Как изменяются структура и механические свойства металла при ковке
При применении технологий горячей и холодной ковки металла, меняется структура металла. Изменения структуры напрямую зависит от термической обработки, химического состава и способов отливки. Свойства металла меняются в зависимости изменений структуры.
Изменение механических свойств и структуры металла при ковке
Главные свойства металлов и сплавов, можно разделить на три группы:
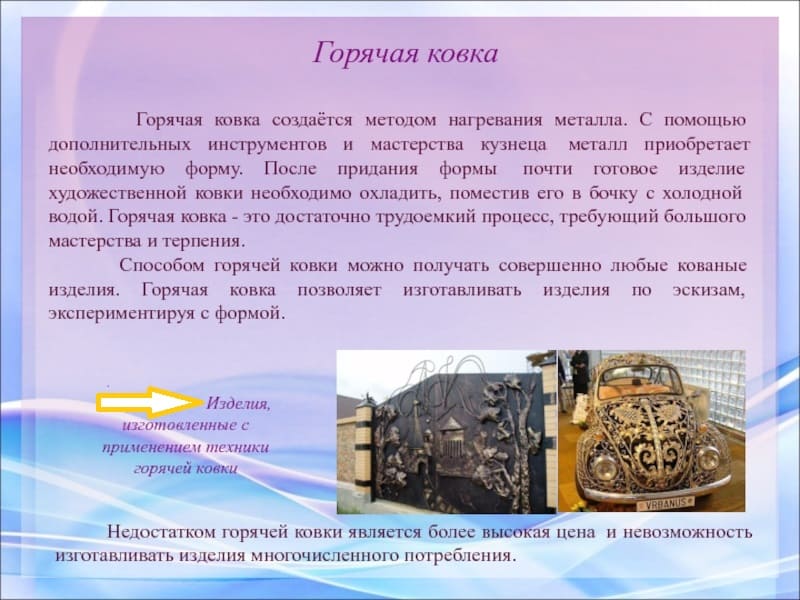
Ковка – это процесс изменения формы и размеров металлических заготовок, путём механического воздействия. Во время горячей ковки, металл разогревается до высоких температур. Осуществляется этот процесс в кузнечном горне.
Ковка, напрямую влияет на структуру металла. Происходит размельчение больших кристаллов, благодаря чему структура металла становится волокнистой.
Существуют определённые причины изменение свойств обрабатываемого металла:
Во время ковки значительно улучшается качество металла. Он становится гораздо прочнее и долговечнее.
Горячая ковка металла влияет на такие показатели, как: ударное сопротивление, сужение и удлинение, предел усталости стали. Так же при горячей ковке, исчезают такие дефекты, как трещины и пузыри в заготовке.
При холодной ковке происходит изменение таких характеристик металла, как: прочность, твёрдость, ударное сопротивление.
Для правильного ведения процесса ковки, обязательными будут сведения о режимах и времени нагрева обрабатываемых металлов. Недопустимо проводить ковку при очень высоких температурах. Это приведёт к неконтролируемому росту кристаллов и нарушению структуры металла.
В то же время нельзя заканчивать процесс ковки быстрым охлаждением. Рекомендовано на финальном этапе разогреть заготовку до 800 градусов. Благодаря этому механические свойства металла, значительно возрастут.
Чем чище металл, тем меньше нужно приложить условий, для достижения оптимальных механических показателей. На данный момент, известно более полтысячи различных сплавов и марок сталей, используемых в ковке. Однако процесс ковки, влияет на различные марки стали по-разному.
Дефекты металла при ковке
Дефекты металла при ковке, разделяются на две основные группы: дефекты, образовавшиеся во время нагрева и дефекты, возникающие в процессе самой ковки.
Так же дефекты можно разделить на исправимые и неисправимые.
В число неисправимых дефектов входят: трещины большой глубины, расслоение металла, неметаллические примеси, пережог, пустоты в центральной части кованого изделия.
К исправимым дефектам можно отнести: поверхностные царапины и трещины, небольшие вмятины, окалины, крупные кристаллы в структуре металла, высокая или низкая твёрдость обработанного металла.
Дефекты, связанные с нагревом:
Дефекты, возникающие в процессе ковки:
Способы устранения дефектов
Устранение дефектов ковки можно разделить на три подгруппы.
В первую группу устранения дефектов, входят такие приёмы, как: вырубка, зачистка, вырезка. Все эти способы применяются к верхнему слою заготовки. Таким образом, исправляются зажимы, складки и трещины. Желательно устранять данные дефекты ещё на горячей заготовке. Если этого не сделать, дальнейшая обработка может привести в негодность обрабатываемую поверхность. Удаление дефектов на холодной заготовке, более трудоёмкий процесс.
Во вторую группу устранения дефектов, входят приёмы протяжки и осадки. К дефектам этой группы относятся отклонения размеров заготовки от чертежей. Отклонения от заданного размера происходят вследствие сварочных работ, быстрого охлаждения заготовки, человеческого фактора. Устранять дефекты размеров, можно как в горячем, так и холодном состоянии заготовки. Искривления заготовки можно исправлять, с помощью гибки и правки на наковальне или с помощью ручного пресса.
После приобретения нужных размеров, металл не изменяет свои качества.
Третьё группа связанна с удалением окалин. В неё входят такие способы устранения дефектов, как: травление, ручная очистка, специализированная очистка.
Для улучшения качества и механических свойств металла, заготовки подвергаются термическому отжигу.
Захолаживание металла при ковке
Захолаживание – является одним из процессов в литейном производстве. Во время заполнения формы расплавленным металлом, происходит процесс образование твёрдой корки на поверхности формы. Этот процесс и называется «захолаживание» металла.
Обработка металлов методом ковки: назначение и технологии
Технологии пластического деформирования металлов и сплавов в горячем состоянии являются прогрессивным методом металлообработки, поскольку позволяют существенно повысить коэффициент использования металла и отформовать исходную заготовку быстрее любого процесса механической обработки на металлорежущих станках. Ковка – один из старейших способов, который и сейчас находит применение, особенно в условиях единичного выпуска продукции.
Суть и назначение ковки
Под собирательным термином «ковка» подразумевают совокупность процессов горячей пластической обработки, при которых формоизменение металла происходит непрофилированным инструментом, а материал получает возможность свободного течения во всех направлениях, кроме того, в котором прикладывается деформирующее усилие.
Исходным металлом для ковки являются слитки, болванки или прутковые профили. Ковка литых заготовок и болванок распространена в крупном металлоёмком машиностроении, а мелкие ковочные мастерские предпочитают ковать металл в форме прутков.
Последовательность переходов ковки заключается в следующем. Исходный металл, который поступает на участок из литейного цеха или со склада проходит очистку от прокатной окалины или ржавчины, после чего режется/рубится на мерные заготовки, передаётся на кузнечный участок, где и деформируется специализированным оборудованием – в основном, ковочными прессами или молотами. Затем заготовка проходит очистку и, при необходимости, термическую обработку. После этого полуфабрикат может быть отправлен на штамповочный или станочный участок, где с ним будут выполняться завершающие (отделочные) операции.
Таким образом, ковка редко когда является переходом, в результате которого получается изделие конечной формы и размеров.
Разделка слитков является первичной операцией ковки, которая проводится на пилах или – реже – на ковочных молотах с применением кузнечных топоров – инструмента, имеющего острую кромку. Ещё реже, при обработке особо крупноразмерных заготовок, используют ломку на холодноломах.
Для резки прутков используются пресс-ножницы. Резка на ножницах является наиболее дешёвой, производительной и распространённой операцией, которая обеспечивает повышенную точность и производительность разделки. В условиях мелкосерийного и единичного производства стараются выбирать пруток с размерами, максимально приближёнными к размерам поковки, поэтому иногда обходятся без разделочного оборудования.

В технологии машинной ковки различают подготовительные и завершающие операции. К первым, кроме рубки, относят осадку, гибку, скручивание, оттяжку, выкручивание и другие операции, которые выполняются с использованием плоских бойков. На завершающих переходах ковка металла заключается в применении подкладного формоизменяющего инструмента, при помощи которого выполняются переходы пережима и протяжки. После этих переходов заготовка приобретает примерную форму поковки по длине и размерам поперечного сечения.
Разновидности ковки
Классификация процессов ковки металла может быть произведена по следующим параметрам:
Выбор технологии определяется размерами готовой поковки, серийностью производства и точностью размеров готовой продукции.
Горячая
Поскольку в нагретом состоянии металл обладает наилучшей пластичностью, то горячая ковка – преобладающий вид рассматриваемого процесса. Выбор ковочной температуры зависит от марки металла. Например, для обычных углеродистых сталей исходным пунктом выбора всегда является диаграмма «железо-углерод». Для доэвтектоидных сталей температура нагрева металла выше, чем для заэвтектоидных, причём с уменьшением количества углерода температура начала ковки выше.
Средний диапазон ковочных температур – от 1200 0 С до 800 0 С, однако мастера кузнечного дела никогда не оперируют понятием «температура нагрева», а вместо него используют два показателя – температура начала и конца ковки. Дело в том, что при выгрузке из печи металл начинает остывать; в зависимости от поперечного сечения болванки или слитка падение температуры может составлять до 100 0 С/10 мм поперечного сечения, поэтому металл нагревают до температур, которые примерно на 30 0 С превышают верхнюю границу ковки.
При превышении температуры неопытными нагревальщиками могут произойти два неприятных явления – перегрев и пережог металла. В первом случае структура нагретого металла становится крупнозернистой, что повышает опасность растрескивания заготовки, особенно при интенсивном формоизменении. Перегрев устраняется медленным охлаждением исходной заготовки и её повторным нагревом до необходимых температур. Если же ещё больше перегреть заготовку, наступает пережог металла, сопровождающийся необратимыми изменениями в его микроструктуре. В частности, происходит расплав неметаллических включений (например, серы), и исправить такой брак уже невозможно.
Конец ковки обычно соответствует условиям образования крупных зёрен в структуре, когда сопротивление металла пластическому деформированию резко возрастает (особенно – для сталей с повышенным содержанием углерода). Это приводит к возрастанию потребного деформирующего усилия и снижает стойкость инструмента.
Ручная
Используется в мелких ремонтных мастерских, а также на предприятиях, которые занимаются технологическими процессами художественной ковки. Здесь процессы металлообработки максимально приближены к условиям работы кузнецов прошлого: для нагрева исходного металла используются открытые печи – горны, в качестве рабочего инструмента применяют ручной молот и наковальню, а для подачи воздуха – кузечные меха с механизированным приводом.
Специфической операцией ручной ковки является кузнечная сварка встык нескольких фрагментов исходной заготовки, при которой обжим соединяемых участков происходит за счёт комбинированного термо-силового воздействия на металл. Поскольку термические напряжения, присущие традиционным видам сварки, здесь отсутствуют, то работоспособность и долговечность сваренного стыка заметно выше.
Холодная
Процесс ковки металла, при котором температура исходной заготовки составляет не более 25 % от температуры плавления металла, из которого она изготовлена, называют холодной ковкой. Не слудет путать понятие холодной ковки с понятием ковки металла при комнатной температуре: например, пластическая обработка свинца в большинстве случаев будет отвечать условиям горячей ковки, а деформирование вольфрама при температуре 650…700 0 С – условиям холодной деформации.
Холодная ковка распространена в небольших мастерских, которые занимаются изготовлением малых форм из металла – статуэток, навесов, перил, баллюстрад и т.п. Исходным видом металлопроката служит здесь профилированный металл – прутки, полосы, а преобладающим видом пластического деформирования – гибка, скручивание, чеканка. Холодной ковке подвергают преимущественно цветной металлопрокат, окалинообразование на поверхности которого практически отсутствует.
Оборудование и инструменты
Самыми распространёнными видами кузнечного оборудования в условиях промышленного производства являются паровоздушные (или пневматические) кузнечные молоты и прессы. Первые деформируют энергией удара, вторые прикладываемым усилием. Поскольку запасаемая мощность единичного удара молота сильно зависит от массы его падающих частей, то ради повышения производительности практикуют несколько ударов подвижной части молота – бабы по проковываемому металлу. Масса падающих частей ковочного молота обычно не превышает 25 тонн; при необходимости развить повышенную энергию пластической деформации применяют гидравлические ковочные прессы, номинальное усилие которых достигает 150…200 тыс. тонн.
Значительно реже используют специализированное кузнечное оборудование, например, выкрутные или горизонтально-ковочные машины.
Для перемещения крупных поковок во время обработки применяются ковочные манипуляторы рельсового или безрельсового типов. Перемещение поковок, средних по своим размерам, ведут при помощи кантователей.
Ассортимент ковочного инструмента представлен ковочными топорами, протяжками, накладками и прошивками. Инструмент размещается на заготовке сверху, после чего приводится в движение баба молота или ползун пресса, выполняя формоизменение.
Приемы обработки металла (кузнечные операции)
Технология ковки включает в себя ряд основных переходов, выбор которых определяется конечной формой поковки и возможностями формоизменяющего оборудования
Осадка
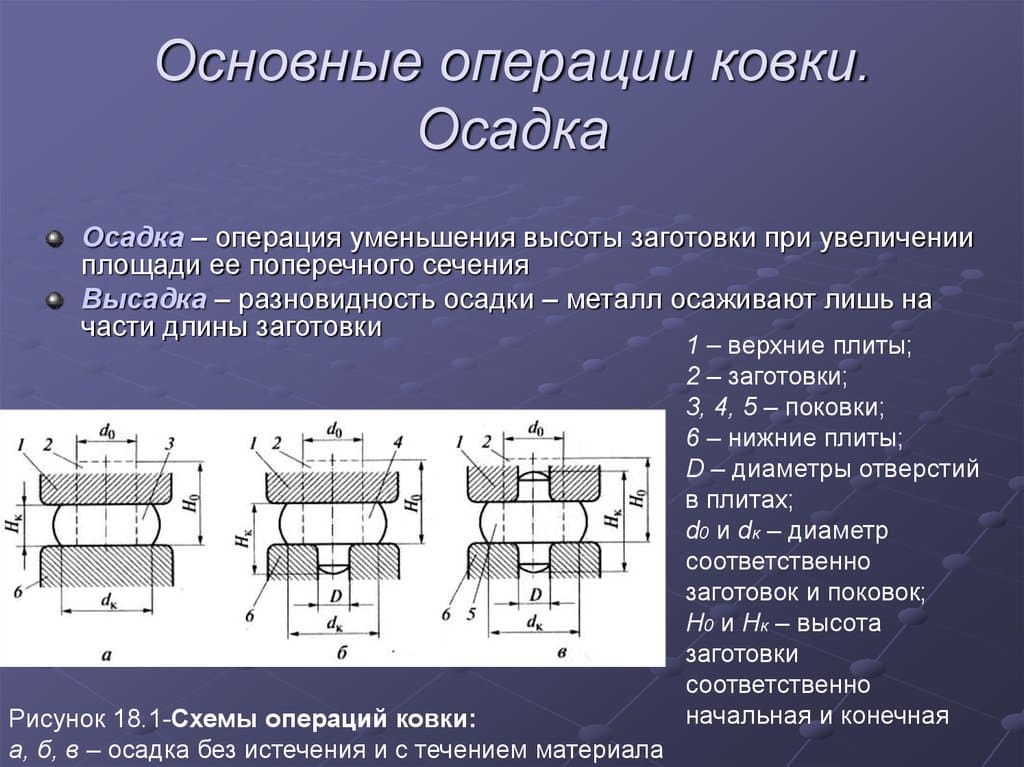
Заключается в увеличении поперечного сечения поковки за счёт уменьшения её высоты. Подразделяется на свободную и закрытую. Свободная осадка практически всегда является первичной операцией ковки, позволяющей предварительно перераспределить металл по длине поковки.
Высадка
Представляет собой осадку части заготовки, при этом основная её часть помещается вне зоны действия бойка молота или ползуна пресса. Высадкой получают поковки со значительным перераспределением металла вдоль оси.
Протяжка (вытяжка)
Операция, которая используется для существенного удлинения поковки. Выполняется всегда за несколько ударов бойка или нажатий ползуна с соответствующим перемещением заготовки по плите оборудования. Протяжку особо крупных заготовок часто ведут с нескольких последовательных нагревов в печи.
Раскатка и протяжка с обкаткой
Так называется операция, при выполнении которой одновременно производят нажатие на заготовку бойком или ползуном при одновременном повороте полуфабриката на специальной оправке. Используется при пластическом деформировании трубчатых или кольцеобразных заготовок.
Прошивка
Операция предназначена для получения в поковке сквозных или глухих отверстий. Выполняется при помощи прошивня, силовое воздействие на который оказывает боёк молота или ползун пресса.
Рубка
Первичная операция ковки, которая заключается в отделении заготовок от первичного прокатного профиля или разделении нескольких однотипных поковок друг от друга. Выполняется при помощи кузнечных топоров.
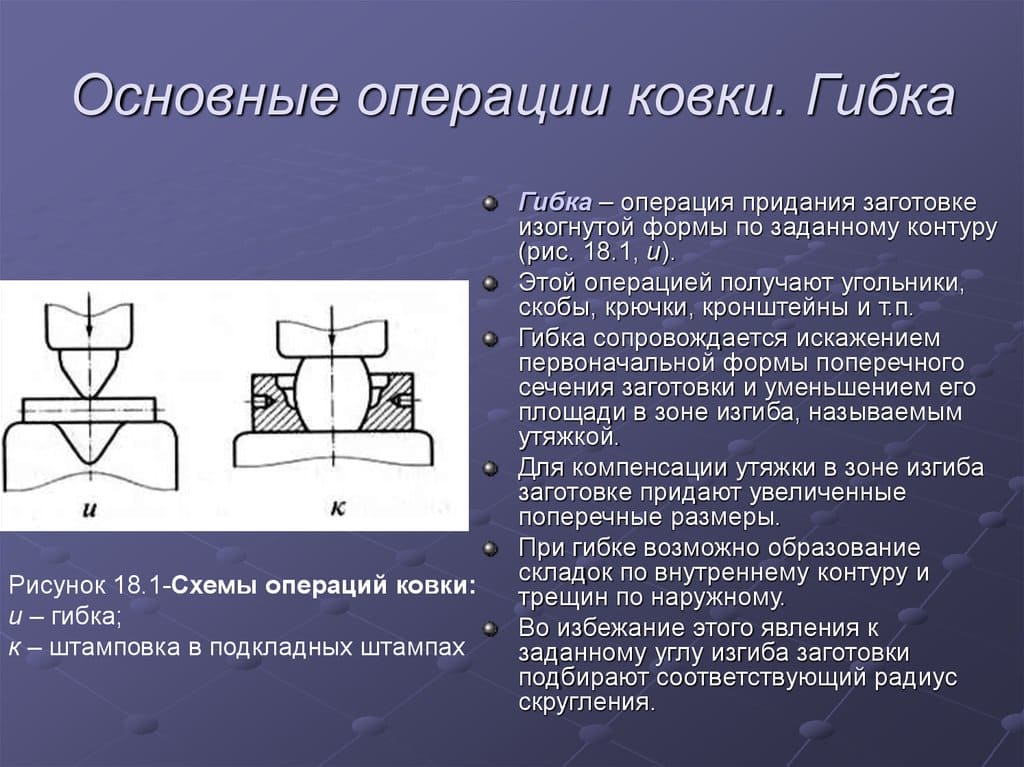
Гибка
Переход состоит в изменении направления отдельных частей заготовки. Для объёмного металлопроката используется редко, зато незаменима при холодной ковке листовых изделий.
Закручивание
Используется при ковке небольших художественных элементов, которые часто используются в конструкциях ворот, навесов, спиралей и других кузнечной продукции. Заключается в относительном повороте некоторых частей поковки друг относительно друга при одновременном удлинении проката.
Способы обработки металлов при помощи ковки
Начнем с дефиниций. Ковка – это способ обработки металла с целью его изменить. Это не сварка, хотя металл обрабатывается в основном с помощью высокой температуры.
Ковка – это нагревание металла до его ковочной температуры, чтобы он стал пластичным для придания заготовкам новых форм. У каждого металла свои характеристики, которые включают в себя уровень ковочной температуры.
Алюминий и его сплавы поддаются ковке при температуре 400°С, медь – при 1000°С, а для ковки железа придется подогреть его до 1250°С.
Разновидности обработки
Поковка – это продукты, получаемые в результате ковки, в том числе полуфабрикаты.
Свободная ковка – это альтернатива штамповке: деталь деформируется свободно, без помещения ее в форму штампа. Дополнительно этот способ используется для повышения качества и структуры вещества, тогда это называется проковкой.
После проковки сплав значительно меняется в лучшую сторону, он становится прочнее и более мелкозернистым за счет разрушения крупных кристаллов.
Здесь не обойтись без мощных подъемных кранов и специальных манипуляторов разного калибра. Данный способ обработки – самый экономичный из всех существующих. Если говорить о массовом промышленном производстве, то первое место по популярности у штамповки.
Свободная ковка – удел единичного или мелкосерийного кузнечного производства.
Ковочные операции и инструменты
Таких операций много, это некоторые виды ковки металла, названия говорят сами за себя:
Вот чем должен запастись уважающий себя мастер кузнечного дела перед работой:
Физика процесса
Рассмотрим подробнее обработку при помощи ковки.
Нагрев заготовки
Судьбоносный этап: как нагреете, так процесс ковки пойдет дальше. Берется металлическая заготовка, которую необходимо нагреть. Делается это в горнах или нагревательных печах – это зависит от размера заготовки.
Первым делом разогревают печь, критерий готовности – темно-красный цвет. Следующий этап – размещение заготовки в раскаленной печи. Заготовка обязательно должна быть горячей, в противном случае вы получите трещины во внутренних слоях сплава.
Температура предварительного подогрева будет вполне достаточна на уровне 300°С: проверить можно по появившемуся дыму и легкому зажиганию масла на поверхности детали.
Когда детали или несколько деталей внутри печи, нагрев постепенно нагнетают до необходимого уровня. Зависимость здесь прямая: чем выше температура, тем мягче и пластичнее деталь. Но и перегревать заготовки категорически нельзя.
Чем выше нагрев стали, чем выше риск образования отдельных кристаллов со слабыми связями, что делает сплав после ковки хрупким, с надрывами и трещинами. Такое нежелательное явление называется перегревом стали.
Для ковки не подходит и недостаточная высокая температура. С недогретыми заготовками практически невозможно работать. Да и в этом случае внутри металла происходят надрывы и трещины.
Важно понимать, что для эффективной и качественной ковки важны две вещи в равной степени: правильный уровень температуры и постепенность нагревания.
Обжим металлической заготовки
Это только кажется, что металл – вещество однородное и плотное. На самом деле внутри можно найти различные пустоты и так называемые раковины. Поэтому заготовку, вынутую из печи нужно немедленно уплотнить: от середины к концам бьют по ней молотком.
Действия, производимые молотом, делятся на два этапа: подготовку и окончательную отделку.
Подготовка
Главное в подготовке – «привести в порядок» сплав заготовки: уплотнить его и придать «в черновую» нужную форму и размеры. Этап подготовки тоже подразделяется на виды с точки зрения формы: цилиндры сплошные или пустотелые, плоские вещи, кольца, вытягивание и т.д.
Способ ковки на этом этапе также может различаться, названия у них такие же смешные.
У подготовки сплошных цилиндров свои правила с четкой последовательностью шагов. Она производится на нижнем бойке наковальни. Заготовку бьют молотком, и после каждых нескольких ударов поворачивают по оси ровно на 1/8 оборота.
В итоге должен образоваться восьмигранник. Его обжимают снова – удары молотком с поворотом на 1/8, после чего формируется уже форма с шестнадцатью гранями. Дальше все проходит по такому же сценарию, чтобы получить цилиндр со значительно уменьшенным диаметром.
Заготовка становится длиннее, металл перемещается по оси. Такая обработка называется вытягиванием.
Во время работы нужно следить за состоянием металла. Если, например, на поверхности обнаружатся трещины, ковку нужно остановить, а трещины вырубить с помощью кузнечного зубила.
Если металлическая деталь для ковки слишком больших размеров, обработку делают в два этапа: сначала обжимают и подготавливают нижнюю часть, затем греют и обрабатывают оставшуюся часть.
Финиш данного этапа –это «отрубка прибыли», которая заключается в удалении верхней «прибыльной» части заготовки из-за содержания в ней пустот.
Для формирования детали в виде кольца кусок заготовки нужно всего ничего: обжать, вытянуть, очистить от окалины, отрубить прибыль и… разрубить на куски. Эти куски хорошенько греем второй раз и занимаемся чудесным делом – формируем из них лепешки.
Отверстия в этих лепешках пробивают с двух сторон, чтобы получились уже реальные кольца. Дальше производится обработка под названием «разводка» в специальной наковальне стойчатого вида.
Одна из самых распространенных форм заготовок – это детали с прямоугольным поперечным сечением. Их ковка проводится по своим правилам. Во-первых, работать нужно на специальных плоских наковальнях. Сначала делают обжим, а затем их сплющивают «наплоско».
Следующий этап – поворот заготовки по оси на 90°С и сплющивание «на ребро». Под ударами и сплющиванием деталь становится длиннее по оси.
Для того, чтобы она не превратилась в тонкую ленту, одновременно производят «раскатку» для расширения размеров, а все образующиеся неровности выглаживаются с помощью молотка. Таким образом куются плиты из брони.
Вариантов заготовок по форме и природе металла огромное количество. Так же много и способов ковки. Нужно уметь выбирать самый оптимальный из них, планировать последовательность операций свободной ковки.
От правильности такого выбора будет зависеть качество ковки и расход ресурсов в виде энергии на неоднократные нагревы и другие расходные материалы.
Окончательная отделка
В результате этапа обработки у заготовки вид совсем нетоварный – это больше похоже на металлический черновик. Она неровная, с грубой поверхностью и не всегда совпадает с нужными размерами. Приведение ее в полный порядок – содержание данного этапа ковки.
Деталь чистят зубилом для удаления трещин и волосовин. Затем проходятся по всей поверхности молотком. Следующий шаг – проверка специальными линейками размеров и неровностей с выправлением любых несоответствий.
Существуют специальные гладилки и штампы для финишной «полировки» металлических поверхностей. Все эти действия по выглаживанию производятся только при остывании деталей, которые находятся на стадии буро-красного каления. Поэтому они называются наклепкой или холодной ковкой.
Следующее состояние металла заготовки – снижение его тягучести и общее отвердевание. Это чрезвычайно ответственный момент, так как на этом этапе существует риск образования трещин из-за малой подвижности металла как такового и нарушения связей между частицами после ковки.
Чем больше размеры произведенной металлической заготовки, тем сложнее проходит процесс остывания с различными проявлениями внутренних натяжений, которые могут вызвать нежелательную деформацию металла. Чтобы избежать таких неприятностей, деталь после ковки зарывают в горячий мусор.
Главное – успеть, пока она еще красного цвета. Такой способ годится при условии, что деталь не бог весть какая большая и сложная. Если же заготовка сложной конструкции, производят дополнительный отжиг – подогрев до уровня температуры примерно в 700°С с последующим медленным остыванием в печи с замазанными щелями.
В последнее время появились и используются все чаще гидравлические прессы, которые выполняют роль классического кузнечного молота. Они называются жомами или пресс-молотами.
С экономической точки зрения пресс-молот намного выгоднее молота: ковка происходит быстрее в несколько раз. Но и к нему нужно относиться с осторожностью, потому что появляется риск образования на поверхности складок или наплывов.
Одним словом, свободная ковка – это искусство компромисса, нужно знать основные операции ковки, чтобы определить способ, форму и вид применяемых инструментов. Для этого нужны опыт и мастерство. Дело того стоит.
Основы процесса ковки металла
Что в себя включает технология ковки металла, какое оборудование и приемы используются в самом старом виде металлообработки? Об этом далее.

Ковка металла, наряду с литьем, самая древняя технология по обработке материалов. Причем производить изделия таким способом человечество начало еще задолго до появления железа и стали. Первые кузнецы работали около 5-6 тысяч лет назад. Со временем технология лишь совершенствовалась и дополнялась новыми приемами. Сегодня ни одно производство не обходиться без обработки металла ковкой.
Что в себя включает технология ковки, какое оборудование и приемы используются в самом старом виде металлообработки?
Понятие ковки металла
Говоря простым языком, ковка — обработка металла, нагретого до ковочной температуры. Принцип технологии построен на физических свойствах любого материала, имеющего температуру плавления. Но прежде, чем будет достигнут этот порог, структура вещества станет более мягкой.
Каждый металл имеет свою температуру, при достижении которой он становиться более мягким, а, значит, и более податливым для обработки путем ковки.

Однако, существует также технология металлообработки, когда заготовку не нагревают, а куют холодной. Такой прием позволяет получить не менее прочные изделия, без нагревания заготовка прессуется и изгибается.В таблице указаны пределы температур, при которых тот или иной металл можно ковать.
Виды кузнечной обработки
Свободная ковка подразумевает то, что заготовки не ограничены никакими формами. Или же материал будет закреплен с одной стороны на наковальне. К этому технологическому приему относиться и ручная ковка металла, когда изделию придают форму, используя кувалду или молоток. Свободная ковка применяется как для производства отдельных продуктов, так и просто для улучшения качества материала.
При проковке поверхности заготовки улучшается свойство металла. Крупные кристаллы материала размельчаются, структура станет более мелкозернистой и однородной. К тому же, при поковке завариваются внутренние раковины, упрочняя тело заготовки.
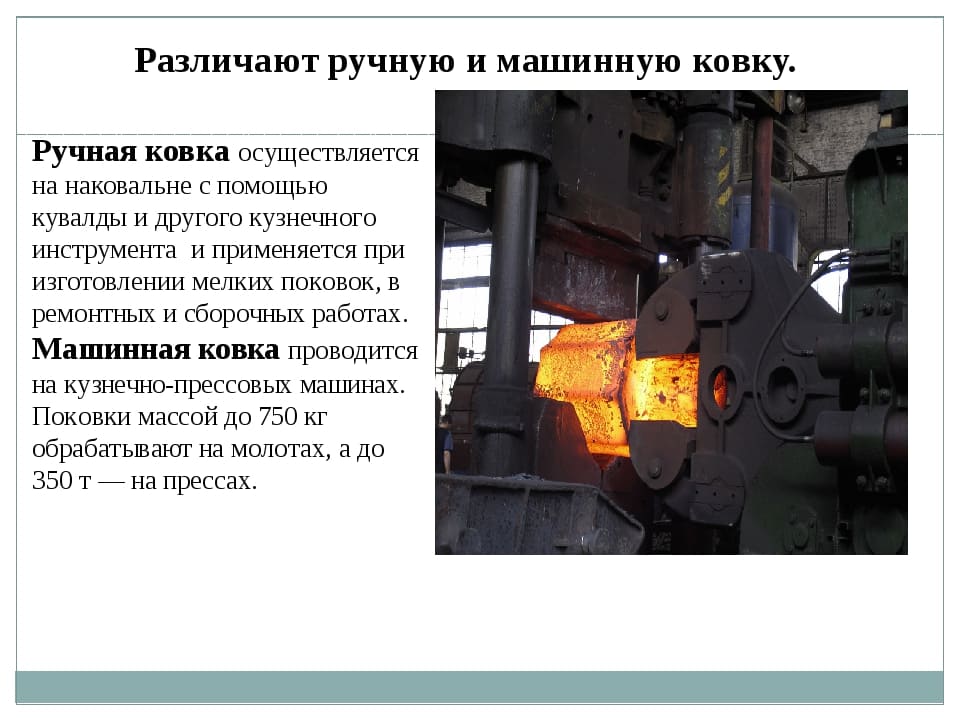
Машинная ковка — более современный вариант обработки. Такая технология используется в массовой, тяжелой промышленности. При этом используют механизированные молоты (с массой от 40 килограмм до 5 тонн), ковочные машины или прессы. Вес заготовок и конечных поковок порой может достигать нескольких десятков тонн.

Штамповка. Такой технологический прием позволил сделать производство массовым. При изготовлении изделий металл ограничивается штампами и при деформации получает нужную форму.
Штамповка используется в массовом производстве, где важно получить большое количество продукции. Свободная ковка, как правило, используется в мелкосерийном и единичном производстве.
Оборудование и инструменты
При изготовлении кованых изделий ручным способом используют практически те же наборы инструментов и оборудования, которые применяли мастера с зарождения этой технологии. Список следующий.
Кузнечный очаг или горн используется для нагревания материала до нужной температуры. Существует множество различных видов этого оборудования.
Наковальни — это массивные металлические столы, где собственно и происходит формирование заготовки. Состоят из основания, рога и наличника с отверстиями для гибки. Существует несколько разновидностей этого кузнечного приспособления, однако обязательно наличие стальной опоры с весом от 30 килограмм.
Клещи в ручной ковке мастер использует для оперирования заготовкой в процессе работы.
Молоты — основной инструмент, использующийся в кузнечном деле, могут иметь различную массу для работы с разными по габаритам заготовками.
Материалы и технология ковки
Кузнечные приемы
Основные кузнечные операции, использующиеся в технологии ковки металла:
Осадочные кузнечные работы подразумевают уменьшение высоты заготовки и увеличение ее поперечной площади сечения.
Высадка, по сути, частичная осадка заготовки. Применяется, когда на поверхности металла нужно сделать некоторые утолщения. Добиваются этого за счет уменьшения длины заготовки.

Обкатка в кузнечном деле подразумевает собой придание заготовке формы цилиндра. В процессе деформации металла заготовка проворачивается вокруг своей оси.
Раскатка — обработка кольцевой заготовки. Когда нужно увеличить ее внутренний и наружный диаметры, металл раскатывают на оправке за счет уменьшения толщины стенок.
Прошивку в кузнечном деле применяют для получения сквозного отверстия за счет использования пробойника.
Разгонка — это операция получения более широкой заготовки. По сути, металл для ковки расплющивают на поверхности наковальни молотом, двигаясь поперек оси изделия.
Существует также множество других приемов, с помощью которых получают требуемые формы изделия.
Особенности кузнечной обработки стали
До изобретения сварочных аппаратов кузнечным способом проводили и соединение металлических частей. Это делалось за счет сильного разогрева крепящихся концов заготовки и их последующего сдавливания ударами молота. Кузнечные сварные соединения использовались практически для любого доступного металла: меди, бронзы, серебра и железа.

Несмотря на развитие современных технологий, ковка металла остается одним из основных технологических приемов получения различных изделий. Кузнечным способом изготавливают различную продукцию. Усовершенствование такой обработки привело к массовому производству путем штампования по стандартной форме.
Пример работы в промышленных условиях можно посмотреть в предоставленном видео:
Несмотря на упадок и появление машинной штамповки, кузнечное дело не теряет своей популярности. Особенно пользуются спросом изделия художественной ковки.
А что Вы думаете по поводу материала этой статьи? Если у Вас есть опыт кузнечных работ и изготовления вещей путем ковки поделитесь им в блоке обсуждения к этой статье.



