Чем точить вольфрамовый электрод
 Опубликовал: Антон Чураков
Опубликовал: Антон Чураков
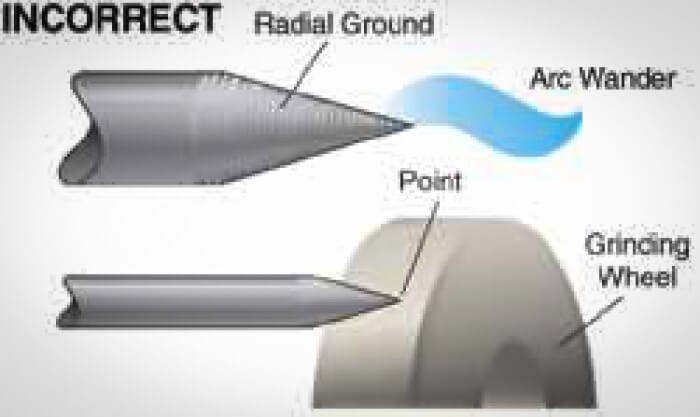
Ниже приведены ошибки при заточке вольфрамового электрода, которые будут влиять на качество формирования шва.
1) Риски расположены не вдоль оси электрода – нарушается стабильность горения дуги (блуждание дуги)
2) Недостаточная или чрезмерная ширина заточки конуса – изменяется форма проплавления
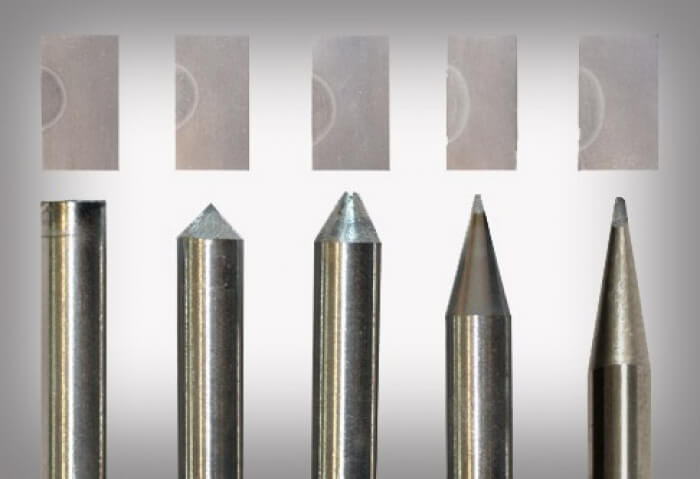

4) Слишком острый угол заточки – снижается ресурс работы электрода
5) Слишком большое притупление – снижается глубина проплавления
Изучить более подробно влияние угла заточки вольфрамового электрода на геометрические размеры шва можно, прочитав статью «Влияние угла заточки неплавящегося электрода на стабильность глубины проплавления сварного шва при различных токовых нагрузках». Где в результате статистической обработки выявили, что глубина проплавления существенно зависит от угла заточки электрода. Причем наблюдается выраженный максимум этого показателя при угле заточки 30 градусов.
Интересное видео про четыре способа заточки:
1. Настольный точильный станок
2. Машинка для заточки вольфрамовых электродов
3. Станок для заточки вольфрамовых электродов
4. Средство для химической заточки вольфрамовых электродов
Обновление от 08.05.2015.
Видео, в котором показана в швах при правильной и не правильной заточке:
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
Комментарии
Вы не можете оставлять комментарии
Заточка вольфрамовых электродов
Содержание:

Вольфрамовые электроды
Неплавящиеся вольфрамовые электроды нередко используются в профессиональной и любительской деятельности в области сварки. С их помощью допустимо соединение различных металлов, качество которых можно назвать отличным. Это обеспечивает такое свойство вольфрама, как тугоплавкость, позволяющее выдерживать действие высоких температур при длительной бесперебойной работе.
Выпускаемые вольфрамовые электроды разделяются по цвету их наконечников в зависимости от сферы применения, что необходимо учитывать при их выборе.

Правила заточки

С увеличением длины заточки будет уменьшаться ширина шва, а при недостаточном значении длины заточки уменьшится глубина проплавления. На стабильность горения дуги окажет положительное влияние притупленная форма заточки.

Диаметр притупления находится в зависимости от величины тока и диаметра электрода. При угле заточки, превышающем 120 градусов, процесс сварки теряет устойчивость, а если он менее 20 градусов, то на кончике электрода будет образовываться нагар. При слишком остром угле заточки снижается срок службы вольфрамового электрода.

Способы заточки
Имеется несколько методов заточки с использованием специального оборудования:
Также можно использовать болгарку, наждак или химическое воздействие. Рекомендуется использовать алмазные круги, поскольку их твердость превышает это значение у вольфрама.
В идеале поверхность заточенной части должна приближаться к полированной. Это может обеспечить станок для заточки вольфрамовых электродов, в состав которого входит алмазный диск, который собственно и осуществляет заточку вольфрамовых расходняков.

Станок является стационарным приспособлением, питающимся от сети электрического тока. Имеется возможность плавной регулировки угла заточки. В комплекте со станком поставляются зажимы для электродов. Простота эксплуатации сочетается с получением качественного результата.
Приспособление для заточки вольфрамовых электродов можно изготовить самостоятельно. Для этого понадобятся:
Из оборудования будет нужен сварочный аппарат.
Интересное видео
Заточка вольфрамовых электродов
Время чтения: 3 минуты
Сейчас вольфрамовые электроды используются повсеместно. Их применяют для сварки алюминия, нержавеющей стали, цветных металлов и многих других материалов. Связка вольфрамовый электрод + защитный газ — это хороший выбор для тех, кто хочет добиться качественных сварных соединений.

Общая информация
Вольфрам — это один из самых тугоплавких металлов, применяемых для изготовления электродов. Температура плавления вольфрама — более 3000 градусов по Цельсию. В условиях обычной сварки такие температуры не используются. Поэтому вольфрамовые электроды называют неплавящимися. При применении они практически не меняются в размере.
Но, несмотря на это, вольфрамовые электроды все же могут стать короче. В процессе сварки (например, при поджигании дуги или при формировании шва) электрод может стачиваться о поверхность металла. В большинстве случаев это не так уж страшно. Но порой затупленный электрод становится причиной непровара.
Форма заточки может быть сферической или конической. Сферическая форма больше подходит для сварки постоянным током, а коническая — для сварки переменным током. Некоторые сварщики отмечают, что не замечают большой разницы при сварке электродами с разной формой заточки. Но наш опыт показал, что отличия все-таки есть. И если вы выполняете сварку профессионально, то будет очевидна.
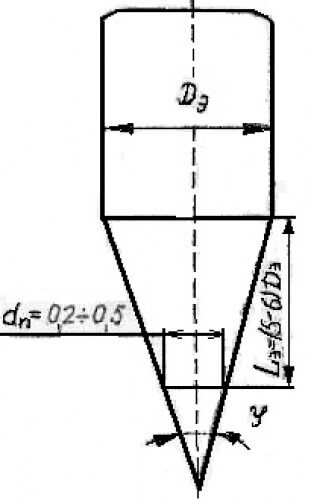
Оптимальную длину заточенной части можно рассчитать по формуле Ø*2. Т.е., если диаметр электрода равен 3 мм, то длина заточенной части должна быть 6 мм. И так по аналогии с любым другим диаметром. После заточки немного притупите конец электрода, постучав им по твердой поверхности.
Еще один важный параметр — это угол заточки электрода. Он будет зависеть от того, какую величину сварочного тока вы будете использовать.
Так, при сварке на малом значении сварочного тока для заточки будет достаточно угла в 10-20 градусов. Оптимальный угол — 20 градусов.
Угол заточки в 20-40 градусов — это хороший вариант при сварке с применением средних значений сварочного тока.

Если вы используете токи большой величины, то угол заточки может быть от 40 до 120 градусов. Но мы не рекомендуем затачивать стержень более чем на 90 градусов. Иначе дуга будет гореть нестабильно и вам будет трудно сформировать шов.
Вместо заключения
Это все, что вам нужно знать о заточке вольфрамового электрода. Данную процедуру можно произвести с любым неплавящимся стержнем, он не обязательно должен быть изготовлен из вольфрама. Мы поделились общими рекомендациями касаемо заточки. Если у вас есть свои методы или способы, вы можете поделиться ими в комментариях. Ваш опыт будет полезен для всех новичков. Желаем удачи в работе!
Содержание
В статье о сварке аргоном есть подробное объяснение почему сварку неплавящимся (вольфрамовым) электродом называют:
Аргонодуговая сварка создает ряд трудностей, которые впоследствии влияют на качество и прочностные характеристики сварного шва, поэтому соблюдение данных семи советов существенно уменьшат вероятность попадания в затруднительную ситуацию.
Знать какой материал предстоит сваривать
Независимо от способа сварки, особое внимание необходимо обратить на марку и характеристики свариваемых деталей. Также важно знать условия, в которых будет эксплуатироваться сварной шов и конструкция в целом.
Прежде всего, данный фактор влияет на выбор правильной марки сварочных материалов, которые лучше всего подходят для данных условий.
Например, если предъявляются высокие требования к структурной однородности сварного шва с основным металлом, необходимо выбирать сварочные материалы, которые в полной мере удовлетворяют всем требованиям.
Прежде чем приступить к сварке алюминия или сварке нержавейки необходимо знать марку металла, чтобы подобрать правильные сварочные материалы. т.к. в зависимости от химического состава разные сплавы проявляют склонность к повышенной деформации и образованию трещин. Некоторые металлы и их сплавы требуют предварительного нагрева или термообработки, что оказывает влияние на выбор правильного сварочного материала.
При сварке изделий из стали 20 толщиной до 100 мм не требуется проведение предварительного нагрева, а из стали 12Х1МФ начиная с толщины 6 мм необходим предварительный подогрев изделий до минимальной температуры 200°С и последующая термическая обработка сварного шва.
Перед TIG сваркой алюминиевых сплавов неплавящимся электродом, всегда необходимо знать какую именно марку алюминия предстоит сварить, чтобы правильно подобрать сварочный материал. Обычно производители на упаковке указывают для каких марок сплавов предназначаются данные сварочные материалы.
Выбрать правильный вольфрамовый электрод
Немаловажным фактором при аргонодуговой сварке является правильно подобранный вольфрамовый электрод, проводящий сварочный ток к дуге. На правильный выбор влияют два фактора:
В зависимости от стандарта на изготовление электроды поставляются различных диаметров, обычно от 1 до 4 мм, и длиной 150 или 175 мм.
Согласно ISO 6848 «Дуговая сварка и резка. Электроды вольфрамовые сварочные неплавящиеся. Классификация» электроды поставляются длинами и диаметрами, указанными в таблицах ниже.
Стандартный диаметр электродов из вольфрама и допуск (ISO 6848)
| Диаметр, мм | Допуск, мм |
|---|---|
| 0,25 | ±0,02 |
| 0,30 | |
| 0,50 | ±0,05 |
| 1,0 | |
| 1,5 | |
| 1,6 | |
| 2,0 | |
| 2,4 | ±0,1 |
| 2,5 | |
| 3,0 | |
| 3,2 | |
| 4,0 | |
| 4,8 | |
| 5,0 | |
| 6,3 | |
| 6,4 | |
| 8,0 | |
| 10,0 |
Длина электродов из вольфрама и допуск (ISO 6848)
| Длина, мм | Допуск, мм |
|---|---|
| 50 | ±1,5 |
| 75 | +2,5 -1,0 |
| 150 | +4 -1 |
| 175 | +6 -1 |
| 300 | +8 -1 |
| 450 | +8 -1 |
| 600 | +13 -1 |
Ознакомится с сортаментом электродов по ГОСТ можно перейдя по ссылке ГОСТ 23949.
В состав электродов входит чистый вольфрам и вольфрам с активирующими присадками (редкоземельными элементами и их оксидами):
Во избежание путаницы, в зависимости от химического состава, вольфрамовые электроды делятся по цветам маркировки, которую наносят на один из концов. Требование о необходимости нанесения цветной маркировки изложные в ISO 6848 и ГОСТ 24949.
Маркировка вольфрамовых электродов по цветам согласно ISO 6848
Помимо требований международных стандартов, в ГОСТ 24949 также есть требование о классификации вольфрамовых электродов по цветам.
Маркировка вольфрамовых электродов по цвету в зависимости от химического состава согласно ГОСТ 23949
В таблице ниже указаны рекомендации по выбору типа тока в зависимости от вида свариваемого материала.
Рекомендации по выбору типа тока в зависимости от вида свариваемого металла
| Тип металла или сплава, который необходимо сварить | Постоянный ток | Переменный ток | |
|---|---|---|---|
| Прямая полярность (- на электроде) | Обратная полярность (+ на электроде) | ||
| Алюминий и его сплавы толщиной менее 2,5 мм | допускается | допускается | самый подходящий |
| Алюминий и его сплавы толщиной более 2,5 мм | допускается | не рекомендуется | самый подходящий |
| Магний и его сплавы | не рекомендуется | допускается | самый подходящий |
| Нелегированные и низколегированный стали | самый подходящий | не рекомендуется | не рекомендуется |
| Нержавеющая сталь | самый подходящий | не рекомендуется | не рекомендуется |
| Медь | самый подходящий | не рекомендуется | не рекомендуется |
| Бронза | самый подходящий | не рекомендуется | допускается |
| Алюминиевая бронза | допускается | не рекомендуется | самый подходящий |
| Кремниевая (кремнистая) бронза | самый подходящий | не рекомендуется | не рекомендуется |
| Никель и его сплавы | самый подходящий | не рекомендуется | допускается |
| Титан и его сплавы | самый подходящий | не рекомендуется | допускается |
Каждый вариант имеет характеристики, подходящие для применения в определенных ситуациях или для РАД сварки металлов:
Заточка вольфрамового электрода, точнее способ и угол заточки, оказывают существенное влияние на форму дуги и ее поведение и, как следствие, на форму сварного шва и срок службы неплавящегося электрода.
Для заточки необходимо применять круги с мелким абразивным зерном (идеальный вариант – это алмазный круг). Целесообразно применять шлифовальные круги с зернистостью 40 и менее (размер абразивных части менее 400 мкм), поскольку в данном случае риски от абразива на поверхности будут менее глубокие и в процессе заточки будет стачиваться меньше драгоценного вольфрама. Глубокие канавки от абразива вызывают потери энергии и нестабильное поведение дуги. Желательно на абразивном круге, где производится зачистка не работать с другими материалами т.к. их частички могут осаживаться на поверхность электрода.
Заточку вольфрамового электрода необходимо производить в продольном (по оси электрода), а не в поперечном направлении.
Если следы от абразива расположены вдоль – электроны текут равномерно к заостренному концу электрода с меньшим сопротивлением. В данном случае дуга зажигается на конце, является более стабильной и менее нагревает вольфрамовый электрод, что увеличивает срок его службы.
В процессе заточки следить чтобы металл не перегревался. Признаком перегрева является изменение цвета поверхности и показывает, что на поверхности образовались оксиды, которые имеют большее сопротивление чем вольфрам и будут препятствовать зажиганию дуги.
Угол заточки вольфрамового электрода, играет главную роль при сварке аргоном.
Чем тупее угол заточки >30°:
Заточка вольфрамовых электродов
Вольфрамовые электроды
Неплавящиеся вольфрамовые электроды нередко используются в профессиональной и любительской деятельности в области сварки. С их помощью допустимо соединение различных металлов, качество которых можно назвать отличным. Это обеспечивает такое свойство вольфрама, как тугоплавкость, позволяющее выдерживать действие высоких температур при длительной бесперебойной работе.
При изготовлении может использоваться чистый вольфрам, или добавляться различные примеси, улучшающие их качество. Область применения — автоматическая и полуавтоматическая сварка. Неплавящимися вольфрамовые электроды называют, потому что при употреблении практически не происходит уменьшение их длины.
Выпускаемые вольфрамовые электроды разделяются по цвету их наконечников в зависимости от сферы применения, что необходимо учитывать при их выборе.
Правила заточки
С увеличением длины заточки будет уменьшаться ширина шва, а при недостаточном значении длины заточки уменьшится глубина проплавления. На стабильность горения дуги окажет положительное влияние притупленная форма заточки.
Диаметр притупления находится в зависимости от величины тока и диаметра электрода. При угле заточки, превышающем 120 градусов, процесс сварки теряет устойчивость, а если он менее 20 градусов, то на кончике электрода будет образовываться нагар. При слишком остром угле заточки снижается срок службы вольфрамового электрода.
Способы заточки
Имеется несколько методов заточки с использованием специального оборудования:
Также можно использовать болгарку, наждак или химическое воздействие. Рекомендуется использовать алмазные круги, поскольку их твердость превышает это значение у вольфрама.
В идеале поверхность заточенной части должна приближаться к полированной. Это может обеспечить станок для заточки вольфрамовых электродов, в состав которого входит алмазный диск, который собственно и осуществляет заточку вольфрамовых расходняков.
Станок является стационарным приспособлением, питающимся от сети электрического тока. Имеется возможность плавной регулировки угла заточки. В комплекте со станком поставляются зажимы для электродов. Простота эксплуатации сочетается с получением качественного результата.
Приспособление для заточки вольфрамовых электродов можно изготовить самостоятельно. Для этого понадобятся:
Из оборудования будет нужен сварочный аппарат.
Интересное видео
Чем легко и дёшево точить вольфрамовые электроды для TIG сварки❓| Лучшие круги для болгарки от 3M
Вольфрам (нем. Wolf Rahm — «волчья пена») — самый тугоплавкий из всех известных металлов.
. Приветствую гостей и подписчиков канала Euro Welder — канале о сварке и сварщиках!
Как известно, в аргонно-дуговой сварке применяются электроды из очень твёрдого и самого тугоплавкого металла — вольфрама. Вольфрамовый электрод не разрушается при горении электрической дуги, которая имеет очень высокую температуру — до 6000°C.
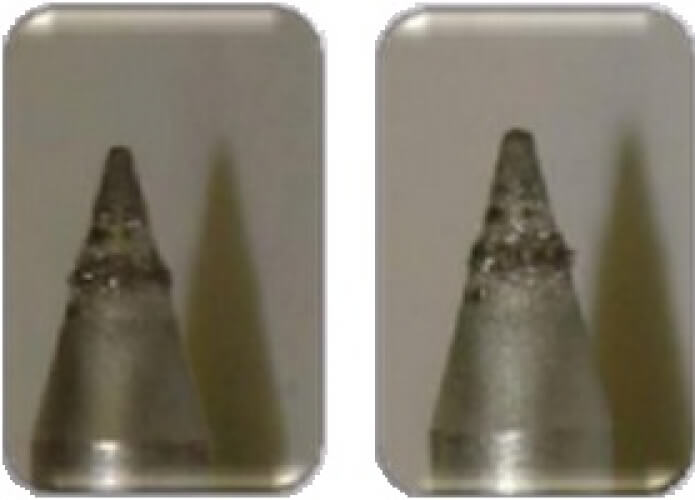
Фото автора. Горение дуги на кончике вольфрамового электрода.
Фото автора. Горение дуги на кончике вольфрамового электрода.
Перед применением электрод требует заточки, варианты которой разнятся в зависимости от ситуации и личных предпочтений сварщика.
Пример заточной машинки и схема влияния угла заточки на проникающие способности дуги в металл.
Пример заточной машинки и схема влияния угла заточки на проникающие способности дуги в металл.
Наждак также не является самым простым решением, поскольку он стационарный и далеко не каждый камень выдержит плотность вольфрама.
Лично для себя я давно нашёл отличный способ для заточки вольфрама с помощью болгарки и немецкого фибрового круга фирмы 3M с использованием абразивного минерала 3M™ Cubitron™ II, который справляется с температурой нагрева до 987 градусов по Цельсию.
*Простые фибровые круги или простой обдирочный со своей задачей справляются очень медленно и нередко перегревают вольфрам.
Фото автора. Фибровый круг на болгарку 3M™ Cubitron™ II в размере Р60+.
Фото автора. Фибровый круг на болгарку 3M™ Cubitron™ II в размере Р60+.
Невероятную живучесть и мощность этих кругов я уже приводил на одном из небольших видео, когда работал в Чехии, где, собственно, с ними и познакомился впервые.
Посмотрите с какой лёгкостью и за какое короткое время эти круги справились с полоской стали в 6 мм (видео):
К слову, за свою рабочую практику, я перепробовал целую массу различных фибровых кругов различного состава и производства, но рядом с «Кубитрон» от «Три Эм» не поставил бы рядом не один из них. Преимущество в долговечности и эффективности колоссальное.
С особотвёрдым вольфрамовым электродом эти круги также справляются максимально быстро (видео):
*Электрод WT-20 (2.4 мм), круг не новый.
Ценовая политика 3M для кругов Cubitron™ II, учитывая их уникальную долговечность, не притесняет. Достаточно дин раз попробовать и больше не смотреть в сторону других марок и производителей.
К фибровым кругам Вам также понадобится специальная оправка (пластмассовый диск) на которых они крепятся:
В силу того, что полотно вольфрамового электрода располагается вдоль своей оси, точить его следует также вдоль движения движущегося круга.
Таким образом избегается возможность получения так называемого «завихрения» и достигается стабильное горение дуги в одном направлении.
Если Вы уже опробовали круги 3M™ Cubitron™ II не забудьте оставить свой отзыв в комментариях!
Вольфрамовый электрод нашел применение в среде защитных газов (гелий, аргон). Реже используется при плазменной резке и наплавке.
Вольфрамовые электроды для аргонодуговой сварки обладают высокой тугоплавкостью (3000 градусов). Изготовляются методом порошковой прессовки. Кроме вольфрама (температура кипения 5800 градусов) в составе в зависимости от марки изделия, присутствуют оксиды:
Марки вольфрамовых электродов
Для удобства сварщиков на неплавящиеся электроды наносится цветная маркировка.
1) WP (зеленый наконечник) — содержание вольфрама 99,5%, для сварочных работ с магнием (сплавами), алюминием. Большое содержание вольфрама повышает устойчивость дуги на переменном токе в среде гелия и аргона. Рабочую зону электрода делают в виде нароста-шарика.
2) WT-20 (красный код) — добавлен диоксид тория (2%).
Соединение на постоянном токе: меди, титана и нержавеющих, низколегированных, углеродистых сталей. Марка востребованная, но торий — радиоактивный материал, при заточке торированных электродов образуется пыль вредящая здоровью человека. Рабочая зона сварщика нуждается в хорошей вентиляции. WT-20 сохраняют форму электрода при любой силе тока, а угол заточки изменяется под сварочные нужды.
3) WС-20 (серый наконечник) — добавлен диоксид церия (2%).
Марка применяется для сварки сталей и сплавов на постоянном и переменном токе. Деоксид церия (нерадиоактивный элемент) улучшает запуск дуги и повышает допустимые значения тока. WС-20 используется для сварки тонколистовой стали, трубопроводов и орбитальных труб. Недостаток цериевых изделий в концентрации оксида в рабочей зоне электрода.
4) WY-20 (тёмно-синий наконечник) с добавкой диоксида иттрия (2%).
Варят на постоянном токе медь, титан (сплавы) и стали — нержавеющие, углеродистые, низколегированные. Иттрированная добавка улучшает устойчивость дуги во всех токовых режимах.
5) WZ-8 (белая маркировка) — оксид циркония (0.8%).
Для сварки на переменном токе алюминия, магния и сплавов. Рабочая зона электродов с цирконием в форме сферы, превосходит по токовой нагрузке другие изделия.
6) Вольфрамовые электроды для аргонодуговой сварки с включениями окиси лантана:
WL-15 (цвет золотистый), 1.5% оксида лантана;
WL-20 (код синий), 2% лантана;
WR-2 (бирюзовый наконечник) — оксид лантана (1.4%).
Изделия с оксидом лантана имеют легкий запуск и устойчивую дугу, прожоги металла минимальные, уменьшенный износ рабочей зоны электрода. Применяются для всех видов сталей и сплавов.
Размеры и цены на электроды:
Самые популярные диаметры — 1,6-2,5 мм.
Цена на вольфрамовые изделия зависит от производителя, марки и диаметра электрода.
Стоимость WL-15 из Китая (1.0 мм, универсальный) — 40 рублей. Германское изделие TBi D (3.0 мм, красный для нержавеющей стали) обойдется в 340 рублей. За китайский WT-20 (5.0 мм, красный для нержавеющей стали) придется выложить 900 рублей.
Как правильно затачивать вольфрамовые изделия
Перед работой электроды для аргонной сварки затачиваются. Для получения правильной длины заточки, аргонщики советуют простую формулу: диаметр электрода умножить на 2,5.
Например, диаметр 3,2 мм умножаем на 2,5 и получаем длину заточки 8 мм (рисунок выше).
При сварке алюминия на переменном токе, шарик на вольфрамовом изделии образуется САМ. Специально притуплять электрод, делая полусферой — не обязательно.
Электрод стачивается вдоль, как карандаш. Если затачивать поперек, то риски от абразива создадут препятствия для стабильной дуги.
Точить можно наждаком или болгаркой, вращая изделие в руках. Для равномерной заточки, можно стержень закрепить в патроне шуруповерта или электродрели, выставив малые обороты вращения.
По технике безопасности, одевайте маску для защиты органов дыхания от пыли.
Автоматизация процесса заточки
Продаются специальные машинки для заточки вольфрамовых электродов для аргоновой сварки. В комплектацию входит — ударопрочный чемодан для хранения прибора, электромашинка, приспособление для фиксации электрода в держателе.
Устройство машинки включает:
Желающие приобретают это устройство для домашних нужд.
P.S. В процессе практики, вы отдадите предпочтение полюбившимся электродным маркам, которые будете использовать чаще всего.
Время чтения: 3 минуты
Сейчас вольфрамовые электроды используются повсеместно. Их применяют для сварки алюминия, нержавеющей стали, цветных металлов и многих других материалов. Связка вольфрамовый электрод + защитный газ — это хороший выбор для тех, кто хочет добиться качественных сварных соединений.
Общая информация
Вольфрам — это один из самых тугоплавких металлов, применяемых для изготовления электродов. Температура плавления вольфрама — более 3000 градусов по Цельсию. В условиях обычной сварки такие температуры не используются. Поэтому вольфрамовые электроды называют неплавящимися. При применении они практически не меняются в размере.
Но, несмотря на это, вольфрамовые электроды все же могут стать короче. В процессе сварки (например, при поджигании дуги или при формировании шва) электрод может стачиваться о поверхность металла. В большинстве случаев это не так уж страшно. Но порой затупленный электрод становится причиной непровара.
Читайте также: Вольфрамовые электроды по цветам
К переносным относится ручная машинка для заточки вольфрамовых электродов, а к стационарным — станок для заточки вольфрамовых электродов. На наш взгляд, применение таких приспособлений дает оптимальный результат.
Форма заточки может быть сферической или конической. Сферическая форма больше подходит для сварки постоянным током, а коническая — для сварки переменным током. Некоторые сварщики отмечают, что не замечают большой разницы при сварке электродами с разной формой заточки. Но наш опыт показал, что отличия все-таки есть. И если вы выполняете сварку профессионально, то будет очевидна.
Оптимальную длину заточенной части можно рассчитать по формуле Ø*2. Т.е., если диаметр электрода равен 3 мм, то длина заточенной части должна быть 6 мм. И так по аналогии с любым другим диаметром. После заточки немного притупите конец электрода, постучав им по твердой поверхности.
Еще один важный параметр — это угол заточки электрода. Он будет зависеть от того, какую величину сварочного тока вы будете использовать.
Так, при сварке на малом значении сварочного тока для заточки будет достаточно угла в 10-20 градусов. Оптимальный угол — 20 градусов.
Угол заточки в 20-40 градусов — это хороший вариант при сварке с применением средних значений сварочного тока.
Если вы используете токи большой величины, то угол заточки может быть от 40 до 120 градусов. Но мы не рекомендуем затачивать стержень более чем на 90 градусов. Иначе дуга будет гореть нестабильно и вам будет трудно сформировать шов.
Вместо заключения
Это все, что вам нужно знать о заточке вольфрамового электрода. Данную процедуру можно произвести с любым неплавящимся стержнем, он не обязательно должен быть изготовлен из вольфрама. Мы поделились общими рекомендациями касаемо заточки. Если у вас есть свои методы или способы, вы можете поделиться ими в комментариях. Ваш опыт будет полезен для всех новичков. Желаем удачи в работе!
Чем лучше точить вольфрамовые электроды?
#1 Урий
Отправлено 03 Ноябрь 2014 17:41
#2 Георгий 11
Просьба не хамить мне,а не то буду жмать кнопку жалоба
Отправлено 03 Ноябрь 2014 17:45
Урий,чем мельче камень,тем лучше,но за неимением таковых можно и на болгарке подправить,но это не лучший вариант.
#3 Урий
Отправлено 03 Ноябрь 2014 17:55
#4 ARGONIUS
Отправлено 03 Ноябрь 2014 18:20
Никакой разницы от заточки на алмазе или просто мелкозернистом камне не заметил. Одинаково хорошо зажигается и горит. Заточеный на крупнозернистом камне вольфрам зажигается и горит точно так же хорошо, просто точить неудобно и кончик чаще обламывается при заточке.
Так что никакой разницы на чём точить, лишь бы риски от заточки вдоль электрода были.
#5 chdv1971
Отправлено 03 Ноябрь 2014 18:23
#6 Sakhalin_Cat
Отправлено 03 Ноябрь 2014 18:29
Вот такие бывают точилки. Фоткам лет 7 уже. В своё время потратил кучу бабок на её приобретение, думал что очень нужная вещь.
На них можно получить любой угол с одинаковой повторяемостью. Правда валяется где-то в углу уже несколько лет, а точим на ленте, так как наждака нету.
Прикрепленные изображения
Сообщение отредактировал Sakhalin_Cat: 03 Ноябрь 2014 18:34
#7 chdv1971
Отправлено 03 Ноябрь 2014 18:44
Вот такие бывают точилки. Фоткам лет 7 уже
Очень дорогая штука. Сам засматривался, но цена сильно отпугивает. Всё казалось, что после этого девайса аппарат начнёт сам варить.Лучше маску хорошую купить или две.
Сообщение отредактировал chdv1971: 03 Ноябрь 2014 18:46
#8 Урий
Отправлено 03 Ноябрь 2014 18:53
Sakhalin_Cat, на ленте и на этом аппарате что на Вашем фото есть? Речь идет на чем лучше точить из 2 Ваших вариантов.
Сообщение отредактировал Урий: 03 Ноябрь 2014 18:54
#9 Sakhalin_Cat
Отправлено 03 Ноябрь 2014 19:48
на чем лучше точить из 2 Ваших вариантов.
Для ручной сварки, без разницы на чем точить. На ленте гораздо быстрее.
А вот когда варит автомат например орбиталка, там без этого аппарата уже никуда, повторяемость стыка непойдет или количество танцев с бубном вырастает на порядок..
Сам засматривался, но цена сильно отпугивает.
В ручной сварке бесполезная приблуда, только если повыпендриваться.
#10 laguna
Отправлено 03 Ноябрь 2014 19:57
Хотел выложить фото аппарата для заточки вольфрамов, но по-моему, удалил фотографии с компа… Где то на форуме есть точно, удобная штучка, правда всего 4 заданных угла заточки, но на несколько диаметров электрода. Сейчас пользую вариант гораздо проще: ленточный наждак и акумуляторная дрель. В патроне дрели зажимаете вольфрам и на быстрой скорости затачиваете на работающем наждаке любой задуманный угол. Только сноровка нужна поначалу, а потом будет легко и просто!
#11 Sakhalin_Cat
Отправлено 03 Ноябрь 2014 20:04
В патроне дрели зажимаете вольфрам
#12 laguna
Отправлено 03 Ноябрь 2014 20:47
И так затачиваю, без проблем. Не удобно когда короткий электрод: быстро нагревается и обжигает пальцы. А в патроне ак.дрели — легко и пальцы не обжигаются. Привык…
#13 G_Kar
Отправлено 03 Ноябрь 2014 21:11
Точим на маленьком наждаке, купили самое мелкое зерно, которое было в розничной продаже, специально делал риски и вдоль и поперек и по спирали — разницы не заметил.
Мои работы в инстаграм: @MOV_engineering
#14 Урий
Отправлено 03 Ноябрь 2014 21:43
#15 selco
Удовольствие от высокого качества длится дольше чем радость от
Отправлено 04 Ноябрь 2014 00:10
Обозначение мелких наждаков имеется особенно которых хватает на долго?






Удовольствие от высокого качества длится дольше чем радость от низкой цены…
#16 демонстратор
Отправлено 04 Ноябрь 2014 08:52
Сообщение отредактировал демонстратор: 04 Ноябрь 2014 09:05
#17 Sakhalin_Cat
Отправлено 04 Ноябрь 2014 12:09
на полиуритановом саморасширяющемся барабане
Вы бы его сфотали крупно с разных ракурсов. Штука редкая, Думаю тут мало кто видел такие прибамбасы.
У меня надувные для полировки плоскостей используются.
Колечки готовые приобретаете или склеечная машинка есть?
Сообщение отредактировал Sakhalin_Cat: 04 Ноябрь 2014 12:13
#18 демонстратор
Отправлено 04 Ноябрь 2014 13:35
Сообщение отредактировал демонстратор: 04 Ноябрь 2014 13:50
#19 selco
Удовольствие от высокого качества длится дольше чем радость от
Отправлено 04 Ноябрь 2014 13:44
Никто ни мог видеть этот прибамбас, я его сам придумал и сам сделал
Тем более тогда фото требуются по подробнее вместе с УШМ.
Удовольствие от высокого качества длится дольше чем радость от низкой цены…



