Очистка поверхности металла перед сваркой
Главная / Техника сварки
Время на чтение: 4 мин

Соединение деталей сваркой проводится после предварительной их подготовки. Последняя подразумевает исполнение нескольких операций — правка металла, разметка, резка элементов, зачистка.
Предпоследним действием считается подогрев, после которого проводится необходимый изгиб и обработка предполагаемых торцов.
Процедуры позволяют получить качественное соединение деталей. Количество операций может разниться в каждом отдельном случае, что зависит от степени загрязненности поверхностей, деформации заготовок, прочих факторов.
Подготовка элементов для сваривания регламентируется Государственным стандартом 526480.
Правка
Выполнение правки подготавливаемых к сварке элементов проводится после их транспортировки, деформации, других факторов, влияющих на снижение качества валика.
Выправление деталей практикуется как холодным, так и горячим способом, в зависимости от их размеров, фактора искривленных зон. Правка происходит вручную либо с применением специальных механизмов.
Чугунные, стальные листы обрабатывают молотком либо кувалдой, при недостаточности же усилия, используется ручной винтовой пресс.
Последний выглядит в форме механизма, оборудованного двумя плитами, между которыми устанавливается для выправления деталь.
Правка листов, полос и профильного проката происходит на вальцовочных устройствах. Листы пропускаются через валки несколько раз, добиваясь выравнивания элементов.
Угловой металл правят на углоправильных валках, двутавр, балка-швеллер — приводных либо механических прессах.
Основной материал и присадок перед сваркой досконально очищается от коррозии, окалины, следов масла, влаги, других неметаллических загрязнений.
Пренебрежение правилом приведет к формированию в валиках пор, различных трещин, шлаковых образований, негативно влияющих на качество шва.
Разметка металла
Инструменты для разметки металла.
Перед выполнением дальнейших работ на металле производятся разметки или наметки. Размечая листовой металл, на нем вычерчивают контуры деталей с пометкой мест сгибов, намечают центр отверстия и все тонкости будущих деталей. Когда выполняется разметка, необходимо быть очень внимательным, так как малейшая неточность может привести к браку уже готовых деталей.
После проведения работ по нанесению разметочных линий наносятся при помощи кернера углубления, чтобы в процессе дальнейшей обработки сохранились следы наметок. Размечая детали из нержавейки, рекомендуется не использовать кернер.
Разметка
Данная операция подготавливает элементы к точному их соединению, удалению несоответствия профилей, установке требуемых размеров. Не исключается, что их длину или ширину необходимо будет уменьшить.
Планировка деталей насчитывает несколько видов:
Ручная единичная разметка обусловливается использованием металлической линейки, кернера, угольника, циркуля, рейсмуса, клямера, штангенциркуля.
При выполнении операции с небольшой партией однотипных заготовок практикуются алюминиевые или фанерные листы шаблонов.
Перед наметкой поверхность элементов покрывается меловой краской замешанной на клее. Недостатком процедуры считается трудоемкость, невысокая скорость исполнения.
Оптическая планировка проводится на разметочно-маркировочных станках. Скорость выполнения операции увеличивается до 1 000 см в минуту, за счет программирования механизма под установленные критерии.
Высокая производительность также достигается наличием пневматического крена, ускоряющего разметку.
Мерная заключает в себе сразу две функции — наметку и резку. Станок с числовым управлением программируется на выдачу заготовок заданной конфигурации.
Резка
Подготовленные к сварке единичные детали не будут усложнять операцией мерной разметки — подойдет механическая или термическая резка. Первый случай обусловливается ручными либо механическими инструментами.
Рассечение металла до 20 мм для прямолинейного среза проводится на гильотинных или пресс-ножницах. Криволинейные срезы дают роликовые ножницы, однако толщина детали не должна превышать 6 мм.
Круглые, фигурные стержни обрабатываются зубчатыми и фрикционными пилами.
Термическая резка обусловливается расплавом металла по заранее нанесенным меткам.
Работа выполняется с применением кислородного резака, электродуговой сварки и устройства, которое образует плазму при прохождении электрического тока между полюсами — плазматрона.
Температурная обработка осуществляется на полуавтоматических или станках-автоматах. Горючими смесями для черных металлов могут выступать ацетилен, пропан либо коксовая смесь, цветные — подвергаются плазменной резке.
Резка металлических профилей
В процессе подготовки деталей под сварку резка металла является одной из важнейших подготовительных операций. Как уже было сказано выше, подогнать профиль под необходимый размер без резки не получится.
Этот непростой процесс делится по технологии проведения на две категории: механическая и термическая. В первом случае – это механическое воздействие при помощи различных инструментов, к которым можно отнести ручные и механические (электрические или пневматические). К первой группе относятся ножовка и ножницы по металлу, болгарка. Ко второй гильотина, отрезные станки разных моделей, пресса и так далее.
Термическая резка – это, по сути, расплавление металла по нанесенной разметке. Ее также можно выполнять вручную, используя кислородный резак, плазматрон, дуговую сварку и прочие способы, или при помощи станков и аппаратов в автоматическом или полуавтоматическом режиме. Термическая технология резки металлов считается универсальной, потому что с ее помощью можно делать рез в разных плоскостях и в разных направлениях (прямолинейно и криволинейно).
Зачистка
Процедура удаляет с подготовленных поверхностей различные следы загрязнений, химических налетов и оболочек. Существование даже небольших вкраплений грязи оборачивается растрескиванием валика, появлением пор, внутреннего напряжения.
Удалению подлежит оксидная пленка, образующаяся на поверхности деталей при соприкосновении с воздухом. Налет является жаростойким, поэтому убирается щеткой по металлу либо болгаркой.
Промышленное производство предполагает зачистку конструкций пескоструйными, дробеструйнами станками, погружением обрабатываемых элементов в ванну, наполненную химическими реактивами.
Требования к очистке поверхности металлов и сплавов перед сваркой
Очистка под сварку необходима в первую очередь для получения сварочного шва высоко качества и предотвращения появления дефектов. Удаляют с поверхности металлов средства консервации, загрязнения, ржавчину и оксидные пленки. Очищают внешнюю сторону соединения. Внутреннюю сторону обрабатывают в случае использования технологии со сквозным проплавлением.
Существуют такие требования ширины радиуса очистки поверхности деталей (в обе стороны от будущего шва):
На очищенных поверхностях металла не должно быть ржавчины, окалины, масла и других загрязнений. Не допустимо наличие трещин, расслоений и закатов. Стали двухслойного типа не должны иметь расслоения коррозионного слоя.
Прежде всего проверку поверхности металла осуществляют визуально, а при толщине металла более 36 мм следует проверить зону прилегающую к очищенным поверхностям ультразвуковым методом. Ультразвуковой контроль осуществляется на ширине не менее 50 мм для обнаружения таких дефектов как трещины, расслоения и др. Недопустимыми считают дефекты площадью более 1 кв. м. при чувствительности ультразвукового контроля Д5Э. Допускается не более 3 дефектов на 1 м длины контролируемой поверхности с расстоянием между ними не менее 100 мм.
Поверхность разделки кромок должна быть очищена от следов резки и разметки. Детали которые будут свариваться после термической резки необходимо обработать на толщину 2-3 мм. Предварительно очистку выполняют механическими и/или химическими методами, а заключительную — зависимо от свариваемого металла, степени начальной и требуемой шероховатости — различными физико-химическими способами (травление, воздействие тлеющим разрядом, электрополировка и др.) и шабрением. Непосредственно перед выполнением сварочных работ наружность свариваемых деталей в области стыка (по мере возможности через зазор в стыке) очищают маломочным источником сварочного нагрева, не заплавляя стык.
Требования по шероховатости очищенных поверхностей соприкасающихся кромок деталей, под дуговую и плазменную сварку, должны быть не более Ra=12,5 мкм (Rz=80 мкм), под электронно-лучевую и лазерную сварку — Rz≤30 мкм.
Чтобы правильно оценить степень шероховатости поверхности применяют сравнение с аттестованными образцами, профилографы-профилометры и другие средства измерения.
Проверка чистоты осуществляется прямыми и косвенными методами. Первые помогают определить загрязнения на поверхности. Большое распространение получили микроскопический способ, основанный на смачиваемости, и способ, основанный на разности потенциалов. Высокую чувствительность имеет способ с применением радиоактивных изотопов. Косвенные методы применяют преимущественно в лабораторных условиях и основаны на удалении с поверхности загрязненного слоя в специальных травильных смесях. На производстве, среди косвенных методов, применяют лишь измерение сопротивления моющих растворов.
Подготовка кромок
У отливок большой толщины следует тщательно подготовить свариваемые торцы, придать им надобную геометрическую форму. Она бывает не только плоской, но и V, X-образной. Первая используется при сочленении тонких элементов, фигурная — толстых.
Обработка происходит на кромкострогальных или продольно строгальных механизмах, либо с использованием пневматического зубила или газокислородного пламени.
Подготовка заключается в формировании угла разделки, ширины зазора, регламентации длины откоса, смещения, притуплении бортиков:
Гибка
Изгиб листового и полосового материала осуществляется на листогибочных валках, профильного — правильно-гибочных гидравлических прессах.
Минимально допустимый радиус изгиба при холодном процессе равняется 25-кратной толщине материала, если первый меньше приведенного значения, возможно появление надрывов внешних волокон.
Сборка
Является последней операцией перед сварочными работами. Все используемые приспособления, устройства должны обеспечить свободный доступ сварщику к фиксирующим, стопорным агрегатам, участку сварки.
Последние обязаны быть прочными, неподвижными, для обеспечения точного закрепления элементов в необходимой диспозиции, препятствовать их деформации.
Каждый последующий шаг не должен осложняться предыдущим, а поступающие для сборки детали — досконально выверены. Сварку проводят с использованием разметки, шаблонов, упоров, других фиксирующих приспособлений.
Подготовка для сварочного процесса и сборка элементов происходит с соблюдением приведенных правил:
Обеспечат нормальное формирование валика прихваченные планки.
Сборка изделия
Когда все описанные выше этапы выполнены, можно преступать к сборке изделия. Для того, чтобы сборочно-сварочные работы были произведены правильно нужно учесть ряд моментов:
Рекомендуем! Чем и как сваривают алюминий
Подготовка труб
Операция требует не менее тщательной подготовки, чем сваривание листов или пространственных конструкций. Фаски снимаются с торцов с помощью механической либо огневой резки, причем разностенность соединяемых труб не должна быть более 10% или 3 мм.
Внутренние и внешние поверхности на расстоянии 20-30 мм очищаются от окалины, ржавчины, следов масла, иных неметаллических загрязнений. Для этого используются стальные щетки, конусообразные шарошки, шлифовальные машинки.
Трубопроводы диаметром до 30 см прихватываются не менее чем на четырех участках длиной 5 см, для больших — через каждые 25 см. Сваривание стыков осуществляется электродами той же марки и тем же сварщиком, что прихватывание.
Угол скоса торцов определяется шаблоном, выставляемым в нескольких позициях по окружности. Отклонение продольной оси для труб диаметром до 250 мм составляет 1 мм, более приведенного диаметра — 2 мм.
Подготовка металла перед сварочными работами
Металлические детали, предназначенные для изготовления сварных конструкций, необходимо предварительно вычистить и выправить.
Зачистка деталей должна проходить до начала сборки узла. Металл в предполагаемом месте сварки необходимо тщательно очистить от ржавчины, масла и влаги, окалины и загрязнений, присутствие которых приведёт к образованию пор и прочих дефектов. При этом особенно важно обратить внимание на очистку металла в зазоре промеж кромок. Ну а если зазор уже собранного узла немного загрязнился, то его необходимо тщательно продуть сжатым воздухом и/или выжечь загрязнение пламенем газовой горелки.
Очистка производится как ручными так и разнообразными механическими проволочными щетками, пламенем газовой горелки, гидропескоструйным/пескоструйным способами, иглофрезами, абразивным способом, травлением в различных растворах щелочей и кислот, промывкой разнообразными растворителями.
В больших цехах для зачистки стальных листов после их выправки обычно применяют поточный струйный метод поочередной обработки листoв 15%-ным раствoром ингибированной соляной кислоты при 40—45° С, промывают водой и нейтрализуют 3—5%-ным раствором кальцинированной соды, промывают и обрабатывают 10%-ным пассивирующим раствором спец состава. Скорость передвижения листа в таком потоке достигает — 0,5 м/сек.
Перед началом сварки кромки всех деталей подвергаются обрезке, скосу и очистке. Скос кромок должен выполняться в соответствии с типом будущего сварного соединения. Для получения ровной и чистой поверхности кромок их иногда обрабатывают на кромкострогальных и торцефрезерных станках, длина обработки на которых может достигать нескольких метров.
Механической обработкой кромок на станках удаляют зону наклепа металла, образовавшуюся при обрезке кромок ножницами, зону термического влияния резки некоторых легированных сталей, повышают точность заготовок и устраняют деформации после кислородной резки, а также придают чашеобразную форму кромкам толстого металла (свыше 30 мм).
Машинная кислородная резка является более производительным, дешевым и распространенным способом подготовки кромок под сварку, особенно при большой толщине свариваемого металла (деталей станин, листов котельных барабанов и др.). Машинная кислородная резка должна применяться в тех случаях, когда это допустимо по техническим условиям на изготовление изделия, Для ускорения процесс резки и скоса кромок выполняют одновременно несколькими резаками, установленными на одной машине под соответствующими углами наклона.
Для обрезки легированных сталей, цветных металлов и их сплавов применяют кислородно-флюсовую, плазменную резку.
На кромках не должно быть зарезов глубиной более 1,5 мм, прямолинейность кромок проверяется с помощью рейки и измерительной линейки, а углы скоса — шаблонами.
Литые заготовки перед сваркой должны быть тщательно очищены от остатков формовочной земли, а имеющаяся на поверхности литейная корка — снята наждачным камнем в местах наложения сварных швов.
Зачистка металла перед сваркой
Сварочные процессы применяются в промышленности, строительстве и бытовых условиях. Операции имеют множество видов. Несмотря на большое количество их разновидностей, всегда перед основными работами выполняют подготовку металла к сварке. Процесс состоит из определенных основных операций:

Операции способствуют существенному улучшению свариваемости и качества итогового сочленения. Процедуры по подготовке металла регулируются ГОСТ 5264-80.
Основные требования
Качественно выполнить соединение удастся только при соблюдении определенных требований:
Обязательно также соблюдается техника безопасности при подготовке металла к сварке, так как во время такой работы нередко применяется опасный инструмент, включая болгарку (углошлифовальная электрическая машинка).
В процессе подготовки к сварке необходимо выполнить следующие мероприятия:
Необходимо также позаботиться о защите глаз от излучения электрической дуги. Для этого используются специальные маски, очки и щитки сварщика. Органы дыхания тоже подлежат защите. Это особенно актуально, если работы осуществляются в закрытых помещениях. Для защиты органов дыхания от вредных газов применяются маски со специальными фильтрами. Необходимо также не забыть про спецодежду, включая, краги, ботинки, огнезащитные куртки, комбинезоны, брюки и другие подобные вещи.

Абсолютно все подготовительные операции, предшествующие свариванию деталей, проводятся в соответствии с техническими условиями, определенными технологией.
Совет! После завершения создания металлической конструкции необходимо у готового изделия проверить швы и размеры, которые обязаны соответствовать расчетным габаритам.
Правка и гибка
Устранение любых неровностей на металле является обязательным процессом при его подготовке к сварке. Требуется ликвидировать на материале все дефекты, включая кривизну. Его правка осуществляется с помощью давления.
Совет! Правку нужно проводить для цветных и черных металлов. Они могут быть горячими и холодными. У прутьев, проволоки, труб, полос, стальных кругов также необходимо устранить дефекты.
Мероприятие осуществляется следующими способами:
Гибка металла является еще одним этапом подготовки материала к сварке. Во время мероприятия заготовка изгибается под требуемым углом с необходимым радиусом. В результате она приобретает нужную форму. Процесс проводится при помощи станков или ручным способом. Изгибание деталей осуществляется по шаблонам, образцам или на глаз.
Зачистка заготовок
С металла необходимо удалить любые загрязнения и инородные элементы. К ним относится:
Если пренебречь этим правилам, тогда в металле возникают напряжения, трещины, поры и другой брак. В результате существенно снижается надежность шва.
При зачистке заготовок используются специальные машины или наждачная бумага. Такой способ является механическим методом.
Совет! При необходимости получить шероховатую поверхность нужно провести гидроабразивную обработку.
Зачистка также выполняется химическим способом. Для этого применяются кислотные составы.
Разметка заготовок
В перечень слесарных операций при подготовке металла к сварке входит разметка деталей. При использовании листового материала вычерчивают на его поверхности контуры будущих заготовок. Одновременно с этим отмечаются центры отверстий, выполняются пометки в местах, где будет происходить изгиб заготовок, и так далее. Работы осуществляются с высокой точностью. В противном случае увеличивается риск изготовления бракованной металлоконструкции.
Как только разметочные линии будут нанесены, выполняются углубления с помощью кернера. Это позволяет наметкам не исчезнуть при дальнейшей обработке. Если проводится подготовка деталей из нержавеющей стали, то в этом случае использовать кернер не нужно.
Рубка заготовок
Во время подготовки материала проводится снятие фаски. На производстве для этого используют кромкострогальный станок. Может также применяться газорезательной автомат, гильотина или специальные ножницы. Работы еще выполняют зубилом. Оно может быть обыкновенным ручным или пневматическим.
Рубка металла осуществляется по рискам. Обычно они наносятся в количестве 2 штук. Вместо них могут использоваться параллельные линии. Внешняя черта всегда находится внизу фаски. Внутренняя линия обозначает ее верхнее ребро. Если же риски отсутствуют, тогда рабочий использует линейку.
Совет! Перед рубкой листы нужно тщательно закрепить.
Обработка кромок
Прочный сварной шов можно получить, если выполнить предварительную разделку кромок под сварку в зависимости от толщины металла. Благодаря этому процессу края материала приобретают определенную форму. Во время осуществления работ учитывается:
Кромки раздеваются под углом, когда толщина листа превышает 3 мм. Если не выполнить скос, увеличивается вероятность непровара. Причем он может возникнуть по всему сечению. Металл также будет перегреваться и пережигаться, когда придется доставать его дальние слои.
При соединении деталей без кромок рекомендуется увеличить сварочный ток. Если же разделка выполнена, тогда процесс осуществляется послойно. Зазор необходим для полноценного провара в месте шва, а скос позволяет получить плавный переход между изделиями, когда детали отличаются толщиной.
Не рекомендуется делать острые кромки. Они влияют на неустойчивость конструкции после сварки. Из-за острых торцов возникают деформации и прожоги. Для уменьшения вероятности появления таких дефектов кромки притупляют. Когда создаются соединения внахлест и встык — осуществляется смещение. В результате сечения у кромок приобретают подходящую форму, соответствующую ГОСТ.
Подготовка торцов материала проводится на современных станках с помощью газокислородного пламени. Еще используется зубило, когда объем работы небольшой. Нержавеющая и цветная сталь обрабатывается при помощи плазменной резки.
Прихватка заготовок
Этот процесс требуется выполнить, чтобы зафиксировать подготовленные детали перед сваркой. В результате они будут находиться в правильном положении после проведенных работ. В большинстве случаев недостаточно заготовки просто рядом положить или закрепить с помощью инструмента. Часто приварка выполняется в начале и в конце создаваемого соединения. Главное условие процедуры — детали не должны смещаться. После выполнения прихватки конструкцию разрешенного перемещать для проведения основного процесса. Без этой процедуры редко создается горизонтальный шов.

Процесс осуществляется током, сила которого на 20% больше, чем амперы, используемые в дальнейшем. Длина прихваток обязана не превышать 20 мм, а их толщина должна быть в 2 раза меньше такого же параметра сварного шва.
Термическая обработка
Металл необходимо обязательно нагревать до основных сварочных работ, если он характеризуется повышенной чувствительностью к перепадам температур. Это мероприятие позволяет избежать деформационных процессов. Работа осуществляется при использовании газовой горелки.
Соблюдая требования к сборке и разделке кромок при подготовке металла к сварке, удается создавать качественные соединения металлических деталей. В соответствии с ГОСТ обязательно нужно выполнять подготовительные работы независимо от используемого сварочного аппарата и условий проведения операции.
Подготовка поверхности под окраску
Качественная подготовка поверхности под окраску — одно из основных условий качества и долговечности лакокрасочного покрытия. Считается, что качество покрытия на 50-60% зависит от качества подготовки поверхности к окраске, на 20-30% от качества лакокрасочного материала и на 20% от качества нанесения лакокрасочного материала.
Цель подготовки поверхности — удаление любых загрязнений, мешающих непосредственному контакту лакокрасочного материала с подложкой, а также создание рельефа поверхности, способствующего увеличению истинной поверхности контакта.
Подготовка поверхности под покраску состоит из следующих основных операций:
Работы по устранению дефектов поверхности (заусеницы, острые кромки, сварочные брызги и др.), как правило, выполняются в процессе изготовления конструкций до начала очистных работ.
Для удаления загрязнений и создания требуемой шероховатости поверхности применяют преимущественно механические и химические методы. Термический метод с использованием газокислородных горелок в настоящее время практически не применяется в связи с пожароопасностью и непривлекательностью труда.
Выбор того или иного метода обработки (или их сочетания) производится с учетом следующих основных факторов:
Поскольку стоимость очистных работ определяется достигаемым уровнем чистоты поверхности, то следует выбирать либо уровень чистоты, соответствующий выбранным лакокрасочным материалам, либо, наоборот, выбирать лакокрасочные материалы и систему покрытия, соответствующие тому уровню, который вы реально сможете обеспечить, исходя из наличия оборудования, качества абразива, квалификации персонала и т. п.
Оптимизация затрат на подготовку поверхностей перед окраской основывается на следующем положении: не всегда целесообразно добиваться самого высокого уровня чистоты, а нужно обеспечить уровень чистоты, необходимый для конкретной системы покрытия и условий эксплуатации окрашиваемого объекта, учитывая существенное возрастание затрат с повышением степени чистоты поверхности.
Отечественный и зарубежный опыт очистных работ показал, что повышение степени чистоты от Sa 2 до Sa 2 3/4 и Sa 3 приводит к следующему росту затрат средств и трудоемкости.
Во избежание загрязнения поверхности веществами, стимулирующими коррозию, а также с целью снижения стоимости очистных работ, следует избегать хранения изделий и конструкций, подлежащих окрашиванию, в промышленной или морской атмосфере.
Насколько возможно, следует производить подготовку металлической поверхности, когда коррозия стали по стандарту ИСО 8501–1 оценивается степенью, А или между, А и В.
После очистки следует как можно быстрее нанести слой межоперационной грунтовки.
Во время выпадения осадков не следует производить очистку с использованием сухих методов. Если работу все-таки нужно проводить в неблагоприятных условиях, важно принять соответствующие меры предосторожности (укрытия, нагрев поверхности, утепление помещений, осушение воздуха и т.
Подготовка к покраске металла: описание используемых методов
Для исключения конденсации влаги температура поверхности должна быть выше точки росы не менее, чем на 3°С.
Перед проведением пескоструйной обработки поверхность необходимо очистить от масел, смазок, грязи и других загрязнителей. При наличии толстого слоя ржавчины ее рекомендуется предварительно снять с помощью ручного или механизированного инструмента.
Масляные и жировые загрязнения должны быть удалены растворителем или водными моющими растворами. Меловые загрязнения, копоть от сварки и резки удаляются пресной водой, при необходимости используют пневмощетки.
При наличии на поверхности растворимых солей их следует удалить струей воды до абразивоструйной обработки.
При выполнении очистных работ необходимо обеспечить достаточное освещение (50–150 лк). На практике часто используется простой тест на достаточность освещения: человек должен свободно читать газетный текст.
Способ подготовки металлической поверхности, тип абразива, чистота поверхности, шероховатость и другие параметры очистки должны быть указаны в договорной и (или) технологической документации на окрасочные работы и не должны противоречить рекомендациям поставщика лакокрасочных материалов.
Если в процессе очистных работ не достигнута необходимая степень подготовки поверхности к покраске, то работа должна быть повторена; при этом могут быть использованы другие более подходящие для этого случая методы.
В отдельных случаях в плане работ сразу предусматривается использование различных методов подготовки поверхности (например, первоначально гидравлическая очистка от старой краски и продуктов коррозии, затем пескоструйная очистка от налета ржавчины и для создания оптимального рельефа).
Находящиеся в окрашиваемых помещениях трубы, элементы слесарного насыщения, другие не окрашиваемые поверхности и изделия до абразвоструйной обработки должны быть защищены резиной или плотной тканью.
При подготовке ранее окрашенных поверхностей не всегда нужно полностью удалять предыдущие покрытия. В тех случаях, когда возможно допустить локальное удаление прежнего покрытия должны соблюдаться следующие условия:
Специалисты компании «Обработка и защита поверхности» помогут Вам с определением необходимой степени очистки поверхности подготавливаемой под окраску, оперативно и качественно проведут все необходимые работы.
Как зачистить металл перед покраской или после сварки.
Собрались ли Вы красить металлический забор, ворота гаража, уличные спортивные снаряды или автомобиль – задача требует тщательной и качественной предварительной подготовки. Причем главным объектом подготовки станет металлическая конструкция: зачистка металла перед покраской, а также обработка химическими веществами – долгий и трудоемкий, но крайне важный процесс.
Опытным мастерам известно пять способов удаления ржавчины с металла:
В данной статье мы раскроем секреты и подробности того, как очистить металл от ржавчины быстро и качественно. А также дополнительно расскажем, от чего еще и каким способом можно очистить металлические изделия и заготовки.

Зачистка металла: от чего, для чего, чем и как
На долговечность и внешний вид металлической конструкции напрямую влияет состояние металла: прочность сварных швов, точечных соединений, а также отсутствие следов коррозии и шелушения краски на «теле» конструкции.
Чтобы правильно подготовить металл к последующей обработке: к покраске, сварке, разделке на заготовки и прочей деятельности, важно произвести зачистку металла.

В профессиональной среде это довольно привычный и рядовой процесс, который часто выполняют с помощью специального промышленного оборудования:
Но как быть, если в домашних, бытовых условиях нет подходящего оборудования? Как убрать ржавчину с металла перед покраской в типичных гаражных условиях, если нет ни компрессора, ни другого промышленного оборудования, а для ручной зачистки слишком большой объем?

Для этого существует более простой и доступный способ – использование базовых инструментов домашнего мастера: болгарка (угловая шлифмашинка) или дрель. А для них – специальные диски для зачистки металла.
Такой способ гарантированно принесет успех, ведь болгарка или дрель наверняка найдутся в инструментальном арсенале, а работать ими так легко и привычно. Главное – правильно подобрать насадку.
Диски для зачистки металла: виды, применение
На сегодняшний день существует несколько видов зачистных дисков, у каждого из которых свое назначение. Попробуем разобраться в особенностях каждого из них.
Зачистные насадки на дрель, как правило, предлагаются маленького размера, а значит, большую площадь обработать с помощью дрели будет проблематично. Дрель отлично справляется с зачисткой и шлифовкой сварных швов, а также с обработкой поверхностей в труднодоступных местах.

Зачистка металла перед сваркой и покраской болгаркой осуществляется с помощью специализированных абразивных зачистных дисков на УШМ, при этом иногда обработка диском производится со специальной абразивной пастой.
По форме диски различают:
Проволочные (крацовочные) щетки – насадки со щеткой из металлической проволоки, иногда витой.
Покраска металлических поверхностей
Идеальны для зачистки старой краски, ржавчины.
Лепестковые – мелкоабразивные зачистные круги, применяемые для грубой первичной зачистки. Диск представляет собой часто насаженные абразивные отрезки, напоминающие лепестки.
Заточные – толщиной не менее 5мм и с углублением внутри. Позволяют зачищать сварные швы и затачивать режущий инструмент.

Иногда по незнанию того, как правильно удалить ржавчину с металла, мастер может использовать и обычные плоские отрезные диски для зачистки и шлифования. Но такой неправильный подход часто приводит к нежелательным последствиям:
Правильный подбор диска по назначению, по диаметру и габаритам поможет убрать ржавчину с металла, зачистить металл от старой краски, предыдущей обработки и прочего. Несмотря на то, что зачистная поверхность кругов приходится на края, диски захватывают большую площадь. Это позволяет ускорить процесс подготовки металла в несколько раз.
Как правильно зачищать металл шлифовальными кругами
Схема очистки металла зубилом от мелких дефектов ясна и очевидна – пневматическое зубило за доли секунд удалит мелкие трещинки и выпуклости, зажимы, закаты, окалины.

А зачистка металла абразивным диском требует индивидуального подхода и соблюдения некоторых простых правил:
Зачистка производится зигзагообразными движениями по направлению сверху вниз. Направление зачистки практически не влияет на ее качество, но может ускорить процесс. Иногда зачистка-шлифование происходит вращательными движениями по кругу.

С количеством приобретенных навыков, мастер самостоятельно выбирает наиболее удобную схему зачистки и шлифования.
Когда металл зачищен и ярко блестит чистой и гладкой поверхностью – можно приступать к следующему этапу подготовки к покраске, но это уже совсем другая тема.
Содержание:
Подготовка деталей к сварке – первый необходимый этап сварочного процесса. Можно применять дорогое оборудование, соблюдать все правила технологии, но, если на металлических поверхностях останутся лишние частицы, ржавчина, пятно масла, то это приведет к образованию дефектов. Подготовка сварного соединения включает в себя также разделку кромок, разметку поверхностей и их надежную фиксацию.
Необходимо помнить, что проще выполнить подготовку к сварке, чем потом решать трудоемкую задачу по ее переделке, которая к тому же не всегда является успешной.

Правка
При хранении и транспортировке части будущего сварного соединения могут потерять свою форму. К искажениям относятся:
Исправляют металл в холодном виде и при нагревании. Исправления нагретого металла проходят легче. Выполнять правку можно машинным способом и вручную. Машинный способ применяют в промышленности. Ручную правку удобно проводить, используя наковальню. Подходит и стальная или чугунная плиты большой толщины.
Для осуществления процесса правки необходимо подготовить слесарный инструмент. Возвращать исходную форму, прежде всего, можно при помощи молотка. Однако, подойдет не любой, а изготовленный из мягкого материала. В некоторых случаях можно использовать даже резиновый. Форма бойка предпочтительно круглая – квадратная оставит на металле следы. Поверхность бойка должна быть отполированной. Кроме молотка можно использовать деревянную или металлическую гладилку.

Выпуклость и волнообразность исправляют, ударяя по краям и постепенно двигаясь к центру. По мере приближения к центральной части ударяют чаще, но силу ударов уменьшают. Для корректировки тонких изделий целесообразно применять бруски-гладилки. Правка закаленного металла осуществляется рихтованным молотком.
Разметка
Подготовка металла под сварку включает в себя приведение в соответствие размеров деталей с указанными в чертежах. Прежде, чем приступать к резке, необходимо их разметить. Для разметки применяется острый предмет, мел, ручка, тонкий фломастер, карандаш. Из инструментов также понадобятся линейка, рулетка, угольник, штангенциркуль. При крупном производстве используются шаблоны.

Кроме контура деталей на металлической детали отмечают места сгибов.
Резка
Это является одним из самых важных этапов подготовки к металлу к сварке. Отрезанный в сторону уменьшения металлический элемент можно сразу отнести к браку. Хорошо еще, если существует возможность использовать его для других целей. Не слишком удачно, если требуется корректировка в несколько миллиметров, поскольку выполнить такой процесс достаточно трудно.
Инструменты для разрезания:
Для толстых деталей можно использовать сварку. Для этого надо расплавить деталь, а потом удалять металл, чтобы получался не шов, а сквозное отверстие. Если двигаться по намеченной линии, получится разрез, хотя и не слишком аккуратный. Термическая резка применима для деталей различной конфигурации. Находят широкое применение дуговая сварка, кислородный резак.

В промышленном производстве применяют отрезные станки.
Зачистка
Подготовка металла к сварке включает его зачистку. Невыполнение этого этапа приведет к образованию дефектов. Даже небольшие частички грязи могут вызвать растрескивание детали, появление в структуре сварного шва пор, возникновению в металле очагов напряжения.
Очищение металлических поверхностей – это самый легкий подготовительный процесс, но очень важный. Особо сложных инструментов при этом не потребуется. Применяются щетки из металла, болгарки. На производстве к этому процессу подходят более серьезно и используют дробеструйные и пескоструйные аппараты.
Не следует забывать о необходимости удаления ржавчины, а также оксидной пленки, образование которой получается при контакте металла с кислородом воздуха. Для удаления следов краски и масляных пятен деталь небольшого размера можно погрузить в емкость с растворителем. Металлическую поверхность перед сваркой необходимо просушить.
Подготовка кромок
Для улучшения условий сварочного процесса производится обработка кромок изделия. Особенно это важно при сваривании толстых изделий. Подготовка кромок под сварку может производиться термическим и химическим способами. Результатом обработки является приобретение формы, способствующей лучшему соединению деталей. Разделка увеличивает ширину шва.
В промышленности используются фрезерные станки, специальные кромкострогальные, пневматические зубила, пламенная резка. Более простые варианты – шлифовка и вырубка. Для механической разделки применяют ножницы по металлу, болгарку, зубило, напильник. Главными параметрами являются скос, угол разделки, ширина зазора, величина притупления. Скос образуется при снятии под углом или закруглением части металла.
Если сварка производится под углом, то разделку кромок можно проводить только при толщине деталей больше 3 см. Важную роль наличие скоса играет, когда свариваются детали разной толщины. Иногда приходится прибегать к притуплению кромок. Это целесообразно, если они имеют на конце острую форму. Иначе это может вызвать образование прожогов, деформацию шва, создание дополнительного напряжения, уменьшение прочности соединения.

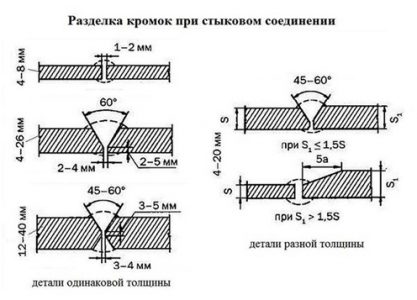
Разделки бывают только с одной стороны или двухсторонними. Различные типы скосов используют для разных соединений:
Обозначение на чертежах скоса «β», а угла раскрытия «α». Скос не должен иметь перепадов. Для контроля разделки могут применяться шаблоны.
Отдельный вариант – подготовка кромок под сварку труб. При этом процессе необходимо осуществлять контроль перпендикулярности торца трубы к ее оси. Требования изложены в нормативном документе РД 153-34.1-003-01. Общий угол раскрытия, образованный двумя круговыми кромками обеих труб – 60-70 градусов. Притупление делают на размере 2-2,5 мм.

Подготовка труб к сварке предполагает градацию согласно толщине стенок свариваемых труб. При небольшой величине применяются скосы, имеющие V-образную или X-образную форму. При более значительной толщине делают U-образный скос.
Подготовка труб под сварку предполагает также выбраковку. Сваривание недопустимо, если внутренних диаметров приготовленных для сваривания труб составляет более 3 мм. Если торцы имеют механические дефекты, то их подрезают.
Гибка
Подготовительно-сварочные работы включают при необходимости гибку металлов. Если детали имеют форму листов или полос, то находят применение листогибочные машины. Детали с профилем сгибают с помощью специальных прессов.

Если необходимо сделать сгибание небольшого диаметра, а также при большой толщине, то рекомендуется предварительный нагрев. Это сделает металл более податливым и усилий потребуется меньше.
Фиксация
Подготовка деталей под сварку включает их надежную фиксацию друг с другом. Это обеспечит правильное положение при сварке и убережет от их сдвига. Методом, гарантирующим надежную фиксацию, служит выполнение прихваток. Под этим понимаются небольшие швы, выполненные поперек соединения деталей.
Размер их сечения имеет ограничение – оно не должно превышать половины ширины шва. Длина каждой прихватки не более 2 см. Сборка трубопроводов предполагает выполнение более длинных прихваток. Расстояние между ними составляет от 10 до 80 см в зависимости от длины шва. Величина шага зависит также от толщины материалов. Для коротких швов применятся точечное соединение на их краях. Высота прихваток не должна быть слишком большой.
Маленькие швы предотвращают смещение деталей в соединениях, сохраняют постоянство величины зазора между ними и придают конструкции дополнительную жесткость. Особенно это важно для крупных соединений. Прихватки выполняются за один проход.
Прихватки делятся на временные, которые после выполнения сварочного шва удаляют, и те, которые остаются. Выполняют их на оборотной стороне соединения. Перед началом процесса необходимо сделать такую же очистку поверхностей, как и для выполнения основного шва.
Сборка изделий
Подготовка поверхности металла под сварку заканчивается их сборкой. Точность взаимного расположения будет влиять на качество соединения. Перед началом сборки проверяют все детали на соответствие их размеров требованиям чертежей. Для сборки могут использоваться шаблоны, а при серийном производстве используются кондукторы, которые облегчают процесс сборки.
Сборка под сварку проводится на специальных стендах. Допускается применение подпорок и струбцин. По мере формирования шва их убирают.
Подготовка оборудования
Помимо приведения в порядок металлических поверхностей необходимо позаботиться об оборудовании для сварки. Подготовка к работе сварочного полуавтомата или других аппаратов заключается в проверке их работоспособности и установке выбранных режимов.



