Сверление отверстий в плате.

Все кто делает какие-либо электронные устройства, сталкивается со сверлением отверстий на печатной плате для деталей. Я в свое время начинал с ручной дрели – то еще удовольствие)
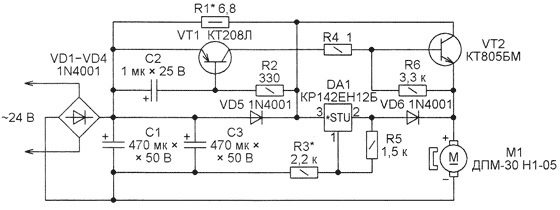
После приобрел мини дрель (1300 р.) – совсем другое дело! Затем в интернете наткнулся на схему для управления моторчиком мини дрели. Дрель слабенько крутится, но как только нажимаешь на плату сверлом – включается на полную. Очень хорошая идея, т.к. отпадает необходимость в накернении отверстий – подвел сверло куда необходимо и сверлишь спокойно, сверло уже не будет «ездить по плате».
Следующий этап в модернизации – сделать сверлильный станок (ну не сам по себе станок а его так сказать подобие), но это как говориться на любителя. В интернете разные есть варианты от дрели прикрученной к механизму от мебельных ящиков, до полупрофессиональных, на микроконтроллерном управлении.
Для себя сделал простой вариант, не требующий ничего! Только то, что под рукой.
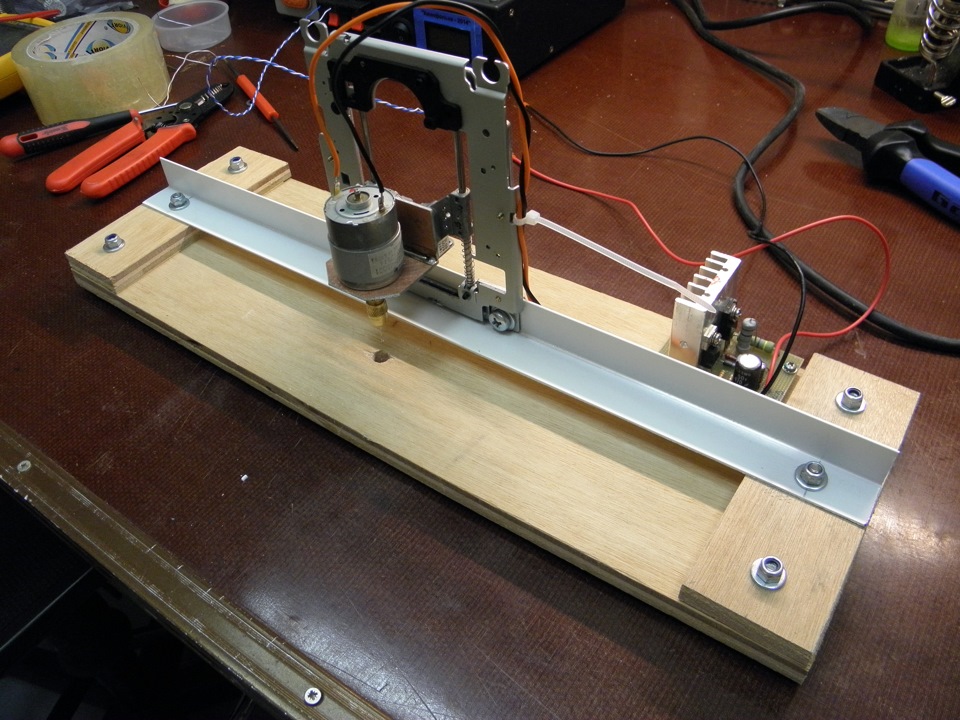
Основа – старый привод. Вынимаем с привода все что нам необходимо – остальное пусть ждет своего часа, стачиваем ровную плоскость для крепления кронштейна дрели. Делаем кронштейн из листов фольгированного текстолита. Вставляем пружину на один из штоков.
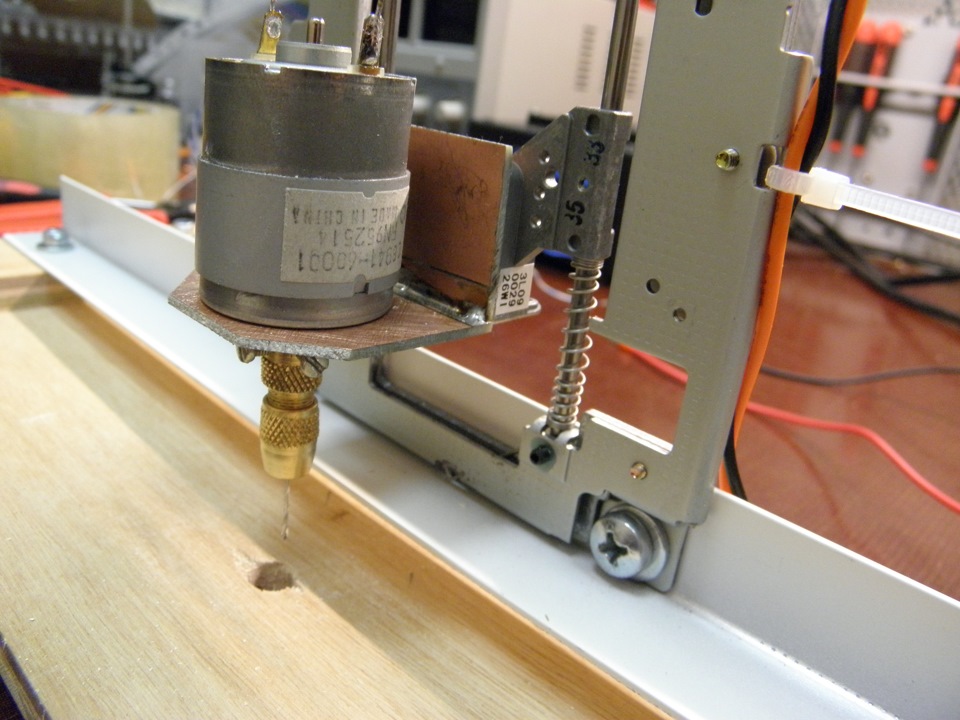
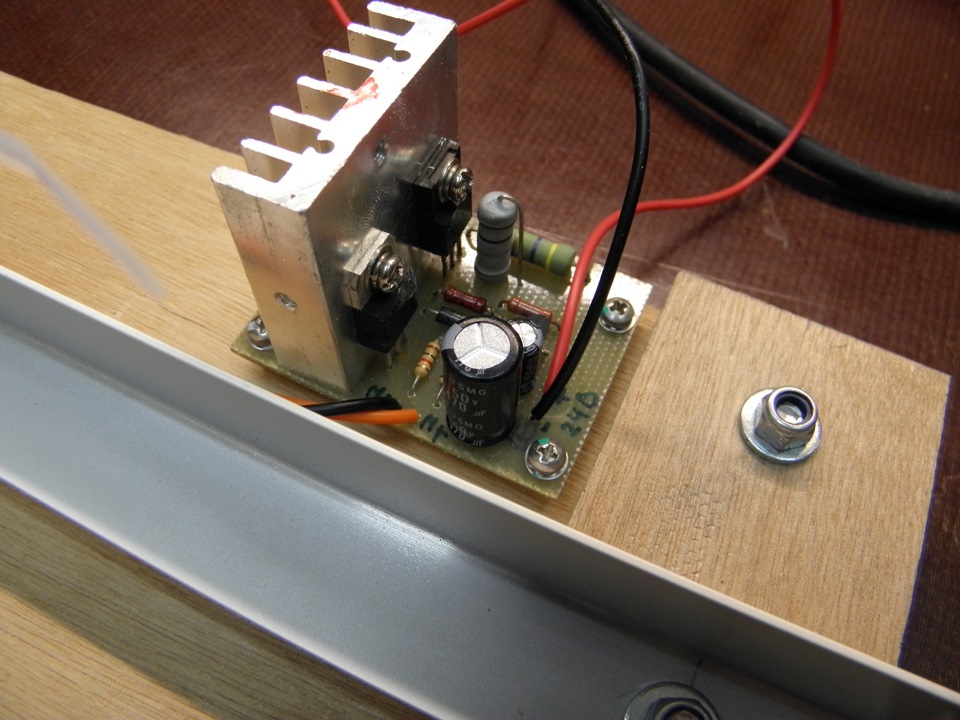
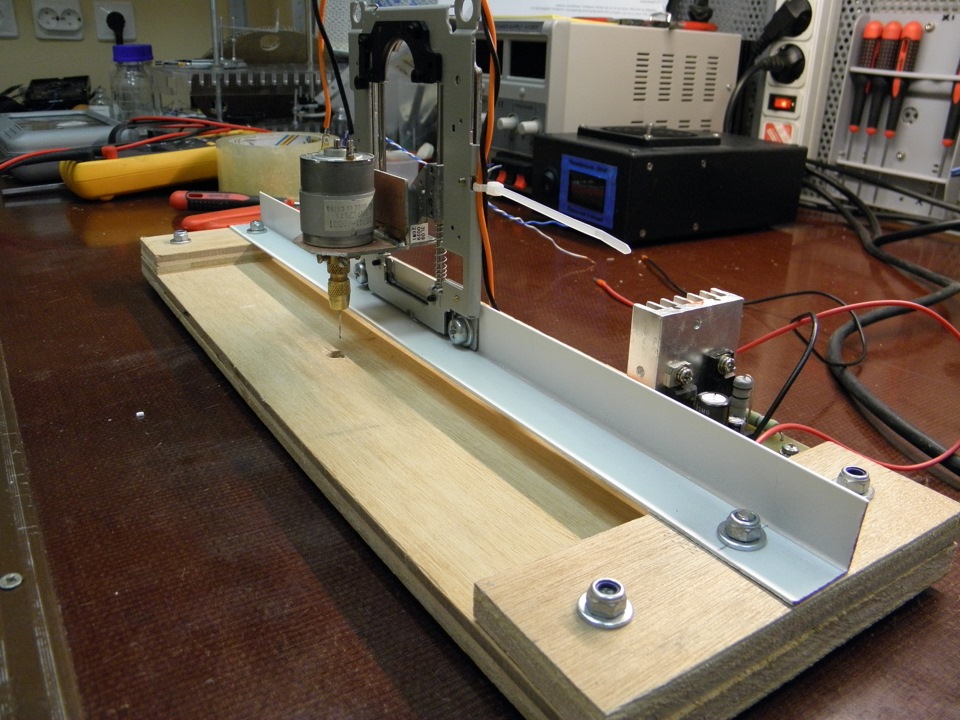
Делаем корпус станка, я взял фанеру – или как она правильно называется от старого ящика. Алюминиевый уголок, крепим привод (точнее то, что от него осталось) на уголок, прикручиваем дрель. Делаем отверстие в основании станка для выхода сверла дрели. Ставим плату управления где-нибудь в сторонке, на стойки, стойки в фанеру – готово! В результате сверлить платы достаточно удобно, не держишь в руках дрель, позиционируешь лишь плату, отверстия получаются ровные.
Спасибо за внимание.
Рисунок печатной платы в формате lay — жми.
Тема: Сверление печатных плат.
Опции темы
Поиск по теме
Сверление печатных плат.
Народ, возник такой вопрос кто чем сверлит платы. Я имею ввиду как инструмент, так и сверла.
Использую небольшой эл.дв. ДПМ-25, с цанговым зажимом. Нормально, но если нужно просверлить несколько сотен отверстий, рука отваливается.
Очень хочу найти подходящий маленький настольный станочек, типа вот этого:
http://www.amazon.com/Milescraft-109. STQ86XGPHR7WT8
Кстати, правильно ли я понял, что сей станок продается без моторчика?
И еще по сверлам. Обычные сверла на стеклотекстолите очень уж быстро тупятся. Слышал, что есть миниатюрные сверла (0.6-1 мм) с твердосплавными наконечниками, но не видел. Кто-нибудь пользуется?

![]()
![]()
DL3MIH
Спасибо за ответ.
Как сделать самодельный станочек, я в принципе знаю, но проблема в том, что для таких диаметров сверла нужно абсолютно исключить малейший люфт механизма. Хотя, где-то у меня валяется часть от телескопа, там как раз раздвигаются две половинки без люфта, правда, неудобно немного, винтом.
Вот насчет сверл очень интересно, не знал что они целиком из сплава. Надо будет на том же амазоне, что ли, поискать.
Да, станочек по ссылке без моторчика, моторчик отдельно тоже продается. И цены совсем невеликие, но учитывая что это все досольно тяжелый металл, из-за веса пересылка через DHL будет дорогой, блин.
Чем сверлить платы печатные
Зарегистрируйтесь и получите два купона по 5$ каждый:https://jlcpcb.com/cwc
МитяРа  | | |||
Карма: 14 | | |||

| ploop | | |||
Карма: 68 |
| |||

| Brigadir | | |||
Карма: 43 |
| |||

| crytonica | | ||
Зарегистрирован: Ср июн 03, 2009 13:33:07 |
| ||

| sputnic1436 |
| |

| Neko72 | | |||
Карма: 11 |
| |||


| Паятель | | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Карма: 10 |
Часовой пояс: UTC + 3 часа Кто сейчас на форумеСейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 14 Как сделать действительно хорошую плату в домашних условияхЭта страница в чем разница» rel=dofollow»>страница является руководством по производству высококачественных печатных плат (далее ПП) быстро и эффективно, особенно для профессионального макетирования производства ПП. В отличие от большинства других руководств, акцент делается на качестве, скорости и минимальной стоимости материалов. С помощью описанных на этой странице методов вы сможете сделать одностороннюю и двухстороннюю плату достаточно хорошего качества, пригодную для поверхностного монтажа с шагом расположения элементов 40-50 элементов на дюйм и с шагом расположения отверстий 0.5 мм.
Методика, описанная здесь, является суммированным опытом, собранным в течение 20 лет экспериментов в этой области. Если вы будете точно следовать описанной здесь методике, то сможете каждый раз получать ПП отличного качества. Конечно, вы можете экспериментировать, но помните, что неосторожные действия могут привести к существенному снижению качества. СверлениеЕсли в качестве основного материала вы используете FR-4, то вам понадобятся сверла, покрытые карбидом вольфрама, сверла из быстрорежущих сталей очень быстро изнашиваются, хотя сталь можно применять для сверления одиночных отверстий большого диаметра (больше 2 мм), т.к. сверла с напылением карбида вольфрама такого диаметра слишком дорогие. При сверлении отверстий диаметром меньше 1 мм, лучше использовать вертикальный станок, иначе ваши сверла будут быстро ломаться. Движение сверху вниз самое оптимальное с точки зрения нагрузки на инструмент. Карбидные сверла изготавливают с жестким хвостовиком (т.е. сверло точно соответствует диаметру отверстия), или с толстым (иногда называют «турбо») хвостовиком, имеющим стандартный размер (обычно 3.5 мм). При сверлении сверлами с карбидным напылением важно жестко закрепить ПП, т.к. сверло может при движении вверх вырвать фрагмент платы.
РезкаЕсли вы производите ПП серийно, вам понадобится для резки гильотинные ножницы (стоят они около 150 у.е.). Обычные пилы быстро тупятся, за исключением пил с карбидовым покрытием, а пыль во время пилки может вызвать раздражение кожи. Пилой можно случайно повредить защитную пленку и разрушить проводники на готовой плате. Если вы хотите пользоваться гильотинными ножницами, то будьте очень осторожны при отрезании платы, помните, что лезвие очень острое.
Если вам надо отрезать плату по сложному контуру, то это можно сделать либо просверлив много маленький отверстий и отломав ПП по полученным перфорациям, либо с помощью лобзика или маленькой ножовки, но приготовьтесь часто менять лезвие. Практически можно сделать угловой срез и гильотинными ножницами, но будьте очень осторожны. Сквозная металлизацияКогда вы делаете двухстороннюю плату, возникает проблема объединения элементов на верхней стороне платы. Некоторые компоненты (резистор, поверхностные интегральные схемы) намного легче припаять, чем другие (например конденсатор со штыревыми выводами), поэтому возникает мысль: сделать поверхностное соединение только «легких» компонентов. А для DIP-компонентов использовать штифты, причем предпочтительнее использовать модель с толстым штифтом, а не с разъемом.
Немного приподнимите DIP-компонент над поверхностью платы и спаяйте пару штырьков со стороны припоя, сделав на конце небольшую шляпку. Затем надо припаять требуемые компоненты к верхней стороне с помощью повторного нагрева, причем при пайке дождитесь, пока припой заполнит пространство вокруг штырька (см. рисунок). Для плат с очень плотным расположением элементов необходимо хорошо продумать компоновку, чтобы облегчить пайку DIP-компонентов. После того, как вы закончили сборку платы, необходимо произвести двухсторонний контроль качества монтажа. Для переходных отверстий используют быстромонтируемые связующие штыри диаметром 0.8 мм (см. рисунок).
Это самый доступный способ электрического соединения. Вам потребуется всего лишь точно ввести конец прибора в отверстие на всю длину, повторить тоже с другими отверстиями.Если вам необходимо произвести сквозную металлизацию, например, чтобы соединить недоступные элементы, или для DIP- компонентов (связующих штырей), вам понадобится система «Copperset». Эта установка очень удобна, но дорогостоящая (350$). Она использует «пластинчатые бруски» (см. рисунок), которые состоят из бруска припоя с медной втулкой металлизированной с наружной стороны. На втулке нарезаны засечки с интервалом 1.6 мм, соответствующие толщине платы. Брусок вводится в отверстие с помощью специального аппликатора. Затем отверстие пробивают керном, который вызывает перекос металлизированной втулки, и также выталкивает втулку из отверстия. Контактные площадки напаиваются с каждой стороны платы для присоединения втулки к контактным площадкам, затем припой удаляется вместе с оплеткой.
К счастью, эту систему возможно использовать для металлизации стандартных отверстий 0.8 мм без приобретения полного комплекта. В качестве аппликатора можно использовать любой автоматический карандаш диаметром 0.8 мм, модель которого имеет наконечник похожий на изображенный на рисунке, работающий намного лучше, чем настоящий аппликатор.Металлизацию отверстий надо производить до начала монтажа, пока поверхность платы совершенно плоская. Отверстия должны быть просверлены диаметром 0.85 мм, т.к. после металлизации их диаметры уменьшаются.
Заметим, что если ваша программа чертила контактные площадки таким же размером, что и размер сверла, то отверстия могут выходить за их пределы, приводя к неисправностям платы. Идеально, чтобы контактная площадка выходила за пределы отверстия на 0.5 мм. Металлизация отверстий на основе графита
Гальванический процесс осаждения хорошо отработан и широко описан в литературе. Установка для проведения данной операции представляет собой ёмкость, заполненную раствором электролита (насыщенный раствор Cu2SO4+10% раствор H2SO4), в которую опущены медные электроды и заготовка. Между электродами и заготовкой создается разность потенциалов, которая должна обеспечить плотность тока не более 3-х ампер на квадратный дециметр поверхности заготовки. Большая плотность тока позволяет достигать больших скоростей осаждения меди. Так для осаждения на заготовку толщиной 1.5 мм необходимо осадить до 25 мкм меди, при такой плотности этот процесс идет чуть более получаса. Для интенсификации процесса в раствор электролита могут добавляться различные присадки, а жидкость может подвергаться механическому перемешиванию, борбатажу и др. При неравномерном нанесении меди на поверхность заготовка может быть отшлифована. Процесс металлизации графитом, как правило, использует в субтрактивной технологии, т.е. перед нанесением фоторезиста. Вся паста, оставшаяся перед нанесением меди, уменьшает свободный объем отверстия и придает отверстию неправильную форму, что осложняет дальнейший монтаж компонентов. Более надежным методом удаления остатков токопроводящей пасты является вакуумирование или продувка избыточным давлением. Формирование фотошаблонаВам необходимо произвести позитивную (т.е. черный = медь) полупрозрачную пленку фотошаблона. Вы никогда не сделаете действительно хорошую ПП без качественного фотошаблона, поэтому эта операция имеет большое значение. Очень важно получить четкое и предельно непрозрачное изображение топологии ПП. На сегодняшний день и в будущем фотошаблон будут формировать с помощью компьютерных программ семейства P-CAD или пригодных для этой цели графических пакетов. В данной работе мы не будем обсуждать достоинства программного обеспечения, скажем только, что вы можете использовать любые программные продукты, но совершенно необходимо, чтобы программа выводила на печать отверстия, расположенные в центре контактной площадки, используемые при последующей операции сверления как маркеры. Практически невозможно вручную просверлить отверстия без этих ориентиров. Если вы хотите использовать CAD общего назначения или графические пакеты, то в установках программы задайте контактные площадки либо как объект, содержащий черную залитую область с белой концентрической окружностью меньшего диаметра на ее поверхности, или как незаполненную окружность, установив предварительно большую толщину линии (т.е. черное кольцо).
Фотошаблон должен быть распечатан таким образом, чтобы при экспонировании сторона, на которую наносятся чернила, была повернута к поверхности ПП, для обеспечения минимального зазора между изображением и ПП. Практически это означает, что верхняя сторона двухсторонней ПП должна быть напечатана зеркально. Качество фотошаблона очень зависит как от устройства вывода и материала фотошаблона, так и от факторов, которые мы обсудим далее. Материал фотошаблонаУстройство выводаТакже важно отметить, что принтер производит хорошие черные отпечатки без вкраплений тонера. Если вы планируете купить принтер для изготовления ПП, то первоначально необходимо протестировать данную модель на обычном листе бумаги. Даже лучшие лазерные принтеры могут не покрывать полностью большие области, но это не является проблемой, если пропечатываются тонкие линии. При использовании кальки или чертежной пленки необходимо иметь руководство по заправке бумаги в принтер и правильно осуществлять смену пленки, чтобы избежать заклинивания аппаратуры. Помните, что при производстве маленьких ПП, для экономии пленки или кальки, можно разрезать листы пополам или до нужного формата (например, разрезать А4, чтобы получить А5). Некоторые лазерные принтеры печатают с плохой точностью, но поскольку любая ошибка линейна, то ее можно компенсировать масштабированием данных при выводе на печать. ФоторезистЛучше всего использовать стеклотекстолит FR4,уже с нанесенным пленочным резистом. В противном случае вам придется самостоятельно покрывать заготовку. Вам не понадобится темная комната или приглушенное освещение, просто избегайте попадания прямых солнечных лучей, минимизируя избыточное освещение, и производите проявку непосредственно после облучения ультрафиолетом. Редко применяются жидкие фоторезисты, которые наносятся распылением и покрывают медь тонкой пленкой. Я не рекомендовал бы их использование, если вы не имеете условий для получения очень чистой поверхности или хотите получить ПП с низким разрешением. ЭкспонированиеПлату, покрытую фоторезистом, необходимо подвергнуть облучению ультрафиолетовым излучением через фотошаблон, используя УФ-установку.
Установку экспонирования можно оборудовать таймером, высвечивающим длительность воздействия излучения на ПП, предел его измерения должен быть от 2 до 10 минут с шагом 30 с. Неплохо было бы снабдить таймер звуковым сигналом, сообщающим об окончании времени экспонирования. Идеально было бы использовать механический или электронный таймер для микроволновой печи. Вам придется экспериментировать, чтобы подобрать требуемое время экспонирования. Попробуйте провести экспонирование через каждые 30с, начиная с 20 секунд и заканчивая 10 минутами. Проявите ПП и сравните полученные разрешения. Заметьте, что при передержке изображение получается лучше, чем при недостаточном облучении. Итак, для проведения экспонирования односторонней ПП поверните фотошаблон печатной стороной вверх на стекле установки, удалите защитную пленку и положите ПП чувствительной стороной вниз поверх фотошаблона. ПП должна быть прижата к стеклу, чтобы получить минимальный зазор для лучшего разрешения. Этого можно достичь либо положив на поверхность ПП какой-нибудь груз, либо присоединив к УФ-установки навесную крышку с каучуковым уплотнением, которая прижимает ПП к стеклу. В некоторых установках для лучшего контакта ПП фиксируют созданием вакуума под крышкой с помощью маленького вакуумного насоса. Проэкспонируйте каждую сторону ПП по очереди. После облучения ПП вы сможете увидеть изображение топологии на пленке фоторезиста. Наконец можно отметить, что короткое воздействие излучения на глаза не приносит вреда, но человек может почувствовать дискомфорт, особенно при использовании мощных ламп. Для рамы установки лучше использовать стекло, а не пластик, т.к. оно более жесткое и в меньшей степени подвержено появлению трещин при контакте. Можно комбинировать УФ лампы и трубки белого света. Если у вас бывает много заказов на производство двухсторонних плат, то дешевле было бы приобрести установку двухстороннего экспонирования, где ПП помещаются между двумя световыми источниками, и излучению подвергаются обе стороны ПП одновременно. Проявление
Отсутствие проблемы передержки в растворе позволит вам увеличить его концентрацию для уменьшения времени проявления ПП. Рекомендуется смешивать 1 часть концентрата со 180 частями воды, т.е. в 200 мл воды содержится чуть более 1,7 гр. силиката, но возможно сделать более концентрированную смесь, чтобы изображение проявлялось примерно за 5 с без риска разрушения поверхности при передержке, при невозможности приобретения силиката натрия, можно использовать углекислый натрий или калий (Na2СO3). Еще один рецепт проявочного раствора: Взять 200 мл «жидкого стекла», добавить 800 мл дистиллированной воды и размешайте. Затем к этой смеси добавьте 400 г гидроксида натрия. ТравлениеОбычно в качестве травителя используют хлорид железа. Это очень вредное вещество, но его легко получать и оно намного дешевле, чем большинство аналогов. Хлорид железа травит любой металл, включая нержавеющие стали, поэтому при установке оборудования для травления используйте пластический или керамический водослив, с пластиковыми винтами и шурупами, и при присоединении любых материалов болтами, их головки должны иметь кремнево-каучуковое уплотнение. Если же у вас металлические трубы, то защитите их пластиком (при установке нового слив идеально было бы использовать термостойкий пластик). Испарение раствора обычно происходит не очень интенсивно, но когда ванны или бак не используются, их лучше накрывать. Рекомендуется использовать гексагидрат хлорида железа, который имеет желтую окраску, и продается в виде порошка или гранул. Для получения раствора их необходимо залить теплой водой и размешать до полного растворения. Производство можно существенно улучшить с точки зрения экологии, добавив в раствор чайную ложку столовой соли. Иногда встречается обезвоженный хлорид железа, который имеет вид коричнево-зеленых гранул. По возможности избегайте использования этого вещества. Его можно применять только в крайнем случае, т.к. при растворении в воде он выделяет большое количество тепла. Если вы все-таки решили сделать из него травильный раствор, то ни в коем случае не заливайте порошок водой. Гранулы нужно очень осторожно и постепенно добавлять к воде. Если получившийся раствор хлорного железа не вытравливает до конца резист, то попробуйте добавить небольшое количество соляной кислоты и оставить его на 1-2 дня. Если вы не используете емкость с подведенным воздухом для бурления раствора, то вам необходимо периодически передвигать плату, чтобы обеспечить равномерное травление. ЛужениеНанесения олова на поверхность ПП проводят для облегчения пайки. Операция металлизации состоит в осаждении тонкого слоя олова(не более 2 мкм)на поверхности меди.
Среди выше перечисленных наиболее распространены растворы 1 и 2. Внимание! Раствор на основе цианистого калия чрезвычайно ядовит! Иногда в качестве поверхностно-активного вещества для 1 раствора предлагается использование моющего средство «Прогресс» в количестве 1 мл/л. Добавление во 2 раствор 2-3 г/л нитрата висмута приводит к осаждению сплава, содержащего до 1,5% висмута, что улучшает паяемость покрытия и сохраняет ее в течение нескольких месяцев. Для консервации поверхности применяют аэрозольные распылители на основе флюсующих композиций. Нанесенный на поверхность заготовки лак после высыхания образует прочную гладкую пленку, которая препятствует окислению. Одним из популярных таких веществ является «SOLDERLAC» фирмы Cramolin. Последующая пайка проходит прямо по обработанной поверхности без дополнительного удаления лака. В особо ответственных случаях пайки лак можно удалить спиртовым раствором. Искусственные растворы для лужения ухудшаются с течением времени, особенно при контакте с воздухом. Поэтому если у вас не регулярно бывают большие заказы, то старайтесь приготовить сразу небольшое количество раствора, достаточное для лужения нужного количество ПП, остатки раствора храните в закрытой емкости (идеально использовать одну из бутылок, использующуюся в фотографии, не пропускающую воздух). Также необходимо защищать раствор от загрязнений, которые могут очень ухудшить качество вещества. Тщательно очищайте и высушивайте заготовку перед каждой технологической операцией. У вас должен быть специальный поднос и щипцы для этих целей. После использования инструменты также необходимо хорошо очистить. Внимание! Данные операции предполагают работу с установками и материалами, находящимися под действием высокой температуры, поэтому для предотвращения ожега необходимо пользоваться защитными перчатками, очками и фартуками. Операция лужения сплавом олово-свинец протекает аналогично, но более высокая температура расплава ограничивает область применения данного способа в условиях кустарного производства. Рекомендуемое оборудование— Установка, включающая три емкости: травильная ванна с подогревом, ванна с барботажем и проявочный поддон. Как гарантированный минимум: травильная ванна и емкость для споласкивания плат. Для проявки и лужения плат можно использовать ванночки для фотографий. Если вы не можете достать промывочную ванну, то для промывки плат можно использовать ручной разбрызгиватель (например, для поливки цветов). Ну, вот и все. Желаем вам успешно освоить данную методику и получать каждый раз прекрасные результаты.  Добро пожаловать в уникальную статью, где я, в роли  Добро пожаловать в уникальную статью, где я, в роли  Добро пожаловать в уникальную статью, где я, в роли  Добро пожаловать в уникальную статью, где я, в роли | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||