Варианты сварки ПНД труб и этапы ручной работы
Соединение труб из полиэтилена низкого давления (ПНД) в единую магистраль производится разными способами, как разъёмными так и неразъёмными. Один из самых надёжных вариантов — сварка ПНД труб.
Существует несколько методов выполнения сварочных работ, каждый из которых осуществляется по определённой технологии.
Неразъёмные соединения — сварка ПНД труб
Неразъёмный способ соединения — единственно приемлемый вариант для ПНД труб большого диаметра. Он обеспечивает высокий уровень герметичности, который удаётся создать при воздействии высоких температур.
Полиэтилен хорошо поддаётся сварке, так как сохраняет вязко-текучую консистенцию в большом диапазоне температур и отличается невысокой вязкостью расплава.
Независимо от способа создания неразъёмного соединения, к ним предъявляют следующие требования:
Различают три самых востребованных вида сварки — стыковой, раструбный, электромуфтовый. Рассмотрим подробнее каждую из технологий.
Сваривание труб встык
Сварка встык — самый популярный вариант неразъёмного соединения ПНД труб. Технология предусматривает соединение торцов двух отрезков одного диаметра. Толщина стенок у соединяемых элементов тоже должна быть одинаковой.
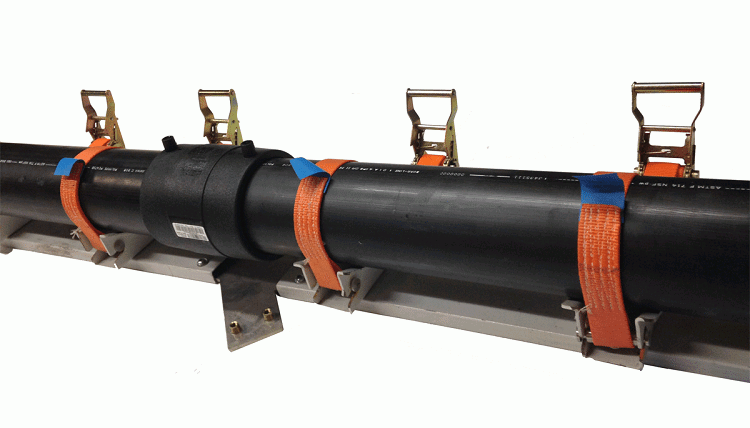
Соединение напорных труб выполняют в промышленных условиях специальной электрогидравлической и механической техникой, так как она требует повышенной точности и аккуратности.
Ручное сваривание допустимо только на безнапорных трубопроводах.

Особенности сварки встык:
Порядок сваривания встык промышленным способом:
После сварки встык шов получается безупречно ровным и симметричным. Соединение обеспечивает соединение, равнопрочное с цельным трубопроводом. Для выполнения вышеописанного процесса нужны два человека.
Выполняя сварку встык, не допускайте:
Рекомендуется сваривать трубопрокатные материалы ПНД одной марки, но бывает, приходится соединять и трубы разной маркировки.
Учтите, что при слишком сильном сжатии, внутри трубопровода создаются увеличенные наросты, снижающие эксплуатационные качества готовых магистралей. Если давления недостаточно, на сварку затрачивается больше времени. Из-за продолжительного ожидания, нагретый полиэтилен успевает остыть.
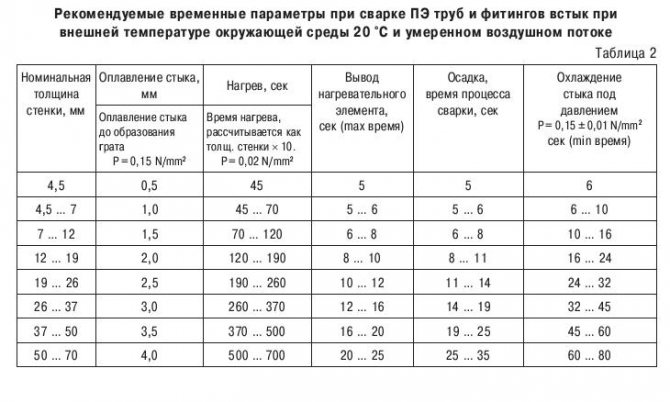
Начиная сварочные работы, необходимо согласовать параметры сварки с таблицей, в которой собраны рекомендуемые усилия и давления для разных трубопроводов.
Таблица параметров для сваривания ПНД встык:

Сваривание встык трубопровода экструдером под углом
Путём экструзионной сварки удаётся создать соединение, прочность которого составляет 70% и более от характеристик целостного материала. Такой метод применяют только для сваривания элементов из одного и того же материала.
Экструзионную сварку выполняют посредством следующего оборудования:
Особенности и порядок выполнения работ:
Швы при экструзионной сварке должны остывать без принуждения. Применяют такую сварочную технологию при монтаже безнапорных магистралей. Толщина стенок — от 6 мм, иначе изделие может деформироваться.

Раструбный метод сваривания с использованием фитингов и муфт
Использование сварки враструб позволяет состыковать участки труб разного диаметра. Соединение производится посредством помещения трубы меньшего размера в магистраль большего диаметра. Крепёж осуществляется с помощью муфт, создающих плотное и надёжное соединения.
Последовательность выполнения работы такая же как при сварке встык. Отличаются только применяемые инструменты.
Также могут понадобиться фитинги-тройники — чтобы организовать отводы. За счёт теплового расширения трубы обеспечивается герметичность муфтовых соединений.
Порядок сваривания враструб:
В результате детали сплавляются в единую поверхность. Применяют сварку враструб в отношении изделий с толщиной стенок до 5 мм. Она особенно удобна для участков магистралей, к которым проблематично подать оборудование для стыковой сварки.

Что нужно для сварки?
Сварочные работы предусматривают выполнение высокотехнологичных процессов, для которых необходимо специальное оборудование, основное и вспомогательное.
При выборе инструментов и сварочных устройств, учитывайте способ сварки и параметры труб ПНД.
Инструменты и оборудование
Работа с ПНД требует, чтобы все нагревательные элементы агрегатов имели антипригарные свойства. Тогда их не придётся чистить после сварочных работ. Все приборы, как правило, оснащены контрольными индикаторами и терморегуляторами.
Основное сварочное оборудование:
Практические все агрегаты для сваривания полиэтилена лёгкие и удобные в работе, а их нагревательные элементы легко заменяются.
Применяют сварочные агрегаты:
Нагревательные элементы представляют собой округлые пластины, покрытые слоем ПТФЭ. У них имеется температурная и сетевая лампочка, а также предохранитель. Здесь можно выставлять температуру посредством специального регулятора.
Для сварки изделий диаметром больше 400 мм применяют аппараты:
Особенно ценятся универсальные агрегаты гидравлического типа. С их помощью можно создавать множество сварных швов в минимальные сроки, так как в оборудовании имеются весь необходимый в работе функционал.
Дополнительные инструменты гидравлических аппаратов:
Выполняя сварку любым из вышеприведённых способов, необходимо использовать полный набор инструментов. Если пренебречь тем или иным оборудованием, соединение может получиться недостаточно качественным, а то и вовсе бракованным.
Фитинги для соединения
Фитинги для сварки — элементы, предназначенные для соединения труб, в том числе разного диаметра, а также для создания разветвлений, поворотов трасс. С помощью фитингов можно также соединять трубопрокатные материалы, изготовленные из различных материалов.
Такого рода элементы бывают:
Также бывают компрессионные фитинги, но для сварочных работ они не подходят. Эти полиэтиленовые детали с уплотнителями нужны для создания разъёмных соединений без сварки. Создают средний уровень герметичности.

Трубы ПНД
ПНД — полиэтиленовые трубы, изготовленные при низком давлении, меньше 2 МПа. Готовый материал имеет невысокую плотность, вследствие чего и вес у него небольшой — это делает установку и соединение более простым.
Различают несколько видов таких труб:
Этапы работы
Чтобы процесс сварки труб ПДН протекал без задержек, а его результатом был качественный шов, обеспечивающий долгосрочную работу магистрали, нужно действовать в определённом порядке.
Подготавливаем трубы ПНД перед сваркой
Перед началом сварочных работ необходимо провести ряд подготовительных мероприятий. Если всё сделать правильно, во время сварки не придётся отвлекаться на поиск недостающего инструмента, исправление недочётов и т. п.
Подготовка к сварке:
Отдельного внимания требует сварочное оборудование. Его необходимо проверить — исправно ли, и подготовить к работе.
Как подготовить сварочное оборудование:
Нормативы сварки встык
До определённого времени в России была путаница с нормативной базой сварки ПНД, так как одновременно действовало несколько документов.
С 2013 года работают ГОСТы на оборудование и на технологию стыковых сварочных работ. Это не означает, что импортное, низкосортное сварочное оборудование утилизировали или перестали покупать, однако российские производители получили стимул повышать качество выпускаемых аппаратов.
Действующий ГОСТ 55276 Р 55276-2012 (Трубы и фитинги пластмассовые) позволил унифицировать технологию стыковой сварки ПНД на территории России.
На что обратить внимание:
Производим стыковую сварку своими руками
Имея специальный сварочный аппарат, можно выполнять сварку ПНД труб встык своими руками. Соединение достигается за счёт размягчения полиэтилена и формирования надёжного шва. Этот вариант самый простой и подходит только для изделий равного диаметра, но даже он требует от исполнителя определённых навыков и умений.
Свариванием ПНД трубопроводов встык должен заниматься квалифицированный сварщик, иначе будет трудно добиться точности и надёжности соединения.
Порядок ручной сварки встык:
Если необходимо сварить изделия большого диаметра, рекомендуется использовать автоматический сварочный аппарат, который точно выполнит центровку и стыковку отрезков.
Контроль качества швов
По окончании сварки производят визуальную проверку швов на предмет качества. Существуют ГОСТы на качественные характеристики сварных соединений.
Рекомендации профессионалов
Опытные сварщики, работающие с трубами ПНД, советуют быть во время сварки максимум внимательным и следить за качеством соединения. От того, насколько аккуратны швы, зависит герметичность стыков и долговечность прокладываемых магистралей.
Трубы ПНД — современный недорогой материал, позволяющий создавать магистрали самого разного назначения и конфигурации. Благодаря специальному сварочному оборудованию, из данных изделий можно создавать надёжные трубопроводы, как промышленным, так и ручным способом.
Аппараты для сварки ПНД труб
Монтаж канализационной системы выполняется с использованием специальных трубопроводов, которые могут быть выполнены из пластика, керамики или металла. Как и у многих пластмассовых отводов, сварка ПНД труб может выполняться при помощи термических инструментов или муфт для прессованного холодного крепления.
Варианты установки
Технологически можно соединить трубы ПНД без сварки либо используя специальный сварочный аппарат. У обеих методик есть свои достоинства и недостатки, рассмотрим преимущества каждого метода крепления.
Холодная сварка или прессовка является самым простым вариантом, это очень дешевый и доступный метод, который выполняется посредством использования специальных муфт. Такая технология используется в основном для трубопроводов больших диаметров – от 20 до 300 мм. Компрессионные фитинги под холодную сварку имеют следующие плюсы:
Но прессование преимущественно используется только для крепления ненапорных водопроводных соединений. У пластиковых труб относительно небольшая жесткость, за счет чего при сильном внутреннем давлении шов может просто разойтись, в отличие от сварочных креплений, которые считаются «мертвыми».

Классическая сварка, или как принято говорить, пайка труб ПНД может выполняться электромуфтовым методом либо для её осуществления используется определенный аппарат для сварки. Электромуфты представляют собой очень практичный метод соединения металлических газовых труб, а также пластиковых коммуникаций водоснабжения. На свободный участок отвода устанавливается муфта определенного диаметра, после чего в неё задвигается второй отрезок трубы. Такая пайка еще называется стыковая, из-за того, что для осуществления максимально прочного и плотного крепления нужно установить части трубопровода очень плотно с минимальным зазором.
 Фото — фитинги
Фото — фитинги
Муфтами удобно работать на больших диаметрах, но это не самое решение для отводов под умывальник или коммуникаций отопления. Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
 Фото — стыковая
Фото — стыковая
Ручная пайка труб производится посредством использования паяльника, для неё требуется специальное оборудование для организации ПНД соединений. Для произведения таких работ очень важна температура нагревательных элементов и время выдержки. Обратите внимание, что эти параметры выбираются исходя из технических характеристик паяльного устройства, толщины ПНД и диаметра отводов.
Достоинства методики:
Но к недостаткам относится то, что соединение при необходимости нельзя снять. Несмотря на все достоинства этого, иногда требуется открыть и прочистить трубу.
Монтаж враструб
Нужно отметить, что в отечественных документах Вы не найдете никаких стандартов для проведения растубной пайки. Она описывается только в европейских стандартах DVS 2207-15. Пошаговая инструкция, как провести сварку труб ПНД муфтами:
 Фото — стыковка
Фото — стыковка
 Фото — соединение
Фото — соединение
После окончания нагрева и сварки нужно снять муфту и зафиксировать трубы на твердой поверхности.
Фланцами работать еще проще. Они представляют собой резьбовые соединения для установки. Соответственно, на одном конце коммуникации вырезается резьба, в которую вкручивается элемент, а уже на него надевается труба. Место стыка прогревается феном или муфтой.
 Фото — фланец пнд
Фото — фланец пнд
Сварка экструдером
Ручным феном или паяльником немного сложнее работать, т. к. нужно дополнительно контролировать не только время прогрева, но и собственные движения. При неправильном осуществлении сварки можно нарушить целостность труб ПНД или испортить шов.
 Фото — профессиональный инвертор
Фото — профессиональный инвертор
Пошаговая инструкция сварки при помощи инвертора:
 Фото — установка фитинга
Фото — установка фитинга
Очень важно не передержать крепление, если слишком затянуть сварку, то ПНД станет очень тонким или произойдёт наплыв полиэтилена на внутренний диаметр. Чтобы контролировать этот момент используется специальная таблица:
| Наружный диаметр, мм | Сварной шов, мм | Нагрев, сек | Соединение, сек | Охлаждение, сек |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 32 | 50 | 12 | 8 |
Видео:Электромуфтовая сварка труб ПНД
Обзор цен
Купить аппарат для сварки труб ПНД можно в любом городе, если цена не подходит, то сейчас многими компаниями предоставляется аренда оборудования. Рассмотрим стоимость модели V-Weld R063:
Технология пайки труб из полиэтилена низкого давления (ПНД)
Полиэтиленовые трубы прочно вошли в нашу современную жизнь. Без них не обходится ни одна сфера промышленности и строительства. Нашли они широкое применение и в быту. Для образования трубопроводных линий различного назначения, используют несколько вариантов.
Способы соединений ПЭ
Существует несколько типов подсоединений полиэтиленовых труб.
Они подразделяются на несколько групп:
Первый позволяет разобрать готовую конструкцию. Его используют в случае необходимости разборки после использования. Для соединения используют металлические фланцы. Самым прочным считается неразъемное соединение. Оно достигается пайкой или методом сварки, которая подразделяется на муфтовую, стыковую.
Сварка ПНД труб встык
Работы проходят на сварочном оборудовании, предназначенном для сваривания полиэтиленовых деталей. Максимальный эффект достигается при пайке труб, изготовленных из ПНД. Этот метод применяется для прокладки открытого трубопровода, а также траншейного способа. Чтобы достичь высокой прочности стыковой сварки, общее подсоединение выполняют одним швом. В случае сварки несколькими швами, прочность соединения иногда может получиться слишком низкой.
Муфтовая сварка ПНД труб
Работа осуществляются особым сварочным оборудованием (паяльником), укомплектованным специальными разнообразными насадками, определенного диаметра.
Для получения прочного соединения, монтажники пользуются всевозможными фитингами:
Сварку ПНД изделий паяльным оборудованием, легко выполнить самостоятельно.
Для этого требуется соблюдать определенные правила:
После проведения подготовительных работ, выполняют пайку в определенной последовательности:
Процесс пайки доступен любому человеку. Но существует несколько тонкостей, которые необходимо учитывать. Продолжительность процесса пайки определяется по специальным таблицам в зависимости от диаметра трубы.
В случае муфтовой пайки, надавливание, вставляемых деталей, необходимо прекратить, если они коснулись упора. Если это правило игнорировать, прочность соединения будет очень низкой. Так как, довольно сложно определить величину погружения детали при сварке, глубину необходимо предварительно измерить, на поверхности детали нанести яркую метку.
Электрическая муфтовая сварка
Этот вариант используется для образования соединений, отличающихся повышенной прочностью. При работе пользуются особой электрической муфтой, комплектуемой нагревательными (закладными) деталями. Во время сварки пользуются фитингами, оборудованными нагревательными спиралями. Частичное расплавление позволяет получить монолитную конструкцию.
Основным преимуществом электромуфтовой сварки считается отсутствие образования грата. Детали можно сваривать в наиболее труднодоступных местах — не требуется устанавливать большие сварочные аппараты.
Технологический процесс электрической муфтовой сварки
Чтобы достичь высокого качества сварки, детали должны оставаться неподвижными, как в момент работы, а также во время последующего остывания.
К показателю качества, полученного сварного соединения, относится толщина валика. Она должна составлять 1/3 от половины размера толщины трубы. Грат обязательно должен закрывать метку, предварительно нанесенную на поверхность заготовки.
Допускаемое смещение свариваемых участков, должно быть не более 10% толщины стенки детали.
Какой способ выбрать
Каждый из выше перечисленных вариантов, отличается положительными, а также отрицательными сторонами. При определенных условиях не каждым способом можно воспользоваться, чтобы сваривать напорные ПНД трубы. Существует несколько важных факторов, оказывающих влияние на создание сварных соединений ПЭ труб в зависимости от конкретных условий.
К примеру, чтобы достичь гибкого соединения по всей длине трубопровода, исключить образование жестких участков, оптимальным способом считается стыковая сварка. К ее дополнительным положительным качествам можно отнести высокую экономичность, простоту работы и обслуживания.
Для выполнения пайки в труднодоступных участках, когда невозможно получить осевые смещения, когда сложно воспользоваться другим оборудованием, идеальным, единственно приемлемым, считается муфтовое соединение.
Когда необходимо выполнить работу на ограниченном пространстве, труднодоступном участке, сварку ПНД изделий осуществляет электромуфтовым способом. Важным преимуществом такого способа считается его быстрота. Это особенно важно при выполнении срочных работ.
Если при исполнении краткосрочной работы, не требуется использовать пайку, когда достаточно создать одноразовое соединение, можно воспользоваться временным, специальным разъемным соединением.
6 способов сварки полиэтиленовых труб: какой лучше и почему + пошаговая технология пайки своими руками
Мы приветствуем нашего постоянного читателя и предлагаем вашему вниманию статью о том, что такое сварка полиэтиленовых труб – очень надежный метод соединения полиэтиленовых трубопроводов.
При устройстве инженерных систем в доме, подключении усадьбы к магистрали холодной воды или прокладке напорной канализации недорогие и практичные полиэтиленовые трубы просто незаменимы. Для монтажа трубопровода в земле и подвальных помещениях полиэтиленовые трубы – оптимальный вариант по соотношению цены и технологических качеств.
Полиэтилен как материал для инженерных систем недооценен, хотя достоинства ПЭ трубопроводов неоспоримы. Полиэтиленовые изделия абсолютно безвредны для человека, материал химически инертен, прочен и одновременно пластичен, морозостоек (выдерживает замерзание с водой). Недостатки полиэтилена – нестойкость к ультрафиолету и повышенным температурам – ограничивают его применение под открытым небом и для систем отопления и горячей воды, но для прокладки в земле полиэтиленовые коммуникации практически идеальны.
Гибкость полиэтиленовых труб позволяет прокладывать их без фитингов на поворотах, возможность укладки цельного куска от магистрали к узлу учета в доме – также большой плюс, ведь экономия финансов весьма существенна, и монтаж гораздо легче. Надежность и герметичность швов позволяют закрывать и заливать коммуникации стяжкой или фальш-стеной. Неразъемное соединение не требует обслуживания и регулярных осмотров, как разъемное соединение при помощи цанговых муфт.
Способы состыковки ПЭ труб
Трубопроводы из полиэтилена монтируются двумя способами: при помощи фитингов и фланцев или нескольких видов сварки.
Соединение требует специальных фитингов (муфт и раструбов) и без них. Для труб с толщиной стенки меньше 4,5 (диаметры 50-110 мм) применяют сварку с помощью фитингов, для более крупных труб с более толстой стенкой допустима сварка встык и экструдерная.
Диффузионный
Диффузионный способ заключается в разогреве торцов до вязкотекучего состояния. Подготовленные торцы заготовок стыкуются и слегка сжимаются. Подвижные молекулы полимера под воздействием давления продвигаются в соединяемые части, перемешиваются, при охлаждении застывают в новом положении, образуют новые химические связи и обеспечивают надежное сцепление патрубков между собой.

Выделять какой-то способ сварки как диффузионный неправильно. По сути, любая сварка полиэтилена содержит в основе процесс диффузии разогретых молекул.
Раструбный метод
Не самый типичный способ. Имеется два варианта выполнения: с помощью раструбных труб и муфт. Сам метод напоминает сварку трубопроводов из полипропилена: раструб или муфты и заготовки разогревается с помощью паяльника со специальной насадкой. Затем заготовка вставляется в раструб другой трубы или муфту, фиксируется, прижимается и выдерживается. Время сварки – 20 секунд. Если используются муфты, то вторая труба впаивается в муфту аналогично. Стоимость муфт невелика, изделия с раструбом в магазинах встречаются нечасто. Соединение получается надежным и прочным, можно сварить небольшие диаметры.

Сварка встык
Этот метод применим на трубах с толщиной стенки больше 4,5–5 мм и диаметром более 50 мм.
Перед проведением работ отрезают полиэтиленовую трубу строго перпендикулярно и тщательно зачищают торцы. Затем закрепляют трубу в аппарате для сварки и тщательно центруют. Между торцами труб для нагрева вводят нагреватель, трубы прижимают к нему и прогревают до размягчения торцов. Затем быстро убирают нагреватель, торцы сжимают таким образом, чтобы образовался небольшой кольцевой наплыв в месте стыка – грат. Охлаждают стык, затем убирают станок. Работа имеет свои тонкости, для нее необходимы два человека.

Сварка экструдером
Экструзионная – сварка при помощи небольшого аппарата, из которого под давлением выдавливается расплавленный полиэтилен. Сырье в виде стержней или гранул загружается в экструдер. Экструзия применяется на напорных коммуникациях с толщиной стенки более 6 мм, но им можно залатать и безнапорные канализационные трубопроводы с более тонкой стенкой. Место соединения разогревается потоком горячего воздуха. Желательно на торцах снимать фаску.

Качество шва получается очень высоким. Достоинство метода в том, что можно заварить уже проложенную полиэтиленовую трубу, не демонтируя трубопровод.
Сварка электромуфтовая
Это самый надежный, удобный и универсальный метод соединения. Его можно применять даже в труднодоступных местах. Но, к сожалению, он и самый дорогой – электросварные фитинги недешевы, сварочный аппарат также стоит немало. Сварка с помощью терморезисторных муфт применяется от небольших до самых больших диаметров полиэтиленовых трубопроводов.
При терморезисторной сварке полиэтиленовые заготовки обрезаются строго перпендикулярно, тщательно зачищаются от заусенцев и пыли, вставляются в муфту, центруются с помощью специальных приспособлений. В муфте имеется нагревательный элемент. Он подключается к специальному сварочному аппарату, подается ток, элемент разогревает муфту и торцы труб, и они свариваются.

При этом виде сварки крайне важно сохранить неподвижность соединения до полного остывания.
Какой способ лучше
До выбора лучшего способа соединения необходимо определить, какой из них применим в конкретном случае в зависимости от диаметра трубопровода.
Самый надежный и универсальный способ – сварка при помощи терморезисторных муфт. Но муфты, особенно больших диаметров, дороги, дорог и сварочный аппарат (но его можно взять напрокат). Поэтому такая сварка при обустройстве частного дома не слишком распространена.
Чаще сваривают встык или при помощи муфт под пайку. Сварка встык применяется на полиэтиленовых трубах с большой толщиной стенки, в частных домах такие обычно не используют. Эструзионная сварка пока не слишком распространена, в основном из-за малой известности метода.

Рекомендации для проведения качественной сварки
Для сварки ПЭ особое значение имеют качество обработки торцов стыкуемых труб. Они должны быть тщательно очищены от стружек, заусенцев, пыли, грязи, жира. Важно также тщательное центрирование заготовок, отсутствие эллипсности, точное совпадение диаметра и толщины стенок заготовок.
Нельзя трогать соединение до полного остывания. Нельзя проводить работы под дождем, снегом, в мороз.
Особенности работы с ПВД и ПНД
Эти два вида полиэтилена немного различаются по своим техническим характеристикам и параметрам. Информация сведена в таблицу.
| Характеристика | ПВД (ПНП) | ПНД (ПВП) |
| Температура плавления, °С | 103-110 | 125-132 |
| Температура размягчения, °С | 100 | 120-125 |
| Жесткость | небольшая | большая |
| Гибкость | большая | небольшая |
| Хрупкость | маленькая | больше, чем у ПВД |
| Прочность | средняя | высокая |
При сварке следует учитывать, что для расплавления ПВД требуется более низкая температура, чем для ПНД. ПНД имеет большую прочность, чем ПВД.
Выполнение сварки ПЭ труб своими руками
Сварка полиэтиленовых труб в домашних условиях не слишком сложна и вполне выполнима своими руками. Главная проблема –дорогостоящее оборудование. Его в любом случае стоит взять напрокат, а не покупать.
Перед манипуляцией необходимо ровно отрезать заготовки и тщательно зачистить и обезжирить торцы.
Необходимые инструменты и материалы
Для сварки полиэтиленовых коммуникаций вам понадобятся трубы и, возможно, муфты.
Перечень необходимого оборудования:

Этапы работ
Сначала трубы обрезаются под углом 90°, зачищаются заусенцы, удаляется пыль и стружка, проводится обезжиривание. Удобнее выполнить эту работу электроторцевателем.
Технология муфтовой (раструбной) сварки
На паяльник надевают нужную насадку и разогревают его в течение времени, оговоренного в инструкции. Затем разогревают муфту и патрубок до размягчения полиэтилена и соединяют их. Дают время для диффузии и полимеризации – примерно 20 секунд соединение трогать нельзя. Затем таким же образом соединяют вторую заготовку с муфтой.
Соединение встык
Заготовки устанавливаются в станок для стыкования, фиксируются и тщательно центрируются. Перед тем, как паять, нужно удостовериться, что продольные оси заготовок полностью совпали. Между полиэтиленовыми заготовками вставляется нагревательный элемент и выдерживается до размягчения материала. Нагреватель убирают, заготовки быстро соединяют, сдавливают с усилием до образования кольцевого валика на месте шва. Выдерживают до охлаждения.
Стыковая сварка не так проста, как кажется с первого взгляда, и требует определенного опыта.
Контроль качества швов
От качества шва зависит надежность соединения. Высота валика грата при стыковом соединении должна соответствовать табличным данным.

Возле валиков не должно быть трещин, пор, раковин. Валики должны быть одинаковыми по всей окружности, одной высоты. Углубление в центре не должно опускаться ниже поверхности труб. Детали не должны быть смещены друг относительно друга. Если спаять брак – соединение придется разрезать и переделывать.
Фото бракованных стыковых соединений:



Заключение
Полиэтилен – замечательный материал для прокладки трубопроводов под землей. Научиться его монтировать и соединять различными способами несложно, эти работы вполне выполнимы своими руками. Мы прощаемся с нашим любимым читателем и желаем ему успехов в прокладке инженерных коммуникаций к родному дому. Подписывайтесь на нашу рассылку, получайте новую интересную информацию по вопросам ремонта, делитесь интересной информацией с друзьями в соцсетях.



