Как и зачем притирать клапана| Притирочная паста

В процессе работы двигателя как дизельного, так и бензинового, на клапанах впускного и выпускного вала образуется нагар. Это происходит вследствие неправильной работы топливной системы, турбонаддува, вентиляции картера, а так же систем экологии EGR.

В результате происходит частичная разгерметизация камеры сгорания. Если клапан плотно не закрывается, то топливная смесь не только теряет воздух, который поступил в цилиндр, но еще и всасывает обратно выхлопные газы. Это вызывает скорое прогорание клапанов, износ направляющей втулки клапана, разбитие седла клапана, износ рабочей фаски клапана.
Поэтому при ремонтных работах, связанных со снятием головки блока цилиндров (далее по тексту ГБЦ) и заменой клапанов, осуществляется процесс притирки очищенных или новых клапанов в седла при помощи притирочной пасты.
Сегодня мы разберем, как правильно делать притирку клапанов.
1. Притирочная паста.

Специально разработанный состав для притирки клапанов в двигателях.
Одним из компонентов является Карбору́нд — техническое название синтетического материала Син: карбид кремния
Притирка клапанов к седлам ГБЦ. Также используется для полировки никелированных и хромированных деталей.
КРУПНОЗЕРНИСТАЯ (Зернистость 80 гранул\квадратный дюйм)
Удаляет последствия прогара клапана, износ направляющей втулки клапана, просадка, и разбитие седла клапана, износ рабочей фаски клапана.
МЕЛКОЗЕРНИСТАЯ (Зернистость 220 гранул\квадратный дюйм)
Окончательная посадка клапана в седло, восстановление герметичности.
— Возможность достигать любого уровня зернистости пасты, добавляя в состав масло.
— Обеспечивает получение оптимальной шероховатости обрабатываемой поверхности и повышение производительности работ.
2. Рассухариватель клапанов – универсальный инструмент для снятия «сухарей клапана».

3. Шуруповерт, шпилька, 2 кусочка шланга, небольшая пружинка.

4. Набор инструментов.
Процесс притирки клапанов мы покажем на примере двигателей H5 и Н2 автомобиля Great Wall HOVER.
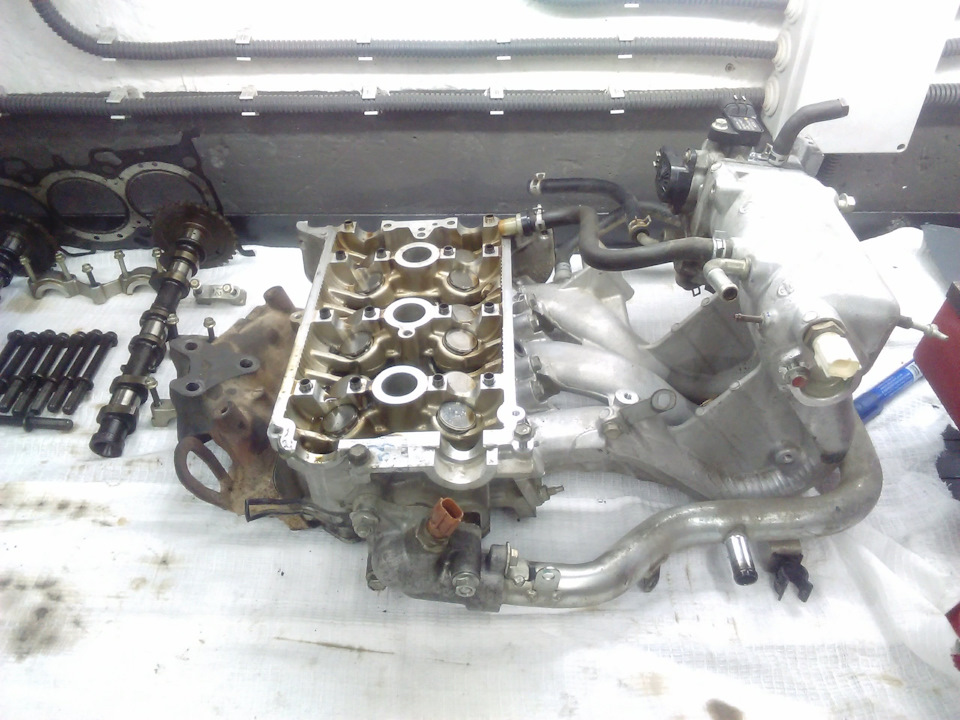
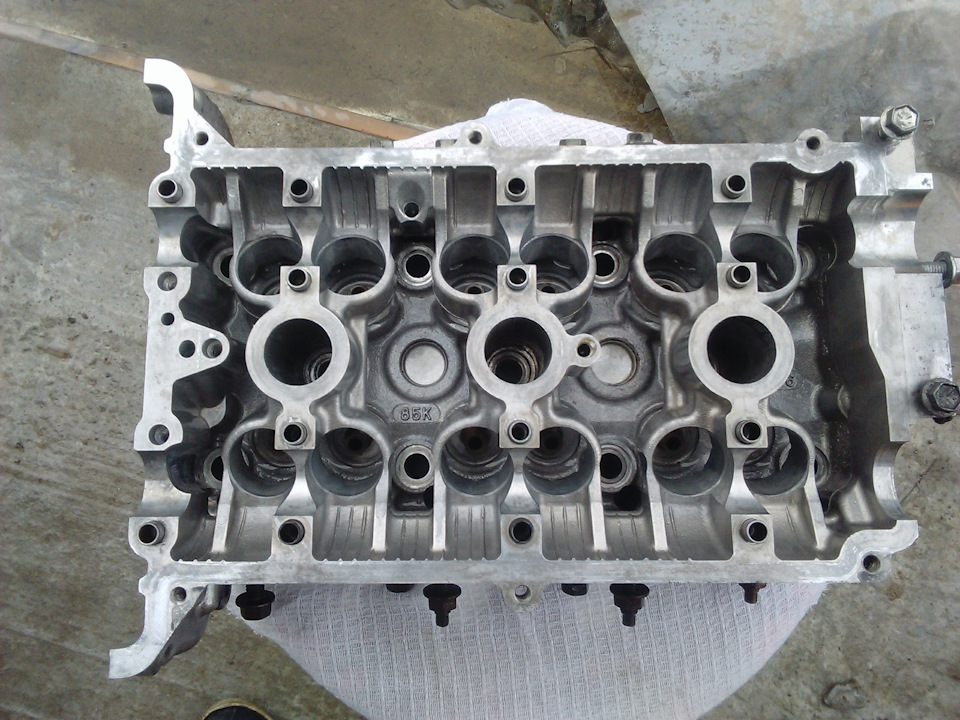
Итак, мы уже демонтировали ГБЦ, проверили на плоскость, выяснили, что отклонений нет, следов пробоя тоже нет.

Снимаем оси с коромыслами. Они держатся за счет пяти болтов на впуске и восьми на выпуске.
Откручивается все довольно просто ключом на 12.

При съеме коромысел нужно быть внимательным с осью: на двигателях у Н5 и Н2 могут выскочить гидрокомпенсаторы.

В нашем случае гидрокомпенсаторы сильно изношены, поэтому был установлен комплект новых.
Важно! Если у вас гидрокомпенсаторы в хорошем состоянии, то лучше их не вынимать и не сжимать, чтобы не ушло масло.

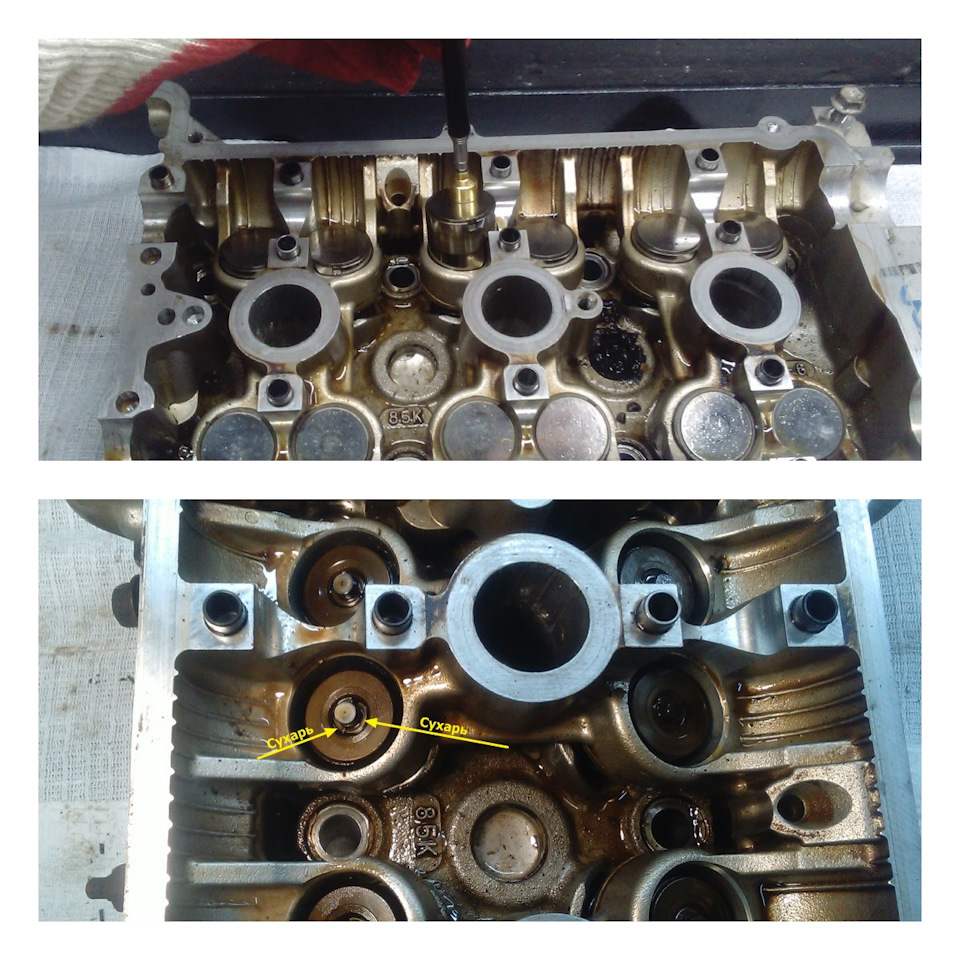
«Сухари клапанов» — вспомогательные детали, предназначенные для соединения тарелки пружины клапана с клапаном таким образом, чтобы пружина клапана постоянно поддерживала его в требуемом положении.
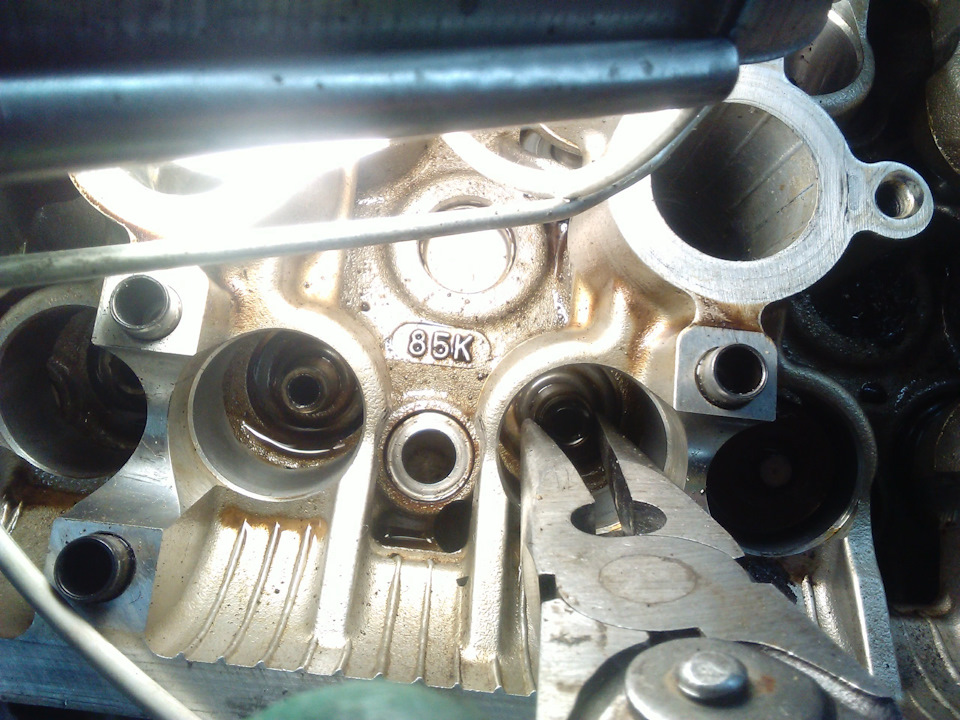
Вкручиваем болт в одно из отверстий под осью и устанавливаем рассухариватель.

Берем в одну руку инструмент, в другую — магнит или пинцет для извлечения сухарей.
Пружины и клапаны ставим по порядку, как были в ГБЦ, чтобы не путать местами.

У одного впускного клапана оказалась потертость от тарелки сверху пружины, заменяем на новый.

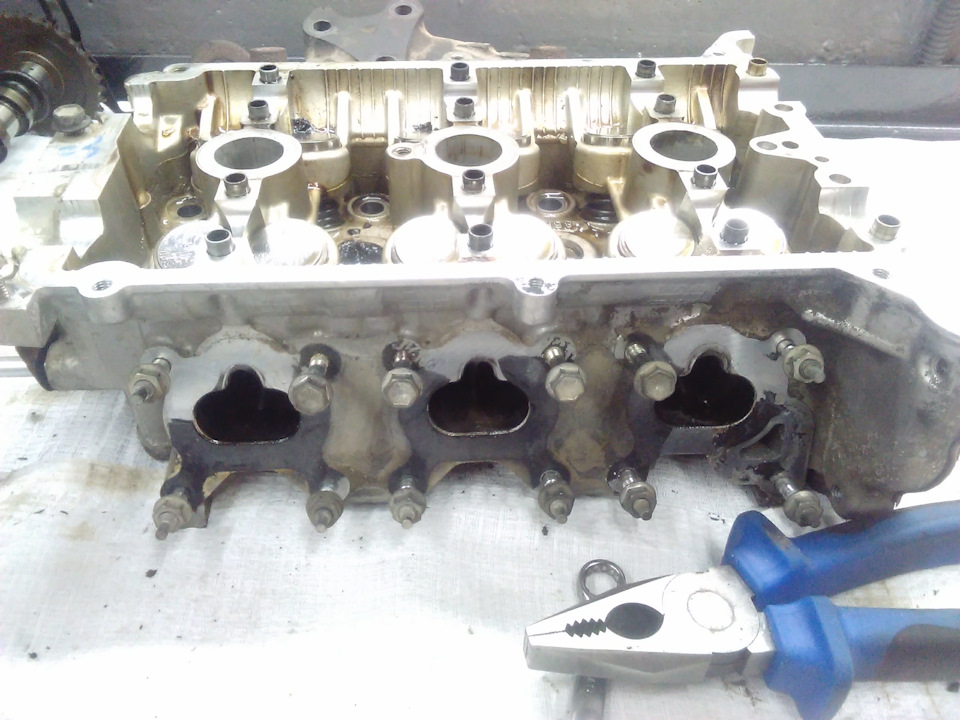
Очищаем клапаны от нагара и прочищаем каналы ГБЦ.

Клапаны были хорошо «подпорчены», поэтому притирать пришлось в два этапа крупнозернистой и мелкозернистой пастами.
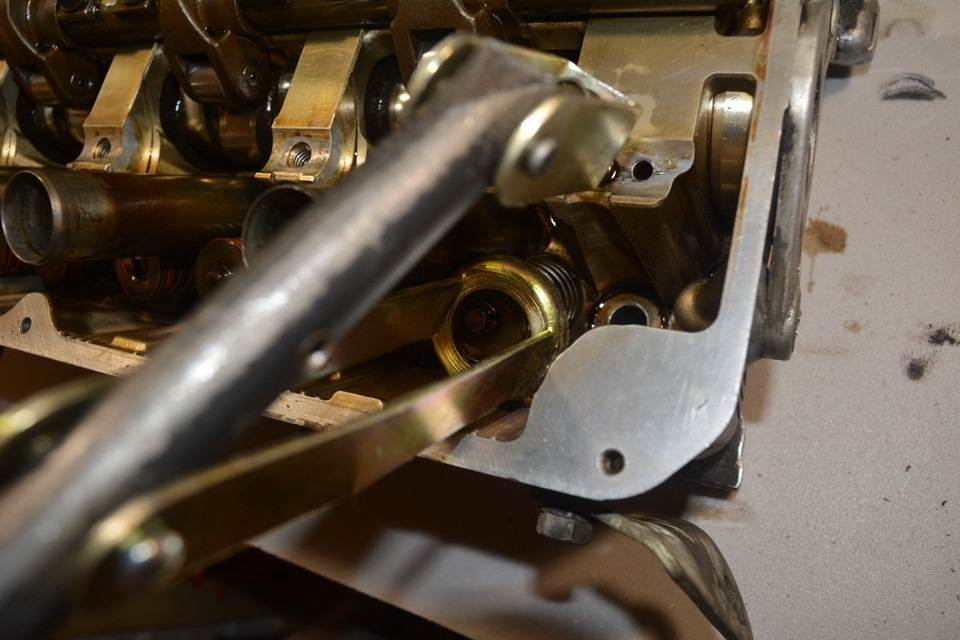
Собираем конструкцию как на фотографии.

Наносим крупнозернистую притирочную пасту по периметру клапана.

Вставляем конструкцию в седло и надеваем свободную часть трубки на шуруповерт.

На малых оборотах вращаем клапан в седле сначала по часовой стрелке, потом в обратном направлении, приподнимая иногда клапан (в этом нам помогает пружина).
Двумя трубками и мелкозернистой пастой вручную доводим клапаны до финиша.

Процесс напоминает добычу огня, но через пару оборотов необходимо поднимать клапан и смещать на 30-40 градусов, чтобы он не шлифовался в одном положении.

Наличие раковин и неровностей не допустимо ни на клапане, ни на седле!

Ставим клапаны на место, идем на улицу проверять работу.
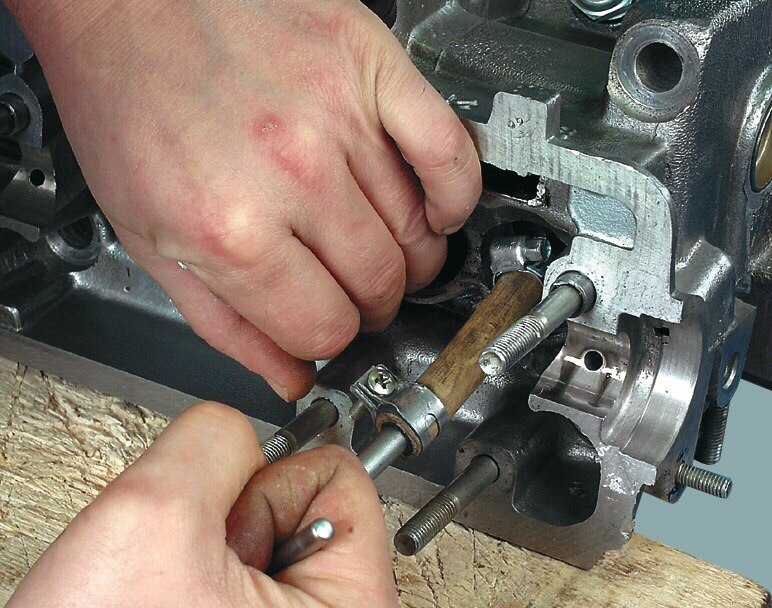
ГБЦ переворачивается пластиной вверх, свечи закручиваются с обратной стороны как на фото, на клапаны наливается керосин. Если керосин не проник в зазор между клапаном и седлом, значит мы все сделали правильно.

Если где-то уровень ушел, опять разбираем и притираем:)
Вот и все, ГБЦ готова к сборке, осталось обработать прокладку ГБЦ герметиком-спреем медным для прокладок, о котором мы поговорим в следующей записи.
За фотоматериал и помощь в подготовке статьи, благодарим Shustrii
Притирка клапанов: делаем правильно

Притирка клапанов головки цилиндров пожалуй самый ответственный этап ремонта ГБЦ. Прежде чем начинать ремонт головки, не забудьте проверить плоскость головки и наличие трещин.
От того насколько качественно были притерты клапана ГБЦ при ремонте, зависит качество и срок их работы, а также и работа всего двигателя. Притирать клапана ГБЦ к клапанному гнезду необходимо в том случае, если вы меняете клапана или, и клапанные втулки.
Что понадобится нам для этой процедуры:
1. Стружка наждачного камня и немного моторного масла, для приготовления притирочной пасты аля колхоз привет из девяностых. Можно купить готовую, эффект тот же.
2. «Шарошка» для снятия небольшого выработонного слоя металла на клапанном гнезде.
3. Новые клапана.
4. Непосредственно сам инструмент для притирки клапанов.
С первым думаю все понятно, объяснять откуда берется и где раздобыть стружку наждачного камня думаю не стоит.
Второе «шарошка», с этим сложнее. Шарошка представляет из себя наставку для клапанного гнезда, сделанную по форме посадки клапана, в зоне соприкосновения с клапанным гнездом имеются зубья, которые и снимают выработку с клапанного гнезда. В наше время если хорошо постараться, можно подобрать шарошку практически к любой ГБЦ. Шарошку подобрали, теперь ставим ее на клапанное гнездо и начинаем вращать. Вращаем аккуратно до тех пор, пока на клапанном гнезде не образуется блестящий чистый круг по форме и размеру рабочей области нового клапана.
Новые клапана — от их качества зависит многое, а качество зависит от цены… думайте сами…
Приспособление для притирки клапанов.
Можно сделать самостоятельно за пол часа, если руки растут откуда надо. Для этого нам потребуется:
• трубка длиной 10-20 см, с отверстием внутри (диаметр отверстия должен быть на 2-3мм больше чем диаметр стержня вашего клапана).
• дрель, сверло на 8.5мм
• контактная или газовая сварка (автоген).
Берем нашу трубку, берем дрель и почти около самого края (за 7-10мм) сверлим отверстие 8.5мм. Далее берем гайку и аккуратно, чтобы не испортить резьбу, привариваем ее над просверленным отверстием так, чтобы можно было закрутить болт и он мог достать до противоположного края трубки. Затем делаем рукоятку для нашего приспособления, загинаем ее прямым углом или же навариваем на другой конец поперечную трубку так, чтобы вам было удобно её держать и работать. К слову на сегодняшний интернет магазины инструментов пестрят всякими вариантами притирочных приспособлений, правда цена немного кусается.
После того как все готово можно приступить к притирке.
1. Берем новый клапан, вставляем в клапанную втулку.
2. стружку наждачного камня смешиваем с моторным маслом в пропорции примерно 2\1, чтобы смесь стала похожа по вязкости на шампунь.
3. готовым раствором смазываем края рабочей зоны клапана так, чтобы раствор попал на шарошенную часть клапанного гнезда (больше нигде мазать не нужно).
4. берем наше приспособление для притирки и одеваем на стоящий в клапанной втулке и смазанный притирочной пастой клапан, в гайку закручиваем болт и зажимаем клапан в приспособлении как можно крепче. Далее берем наше приспособление за рукоятку и методично, по ходу работы клапана начинаем его притирать: вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо. По мере трения притирочная паста будет стекать, выдавливаться, поэтому следите за тем, чтобы притирочное место было хорошо смазано притирочной пастой.
После нескольких минут этого адски неудобного и напрягающего процесса можно посмотреть что же там получается. Если среди грязного цвета смеси увидите блестящую непрерывающуюся полосу на клапанном гнезде, значит можно приступить к последнему этапу: насыпать сухой стружки дальше тереть уже на сухую. Когда придет время, клапан начнет скрипеть и издавать разные звуки, это и будет сигналом того что он хорошо притерся.
Проверить качество притирки клапанов можно так: полностью собранную головку положить на бок и в коллекторные отверстия залить воды или солярки, если вода не капает через клапаны, значит клапана притерты хорошо, если же капает то… сами знаете.
ПРИТИРКА КЛАПАНОВ. КАК ПРАВИЛЬНО СДЕЛАТЬ?


ИНСТРУМЕНТЫ ДЛЯ ПРИТИРКИ КЛАПАНОВ
Притирочная паста для клапанов.
Основное, что нужно купить — это притирочная паста. Она в процессе работы наноситься на кромку клапана и служит как мелкая шкурка, которая притирает клапан к его гнезду. Существует множество вариантов притирочной пасты.
Притирочная паста отличается по степени обработки: от крупнозернистой (для первоначальной обработке) до мелкозернистой (для окончательной обработке). Последнюю рекомендуют специалисты по ремонту двигателей, т.к. с ней процесс пойдет быстрее. Все зависит не от самой пасты, а от состояния клапанов и фасок и правильности процесса. Для кого-то обычный тюбик притирочной пасты за 100 рублей сойдет, другим подавай только профессиональную.
Если делаете самостоятельно, то лучше начать с обычной притирочной пасты, не с самой дорогой. Если что-то пойдет не так, то докупить нужную в процессе.
«Шарошка» для снятия металла на клапанном гнезде.
дедовские шарошки для ремонта ГБЦ.Данный инструмент применяется для восстановления седел клапанов. Она представляет насадку для клапанного гнезда, сделанную по форме посадки клапана. Закрепляется как правило в дрели как сверло и имеет малые размеры.
Нужны ли шарошки для притирки клапанов? Смотрим на сёдла, которые запрессованы в головке. Если они не повреждены, то можно приступать к притирке, но если повреждены (прогаром), тогда нужно обработать специальными шарошками. В общем, технология такова — сперва лучше поменять направляющие клапанов, далее притирка.
Новые клапана.
Новые клапана не всегда нужны. Если обнаружили, что они несколько изогнуты, то попытка их выпрямить ни к чему не приведет, за исключением потраченных сил и времени. Более правильным будет направиться в «авто запчасти» и приобрести новый комплект клапанов для двигателя.
При замене клапанов обратите внимание на их качество. Высота всех клапанов должна быть одинаковой, на стержнях, торцах и рабочих уплотняющих фасках не допускается рисок и шероховатостей. Лучше перед установкой отполировать стержни до зеркального блеска. Полировке стоит подвергнуть также плоскость тарелки и «черную» шейку клапана, так он будет меньше нагреваться и обрастать нагаром. Уплотняющую фаску не трогайте, её надо только притереть к седлу.
Инструмент для притирки клапанов.
притирка клапанов с помощью дрелиМожно использовать для этих целей дрель и резиновый шланг. Процесс выглядит следующим образом: одеваем на дрель шланг (можно с помощью сверла, а закрепляем хомутами), а на этот шланг одевается клапан двигателя (крепим с помощью хомутов) с нанесенной притирочной пастой.
Далее вставляем клапан в гнездо и начинаем процесс притирки. Главное не давать максимальных оборотов дрели, процесс должен происходить на малых оборотах (400-500 об/мин). Если больше оборотов, есть риск перегреть седла или пояски клапанов. Главное, в процессе притирки не совершать круговые движения, а имитировать работу клапана вперед и назад.
Данный способ притирки клапанов с помощью дрели не очень хороший, и занимает много времени.
ПРОЦЕСС ПРИТИРКИ КЛАПАНОВ ДВИГАТЕЛЯ
У клапанов и седел встречаются два вида дефектов: рабочие фаски покрыты раковинами и налетом нагара, но имеют правильную форму; рабочие фаски покрыты раковинами и нагаром, но их правильная коническая форма нарушена — на конической поверхности образовалась ступенчатая поверхность, а коническая фаска закруглилась.
В первом случае клапан достаточно притереть, во втором — перед притиркой рабочую фаску протачивают на токарном станке, а седло клапана обрабатывают коническими шарошками. Обработку седла начинают шарошкой с углом 45°, затем срезают верхний поясок седла шарошкой с углом 15°, после чего шарошкой с углом 75° снимают фаску в нижней части седла или шлифованием рабочей поверхности седла абразивными кругами с углами 45, 15 и 75° с помощью ручной дрели.
Притирают с помощью дрели, при вращении которой клапан автоматически повертывается в ту и другую сторону и постепенно вращается по окружности. Можно притирать ручной дрелью или отверткой, но это займет дольше времени.
На фаску клапана и седла для грубой притирки наносят слой притирочной пасты для клапанов. Клапан вращают на 120° и в противоположную сторону при легком нажатии на головку клапана на 90…100°.
Грубую притирку продолжают, пока не будут устранены все раковины и царапины, затем вытирают клапан и седло салфеткой. После окончательно притирают пастой до приобретения рабочими поверхностями равномерного матового цвета. Ширина притертой поверхности должна быть 1-1.5 мм.
МЕТОДЫ ПРОВЕРКИ КАЧЕСТВА ПРИТИРКИ
Чтобы узнать, выполнена притирка или нет — обратите внимание на поверхность клапана – на ней образуется дорожка серого цвета шириной около двух миллиметров. Если таковая имеется, значит, процесс притирки завершен.
Нанесение пасты на клапана для притирки.
Еще одной деталь — является использование масла, как финальной пасты. Его нужно нанести, предварительно смыв пасты всех слоев. Данная процедура позволяет определить степень притирки, поскольку все раковины, если они будут, будут видны.
Как бы не притирали клапана, двигатель все равно «доведет его под себя». Можно потратить уйму сил, обеспечить абсолютную герметичность, однако через пару часов работы мотора уплотнение клапанов ухудшится. Можно притереть клапаны небрежно, например керосин будет выступать из-под клапана, но не рекой. И через несколько дней работы мотора герметичность клапанов улучшится.
Если начать измерять их на протекание, то окажется что в обоих случаях мотор приработал клапаны до некого оптимального состояния. Поэтому «выделывания» с притиркой разными пастами, финишной доводкой пастой ГОИ можно назвать лишней тратой времени.
Притирка клапанов своими руками

Практически каждый владелец старенького автомобиля отечественного или иностранного производства предпочитает ремонтировать его своими силами. В том числе и перебирать двигатель. В связи с этим довольно часто приходится делать притирку клапанов в домашне-гаражных условиях. И многие задают закономерный вопрос о том, для чего требуется эта процедура и как правильно притереть клапана.
Немного матчасти

Для тех, кто не в курсе, стоит пояснить, что клапаны находятся в головке блока цилиндров. Для каждого цилиндра имеется минимум два клапана (в большинстве автомобилей). Один клапан обеспечивает впуск топливно-воздушной смеси в цилиндр (камеру сгорания) из впускного коллектора, а другой – выпускает отработанные газы в коллектор.
Разумеется, открываются клапаны поочередно. Похожи клапаны на гвоздь. Головкой, которую еще называют тарелка, они обращены внутрь цилиндра. В закрытом состоянии головка клапана находится в седле и герметично закрывает камеру сгорания, прижимаясь к седлу рабочей фаской.
Для чего притирать клапаны
В процессе работы на тарелках клапанов, а также на седлах образуется нагар. Он препятствует герметичному закрытию впускного и выпускного клапана. Для нормальной работы двигателя это очень важно. Ведь после того, как на такте впуска топливно-воздушная смесь была втянута в камеру сгорания, поршень сжимает ее, поднимаясь в свою верхнюю мертвую точку. Впускной и клапаны должны быть закрыты. Чем сильнее будет степень сжатия, тем эффективнее и экономнее будет работа двигателя. Разумеется, при неплотной посадке впускного клапана в седло максимального сжатия и эффективного сгорания смеси уже не будет со всеми вытекающими отсюда последствиями.
Однако для того, чтобы исправить положение, нет особых сложностей. Больше времени и сил приходится расходовать на снятие головки блока цилиндров и самих клапанов. Кроме того, высока вероятность отсутствия необходимости притирать каждый из них.
Как определить, что клапан нужно притирать
Обычно клапаны притирают после капитального ремонта двигателя. Или, например, после замены поршневых колец. Чтобы второй раз не разбирать. Необходимость процедуры проверяют на снятой головке блока цилиндров. Ее устанавливают на ровную поверхность тарелками клапанов вверх. Затем в камеры сгорания наливают керосин, а если его нет, то сойдет и бензин. Замечают уровень, после чего в таком положении оставляют ГБЦ на двенадцать часов.
Если жидкость за это время не ушла, то все в порядке. Если же уходит, то это значит, что предстоит поработать. Чтобы определить, какой из двух клапанов в цилиндре пропускает, хорошо помогает наличие сырости в выпускном или во впускном коллекторе. Можно проверить и другим способом. Принцип будет один и тот же, а в том, что жидкость (бензин или керосин) заливается в коллекторы. Головка при этом стоит на боку. Естественно, что оценивают течь уже со стороны тарелок.
Притирка клапанов
Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Какую притирочную пасту использовать
Наши деды изготавливали средство для притирки самостоятельно. Они собирали пыль под наждаками с алмазным кругом, после чего смешивали ее с маслом. Сегодня, благодаря прогрессу и развитию торговли, у автомобилистов имеется приличный выбор в специализированных магазинах. Поэтому у новичков возникает закономерный вопрос о том, чем притереть клапана, какой пастой. О цене речь не идет. Здесь каждый выбирает на свое усмотрение и в соответствии с возможностями. Гораздо важнее определиться с зернистостью и составом.
Очень часто в комплекте идут уже два тюбика, что облегчает задачу для покупателя. В магазинах часто встречается паста «ФАБО» в стилизованной (в форме клапана) упаковке. Кстати, название – это аббревиатура и расшифровывается как Финишная Антифрикционная Безабразивная Обработка. Эту пасту нужно использовать в качестве финишной, после того, как клапан будет притерт при помощи паст «Классическая» или «Алмазная», продающихся в такой же упаковке.
Кроме вышеупомянутой пасты в продаже есть средство ABRO Grinding Paste GP-201. В данном случае в одной упаковке будет сразу два варианта: крупнозернистая и мелкозернистая. Стоит намного дешевле ФАБО. Кроме того, эта паста подходит и для удаления ржавчины с любой металлической поверхности, а также для правки режущих инструментов. Одним словом, такая паста многофункциональная. Среднезернистую и мелкозернистую пасту в одной упаковке можно получить, купив Done Deal. Основа здесь – порошок карбида кремния. Также универсальное средство, пригодится в хозяйстве. А если есть вероятность и необходимость работать с хромированными поверхностями, то стоит обратить внимание на пасту PERMATEX. В любом случае, перед покупкой рекомендуется внимательно изучить инструкцию и уже потом делать выбор.
Теперь давайте ответим на вопрос, что делать, когда пасты нет. Иногда бывают такие ситуации, когда нужно притереть клапана если нет пасты. Что ж, в этом случае придется вспомнить дедовские способы, о чем уже говорилось выше или немного разнообразить их. Итак, если нет пыли с алмазного круга, то понадобится самая мелкая наждачная бумага. С нее нужно снять абразив и смешать его с моторным маслом или солидолом. В качестве финишной пасты используется паста ГОИ, смешанная с теми же смазочными материалами. Разумеется, качество обработки такими средствами будет намного ниже. Особенно, когда нет соответствующего опыта.
Подведем итоги
Итак, как видно из всего вышесказанного, притирка – процедура ответственная, трудоемкая, но крайне необходимая для хорошей работы двигателя не только после ремонта, но и после пробега свыше 60 000 километров. Невыясненным остался лишь вопрос: нужно ли притирать клапана на новой головке.
Что касается такого случая, есть два варианта: если головка абсолютно новая и приобреталась полностью укомплектованной, то можно не притирать. Во всяком случае, специалисты говорят, что делать это не обязательно. Однако если приобреталась головка отдельно от клапанов, то притирка понадобится. Опять же, в любом случае перед ее установкой герметичность прилегания тарелок можно всегда проверить уже известным способом, то есть при помощи заливания бензина или керосина в ГБЦ или коллекторы.
Приплыли. Часть 17. Чистим ГБЦ и притираем клапана

Пришло время заняться головкой блока цилиндров. Напомню, что ГБЦ я снял вместе с впускным и выпускным коллекторами:
Сначала открутил задний патрубок антифриза, а затем уже впускной коллектор:

Прокладку выпускного сохраняю, так как планирую её использовать повторно:

Далее с помощью магнита вытаскиваю толкатели с регулировочными шайбами и затем перехожу к рассухариванию:
Процесс рассухаривания достаточно прост. На маленький удлинитель надеваю свечную головку с магнитом и просто давлю свечной головкой на тарелку пружины. Сухари в момент примагничиваются к свечной головке:

Затем с помощью тонкогубцев достаю маслосъемные колпачки:
И уже в конце достаю седло пружины и сам клапан. Далее беру головку и иду её отмывать. Отмываю по той же технологии, что и поршни. В итоге головка сияет:
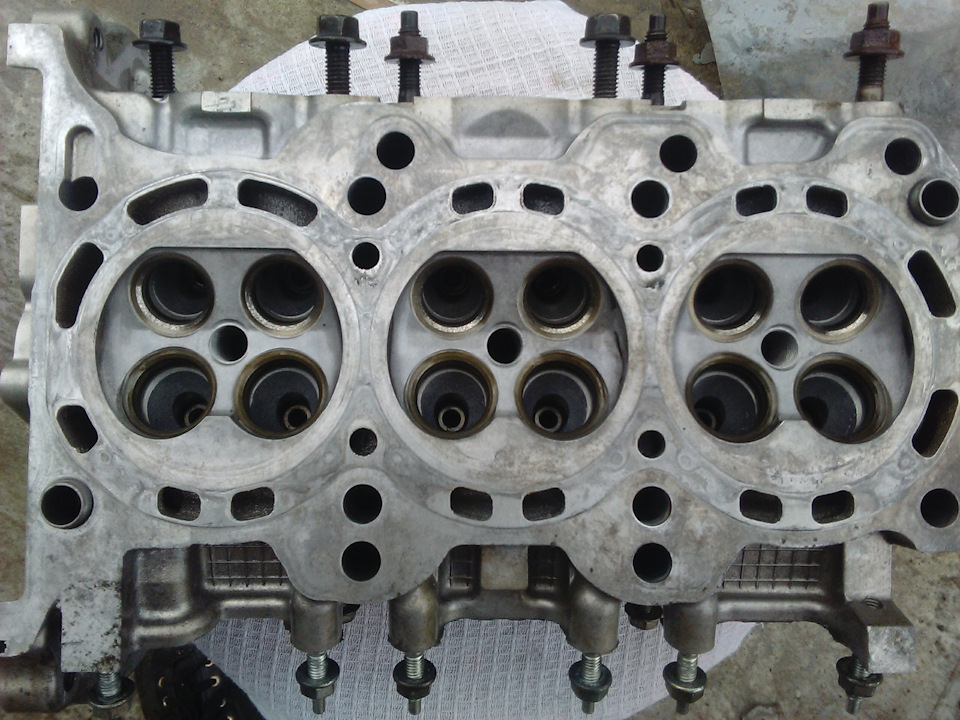
Вид со стороны камеры сгорания:
Дальше с помощью обычной линейки (хотя нужно с помощью прецизионной линейки) промеряю ГБЦ. Сначала кладу линейку ребром в районе выпускных клапанов и с помощью щупа 0,03 мм смотрю куда он залезает. Дальше переставляю линейку согласно схемы и повторяю замеры. Если щуп никуда не лезет, значит все хорошо. В ином случае — нужно будет шлифануть ГБЦ. Таким же методом, но только щупом 0.05 мм, обмеряю всю ГБЦ со стороны коллекторов:
Затем перехожу к чистке клапанов. Для этого зажимаю клапан в дрели и с помощью наждачки P120 счищаю нагар. Здесь стоит отметить, что чистка клапанов наждачкой не самый лучший способ. Лучше взять, например, метчик на М10 или М20 и с помощью его ребер счистить нагар. У метчика сталь очень прочная, нагар должен счищаться хорошо, при этом вы не шлифанете лишнего с клапана:

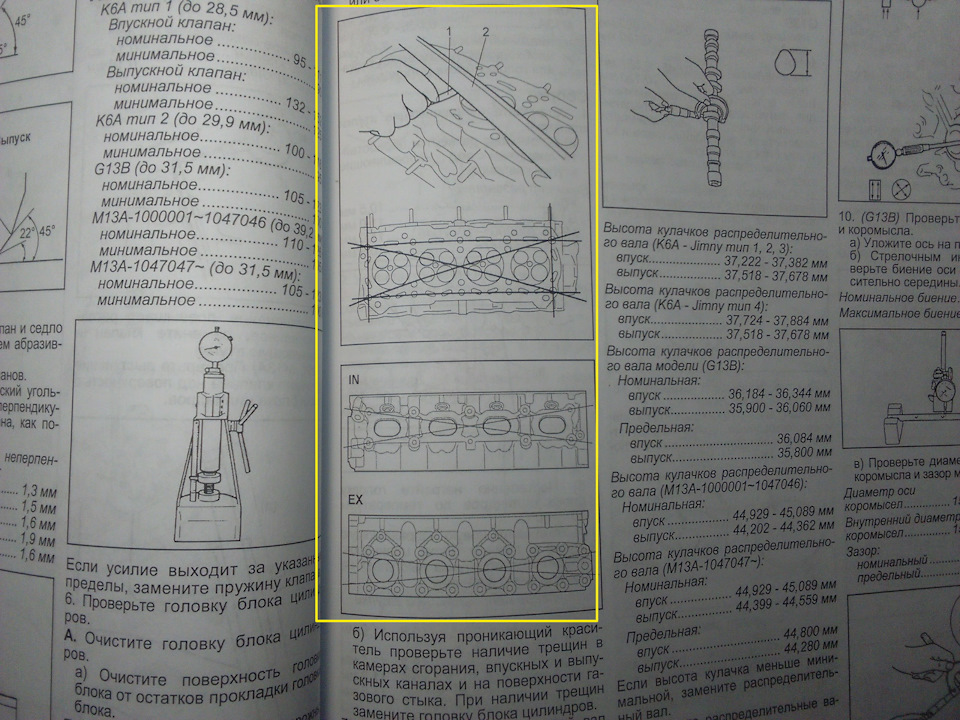
Почистив клапана, решил их обмерить микрометром (верхние впуск, нижние выпуск):

Значения диаметра стержня клапанов должны быть в следующих диапазонах:
— впускной клапан: 5,465 — 5,480 мм
— клапан: 5,440 — 5,455 мм
У меня впускные клапана все в допуске, а вот несколько выпускных слегка ушли, но я их менять не стал, так как не обнаружил в них значимого люфта. А люфт можно провреить следующим образом. Вставляем клапан на место. Снизу придерживаете клапан в седле, а с обратной стороны пытаетесь подвигать торец клапана влево и вправо. Дальше определяете люфт. Я определял на глаз, так как люфт 0.18 и 0.10 мне знакомы по регулировке редукторов. В общем, у меня впускные почти не люфтят, а выпускные, если ориентироваться на мой глаз, все люфтят в норме 🙂
Дальше переходим к притирке клапанов. Я использовал крупнозернистую и мелкозернистую пасту. Сначала на рабочую фаску наносил крупнозернистую пасту:

А потом, если на клапане и седле не оставалось больших раковин, наносил мелкозернистую. Притирал клапана с помощью шуруповерта на малых оборотах сначала в одну, а потом в другую сторону, при этом непрерывно постукивая клапаном. Шурик стыковал с клапаном посредством подходящего шланчика. Вообще шуруповертом не рекомендуется притирать. Лучше купить или изготовить приспособу для ручной притирки наподобие той, что показана ниже:

Минус шуруповерта в том, что нужно держать очень маленькие обороты, да и шланг постоянно выскакивает.
Теперь вернемся к клапанам. У клапана есть так называемая рабочая фаска, которая из себя представляет блестящую полосу на тарелке клапана. Когда клапан у вас новый, то рабочую фаску вы легко увидите. Если же вы клапана используете старые, ранее очищенные, то рабочую фаску вы скорее всего уже не увидите. Смысл притирки клапанов заключается в том, чтобы создать пятно контакта клапана с седлом по середине рабочей фаски и по все окружности. При этом пятно контакта так же должно соответствовать свой толщине. Чтобы лучше вам это понять, вот немного фото:
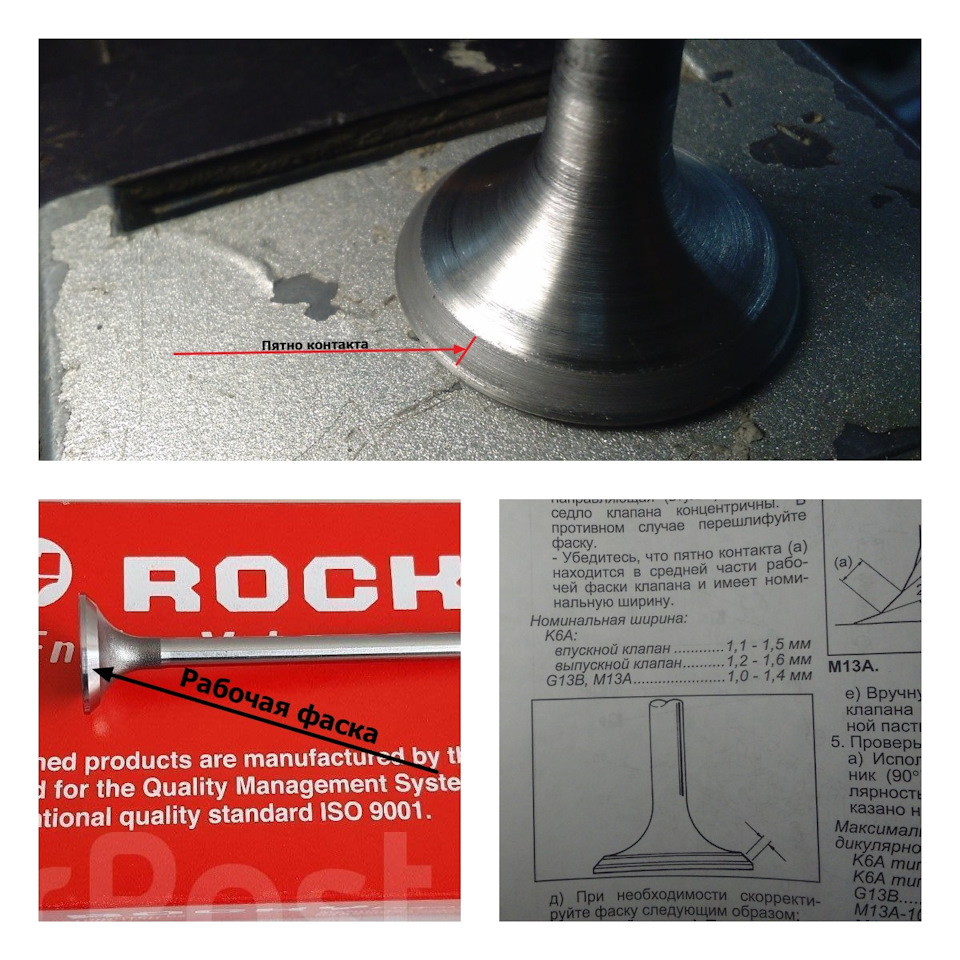
Как видите, у меня пятно контакта немного больше номинальных значений, и при этом рабочая фаска абсолютно не видна, так как использую старые клапана, почищенные наждачкой. Но такие клапана еще себе походят. Но если вы хотите сделать все прям супер-пупер, то лучше купить новые клапана, затем обязательно прирезать шарошками седла. Для наших седел нужно шарошки 15,60, и 45 градусов. И после этого вы получите на 100% правильный результат. Вот взял кадр из Теории ДВС:
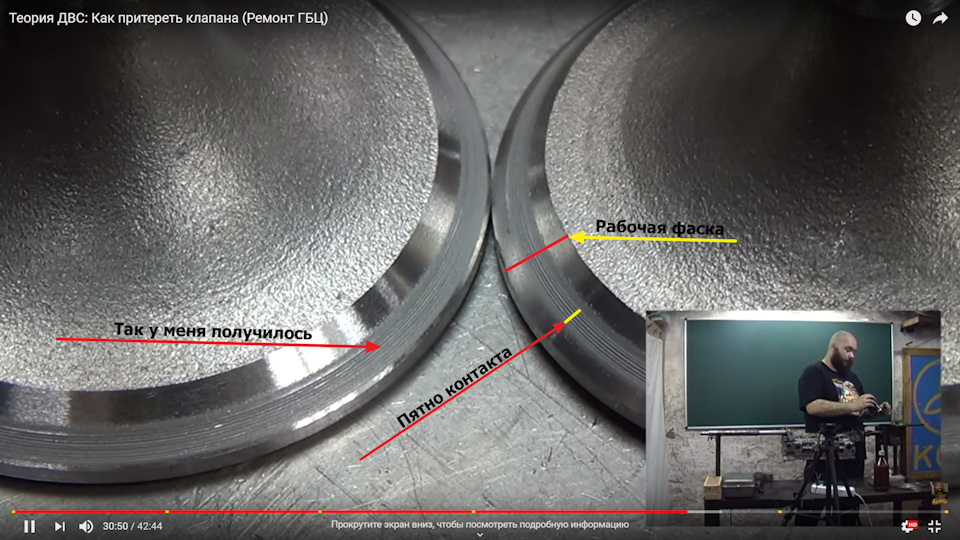
Слева клапан пульно как у меня получилось, потому что седла клапанов не прирезаны. А справа показан клапан, где седло было предварительно прирезано, и где пятно контакта получилось ровно посередине рабочей фаски, как и должно быть. Подытожим. Если у вас есть возможность прирезать седла, то лучше сделайте это — клапан прослужит дольше.
С клапанами вроде бы разобрались. Теперь, что касается седел. Здесь все очень просто. Если есть возможность — седла прирезаем. Если нет, просто добиваемся того, чтобы фаска была по всей окружности седла матовой, без раковин и при этом прослеживались полоски по всей окружности седла.
Здесь стоит отметить, что возможен случай, когда седло имеет прям сильный эллипс, и тогда клапан у вас вряд ли будет прилегать по всей окружности. В этом случае только прирезка седла спасет. В моем случае таких эллипсов нет. Да, седла, конечно, не идеально круглые, но пока этого за глаза.
Ниже я попытался сфотать седло до притирки и во время:

Вот седло почти готово:

Когда все клапана притерты, я их засухарил и стал проливать. Сначала одну сторону, а потом другую. Лил обезжириватель в отверстия впускного и впускного коллектора и смотрел, какие клапана начинают потеть, а какие нет. Те, что потели, притирал повторно. Здесь есть важный нюанс. Перед тем, как проливать клапана, стукните по ним слегка молотком с целью сымитировать его посадку в реале. Я простукивал по клапанам через удлинитель:

В общем-то все написал, что узнал по притиркам клапанов. Если что вспомню, добавлю ниже по тексту.



