве.

К основным полимерным материалам относятся следующие: лакированный целлофан, целлофан с покрытием на основе сополимера винилиденхлорида и винилхлорида типа СВХ-40, СВХ-60 или с покрытием на основе винилиденхлорида и акрилонитрита типа СВН-80;
Большинство полимерных упаковочных материалов обладает комплексом ценных свойств, однако среди них нет ни одного, который бы полностью удовлетворял отмеченным выше требованиям. Так, например, целлофан прочен, прозрачен, малогазопроницаем, безупречен в санитарно-гигиеническом отношении, но не стоек к действию влаги, трудно поддается термической сварке, малоэстетичен; полиэтиленовая пленка обладает хорошей водостойкостью, химической устойчивостью, низкой паропроницаемостью, легко поддается термической сварке, однако она кислородопроницаема, недостаточно прочна, неустойчива к маслам и жирам; полиэтилентерефталатная пленка безупречна в санитарно-гигиеническом отношении, прозрачна, прочна, мало газо-, паро- и водопроницаема, но плохо поддается термической сварке; полиамидные пленки обладают высокой прочностью, эластичностью, теплостойкостью, незначительной газопроницаемостью, но недостаточно устойчивы к влаге, трудно поддаются термической сварке и т. д.
Поэтому полимерную тару и упаковку стараются изготовлять из комбинированных материалов, сочетающих лучшие свойства отдельных компонентов. Подбирая необходимое сочетание составляющих одинарных пленок, можно получить многослойный упаковочный материал практически с любыми заданными свойствами. Особенно широкое распространение получила пленка полиэтиленполиамид.
Комбинированные упаковочные материалы получаются не только из многослойных полимерных пленок, но и из бумаги или картона с полимерами или из алюминиевой фольги с полимерами и.т. д.
Большое распространение в упаковочной технике имеет комбинированный материал целлофан-полиэтилен, сочетающий высокую механическую прочность и малую газопроницаемость целлофана с влагостойкостью, эластичностью и способностью к термической сварке полиэтилена.
В последние годы вместо парафинированных бумаги и картона стали применять покрытия на основе микрокристаллического воска и различных полимеров. Такие материалы отличаются прочностью, эластичностью, влагостойкостью, высокими санитарно-гигиеническими качествами.
Особенно удачной оказывается мелкая фасовка этих продуктов (0,25-0,5 кг) в пакеты, имеющие форму параллелепипедов и тетраэдров.
Пастообразные непастеризуемые виды пищевой продукции: джем, варенье, конфитюр, повидло, протертые яблоки с сахаром, сохранность которых обеспечивается высокой концентрацией осмотически деятельных веществ, целесообразно фасовать в мелкую полимерную тару на обнове поливинилхлорида или полистирола (баночки, стаканчики, коробочки) на поточных высокопроизводительных линиях типа «Форм-Сил». Подобная линия фирмы «Хассиа» (ФРГ) установлена на некоторых консервных заводах нашей страны. Такого же типа линии, называемые «Пак-Форм», выпускают итальянские фирмы. Эти линии производят от 2000 (при вместимости упаковки 200-250 мл) до 7000- 8000 (при вместимости 30-50 мл) упаковок в час.
Возможна также стерилизация консервов в таре из жестких полимерных материалов (например, стаканах) на основе полиэтилена или полипропилена высокой плотности, укупоренных жестяными крышками.
Нашли применение полимерные упаковочные материалы (как отмечалось в главе II) для длительного хранения плодов и овощей, стойкость которых обеспечивается созданием модифицированной атмосферы.
Для постоянства состава газовой смеси внутри полимерной упаковки решающее значение имеет проницаемость ее для кислорода и диоксида углерода. Исследования показали, что для упаковки яблок и груш условие сохранения постоянного газового состава внутри упаковки может быть выражено следующим образом:
Этому условию хорошо удовлетворяет полиэтиленовая пленка, для которой проницаемость диоксида углерода в 2-5 раз выше кислородопроницаемости.
Бумажно-металлическая тара.
Самыми распространенными являются комбинированные банки для пастеризуемой продукции вместимостью 200, 300 и 400 г, полностью имитирующие обычные консервные банки с двумя одинаковыми металлическими концами. Корпус же изготовляется из рулонной или импрегнированной бумаги с использованием защитных бумажных материалов (пергамента, кашированной фольги, бумаги с полимерным покрытием), лака или парафина, связующих веществ (костного клея, поливинилацетатной эмульсии), многокрасочных этикеток и пр. Для изготовления концов используется белая и черная лакированная жесть, алюминий.
Картонная тара.
Деревянная тара.
Бочки изготовляют из древесины лиственных и хвойных пород: осины, липы, березы, осокоря, ели, кедра, лиственницы.
Бочки состоят из основы и днищ, которые делают из клепок прямоугольной формы. Влажность клепок не должна превышать 18%. Необходимо, чтобы клепки основы и днищ были выструганы с наружной и внутренней сторон.
Бочки должны быть симметричной правильной формы, без перекосов, впадин и выпуклостей; надломленных клепок быть не должно. Бочки плотно стягивают обручами, расположенными с обоих концов симметрично. Концы стального обруча соединяются заклепками или электросваркой.
Иногда в бочках высверливают по одному-два наливных отверстия: на укупорочном дне или на клепках основы. Пробки для закупорки наливных отверстий изготовляют конусообразные.
Внутренняя поверхность бочек должна быть чистой, не иметь постороннего запаха, не свойственного данной породе древесины.
Кроме бочек для фасовки цукатов, пастилы, повидла, сушеных плодов и овощей используют также тесовые и фанерные ящики. Отдельные части ящика соединяют гвоздями, вязальной проволокой, стальной упаковочной лентой.



