Лучший клей для пластика ABS, PLA, PETG, SBS, TPU и нейлона
Склеивание деталей важная часть 3D-принтинга, т.к. печать модели по частями может минимизировать количество материала расходуемого на поддержки, оптимизировать прочность детали за счет изменения направления слоев и позволяет создавать более крупные сборки в связи с тем, что область печати зачастую ограничена. В этой статье рассмотрим какие клеи подходят для пластиков для 3D печати и в каких условия нужно их использовать.
Техника безопасности! В составе клеев содержатся токсичные растворители и составляющие, настоятельно рекомендуем использовать средства индивидуальной защиты, перчатки и при необходимости респираторы, не допускайте попадания клея и растворителей в глаза и на кожу.
Цианоакрилатный клей, самый популярный

Цианакрилат, более известный как «суперклей » или секундный клей, является лучшим универсальным клеем для пластика. Он не самый прочный, поскольку хрупкий после отверждения и как следствие недолговечный, но его должно хватить для большинства применений.
Этот клей универсален и имеет короткое временем схватывания. Он бывает жидкой и гелевой консистенции, что делает его идеальным как для заполнения трещин и мелких сколов. Шов между деталями получается очень тонким.
Подготовка поверхности: отшлифовать, очистить и обезжирить склеиваемые поверхности.
Безопасность: Используйте в проветриваемом помещении, держите подальше от кожи и посторонних предметов.
Подходит для PLA, ABS, PETG, SBS, плохо работает с нейлоном, TPU и фотополимерами
Суперклей размягчается от диметилсульфоксида, а также растворяется под воздействием гептана, ацетона и изопропанола. Тем не менее, сегодня это один из самых популярных в быту и простых в применении клеев.
Склейка собственным материалом с помощью растворителя, лучшая прочность

Какие растворители используются для тех или иных пластиков прочитайте в нашей статье по постобработке 3D модели после печати
Склейка растворителем отличается невероятной прочностью, из представленных здесь способов склеивания это единственный, в котором не используется дополнительный материал. Вместо добавления склеивающего вещества, растворитель обеспечивает адгезию поверхности на молекулярном уровне, делая шов невероятно прочным при правильном нанесении и соблюдении технологии. Это также означает, что не требуется дополнительного слоя между деталями или не добавить веса конечному изделию, что значительно упрощает процесс проектирование изделия.
Подготовка поверхности: отшлифовать, очистить и обезжирить склеиваемые поверхности. Нанесите ровно столько растворителя, чтобы поверхность стала липкой. Избегайте попадания на не склеиваемые части детали, т.к. это может сильно деформировать и испортить поверхность.
Лучшие всего подходит для ABS, но если подобрать соответствующий растворитель таким образом можно склеить PLA, SBS, HIPS, TPU, SEBS. PETG равнодушен почти ко всем растворителям, кроме HFIP (гексафторпропанол ).
Холодная сварка ABS пластика:
Полиуретановый клей, универсальный

Даже нейлон, материал который имеет плохую адгезию поверхности, будет надежно склеен.
Основным недостатком полиуретановых клеев — это то, что для надежного склеивания требуется достаточная толщина слоя между склеиваемыми деталями.
Подготовка поверхности: отшлифовать, очистить и обезжирить склеиваемые поверхности.
Подходит для: PLA, ABS, PETG, SBS, нейлона, отлично подойдет для TPU
Эпоксидные клеи, высокая прочность

Обычно это двухкомпонентые составы, в одном флаконе эпоксидная смола в другом отвердитель.
Эпоксидные клеи обладают и некоторыми недостатками. Смесь нельзя выбирать для работы с никелем, полиэтиленом, цинком, силиконом, хромом и тефлоном. Запрещено склеивать такими составами предметы, которые соприкасаются с продуктами. Еще один минус — высокая скорость отвердевания, поэтому работать следует очень быстро и точно, иначе исправить возможные огрехи будет невозможно. После отвердения такой клей очень сложно убрать с поверхности, все элементы которые были испачканы нужно тщательно очистить растворителем (лучше всего подойдет изопропиловый спирт) пока клей имеет жидкую консистенцию. В общем работать с ним несколько сложнее, чем с другими типами клеев.
После схватывания шов можно шлифовать и красить.
Подготовка поверхности: отшлифовать, очистить и обезжирить склеиваемые поверхности.
Подходит для: PLA, ABS, PETG, TPU, нейлона, отлично подойдет для фотополимеров и других смол DLP, LCD, SLA 3D принтеров.
Горячий клей, быстро но ненадежно

Быстрым решением может быть горячий. Он прост в применении, но не прочен и может быть использован для временного склеивания. При использовании будьте осторожны при нанесении на PLA, может деформировать пластик.
Подготовка поверхности: отшлифовать, очистить и обезжирить склеиваемые поверхности.
Подходит для PLA, ABS, TPU, не подходит для PETG и нейлона.

Как обрабатывать детали из фотополимерной смолы после 3D печати DLP и SLA технологиями. 3Д постобработка.
Всем привет друзья, с Вами компания 3DTool!
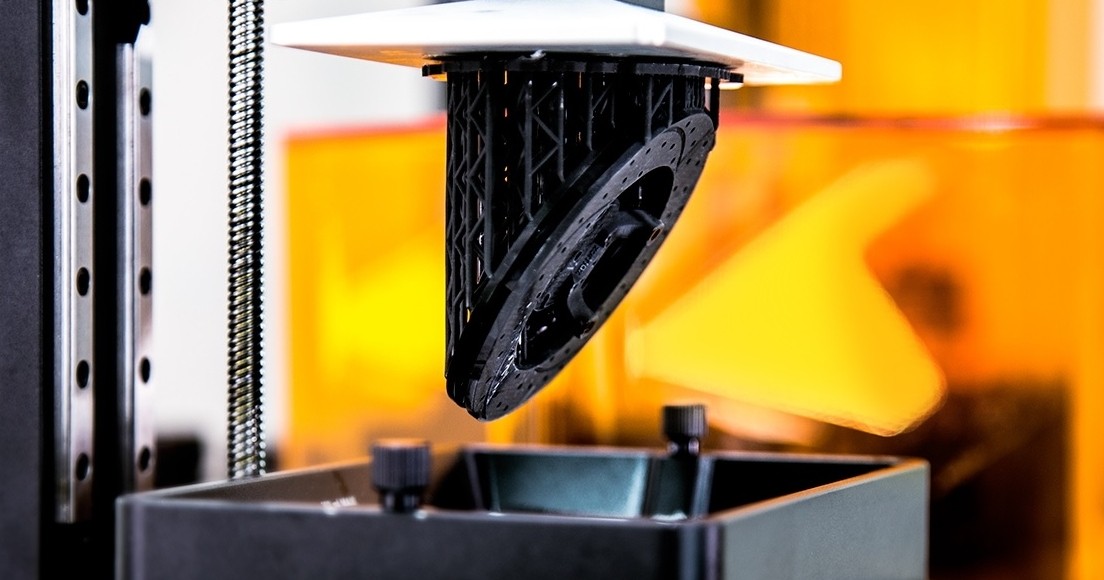
Фотополимерная 3д печать стала активно «набирать обороты» последние пару лет. Если раньше, это была привилегия дорогих громоздких устройств и промышленных предприятий, теперь по цене одной/двух средних зарплат можно приобрести DLP решение, которое будет печатать с качеством не хуже именитых производителей, например Фотополимерные 3D принтеры Phrozen. Однако, с вопросом широкого распространения такого вида печати встает вопрос и смежных с ней задач. Например – постобработки фотополимерных деталей. Какие виды постобработки бывают у фотополимерной 3д печати, какие приемы можно применять для соединения деталей между собой, можно ли красить фотополимерные смолы после отверждения и какими красками. Именно об этом пойдет речь в нашей статье.
Для начала, давайте определим, что из себя представляют фотополимерные смолы в целом, чем очертим список возможных растворителей и поймем что именно нам необходимо будет сделать для их обработки.
Состав фотополимерной смолы и ее свойства
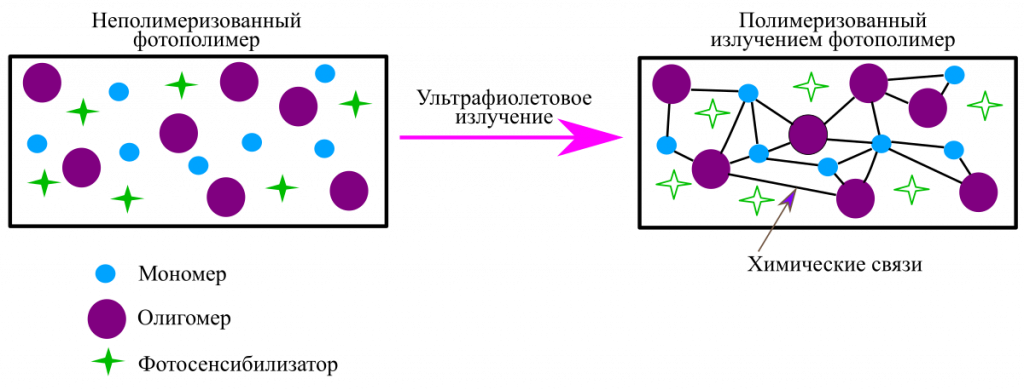
Фотополимерные смолы перед реакцией всегда находятся в жидком состоянии и обычно состоят из трех основных компонентов:
Фотоинициаторов – связующего звена, вступающего в реакцию с мономерами и олигомерами при воздействии света определенной волны.
Каждый тип фотоинициаторов, или по-другому их можно назвать «отвердителями», реагирует на определенную длину волны, ее длительность и интенсивность. Поэтому смолы для SLA принтеров не всегда совместимы с DLP, особенно если последние используют LCD панель низкой засветки.
Некоторые виды смол, особенно те, в состав которых входят дешевые отвердители, могут требовать дополнительной обработки после самого процесса печати и снятия изделия с платформы. В этом случае применяют специальные ультрафиолетовые ванны, либо подобные устройства другого типа. Об этом чуть позднее.
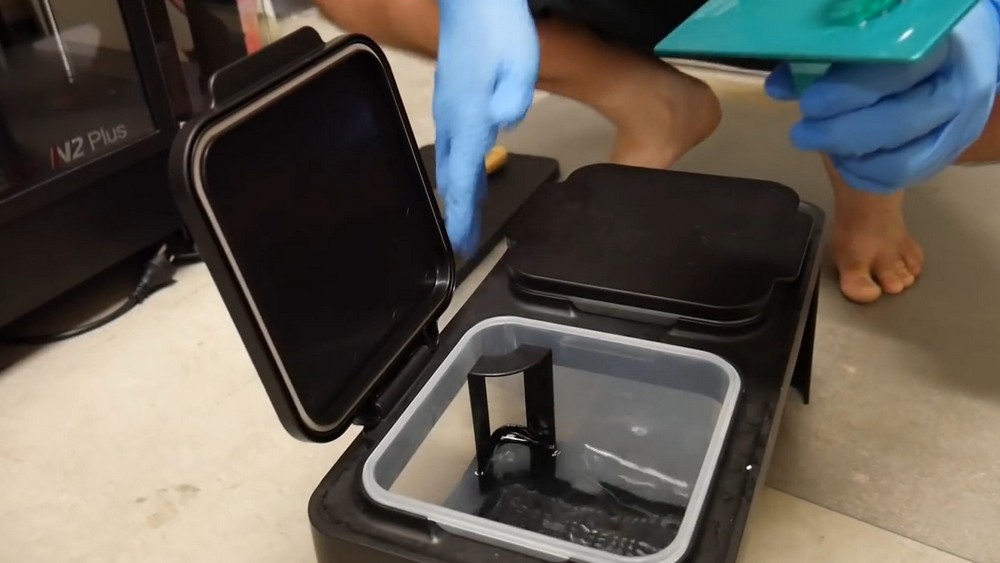
Помимо дополнительного отверждения, снятые с платформы детали так же требуют смывать с них лишние остатки фотополимера из труднодоступных мест. Для этого применяют изопропиловый спирт и специальную посуду.
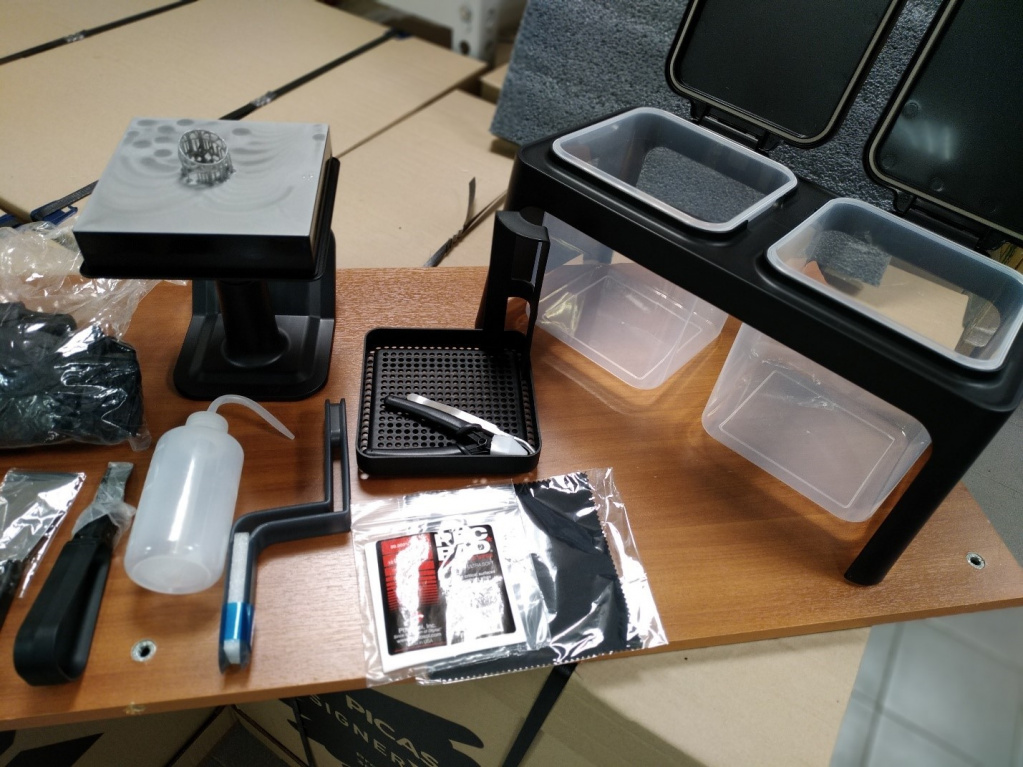
Например, у компании Formlabs для всех моделей устройств в комплекте идет специальный набор для обработки.
В зависимости от крепости соединения, получающейся после реакции, можно получать материалы с разными свойствами. Твердые, устойчивые к истиранию, биосовместимые, модельные, прозрачные и матовые, видов фотополимерных смол великое множество и подобрать подходящую под свои задачи не составляет большого труда. При этом приемы постобработки остаются примерно одинаковыми во всех случаях.
Этапы постобработки
После того, как будет выполнен сам процесс печати, получившийся результат потребует прохождения через несколько этапов постобработки.
1. Промывание фотополимерных деталей
Как правило, фотополимерная смола до отверждения может растворяться в этиловом и изопропиловом спирте. Вода, при этом не имеет никакого воздействия. За счет большей массы смола всегда будет осаждаться на дне, более того, некоторые виды смол обладают ярко выраженным гидрофобным эффектом, за счет чего не намокают.
Очевидно, что после печати на поверхности застывшего предмета в различных складках остается много лишней смолы, если Вам необходимо сократить время подготовки изделия и ждать, пока материал сам стечет в кювету нет никакой возможности, подберите удобную тару, мягкую бутылочку с пипеткой и заполните ее изопропиловым спиртом.
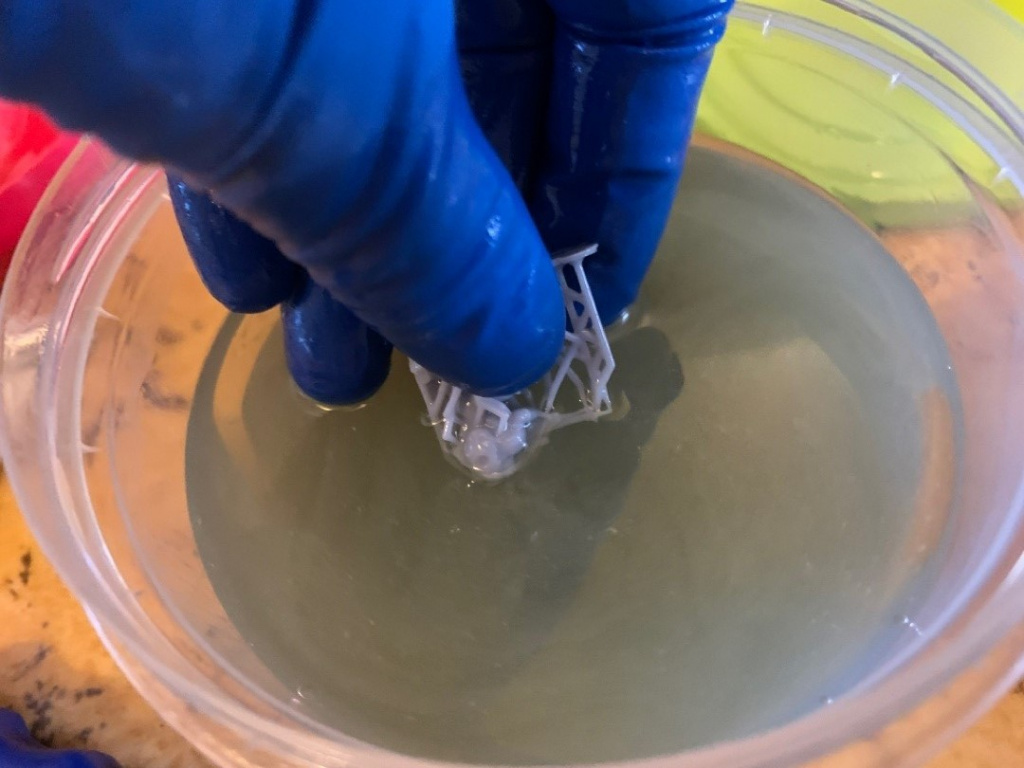
Держа изделие пинцетом, аккуратно промывайте материал, над кюветой. Таким образом можно избавиться от большинства натеков, дать изделию высохнуть на мягкой бумажной салфетке и перейти к следующему этапу.


Существуют и автоматизированные станции промывки, например компания Anycubic предлагает своим покупателям Устройство очистки Anycubic Wash/Cure за 18 500 рублей, после печати Вам всего лишь требуется установить изделие требующее обработки в устройство, все остальные процессы будут выполнены автоматически. А если вы работаете с 3D принтером Anycubic Photon или Photon S, вы можете непосредственно снять печатную платформу и поместить ее в устройство что еще более упрощает работу с ним.
2. Дополнительная засветка Фотополимерной смолы
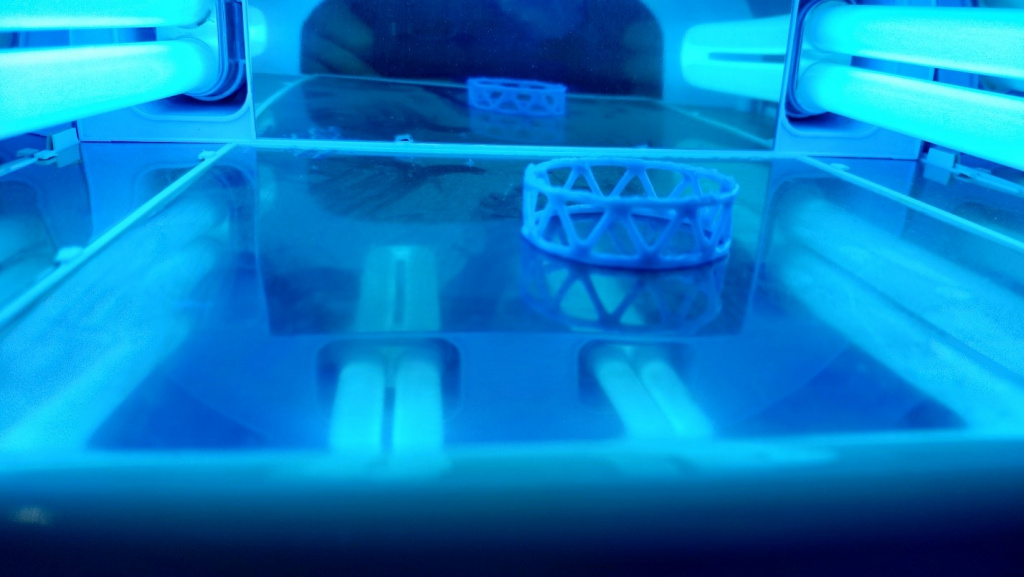
После того, как мы убрали лишний материал с поверхности, для большинства фотополимерных смол требуется дополнительная засветка. Некоторые принтеры с продвинутыми оптическими системами или мощными проекторами умеют обходится без этого процесса, но устройства из более доступных категорий требуют именно такого подхода. К тому же, чем прочнее смола, тем больше времени требуется на ее отверждение.
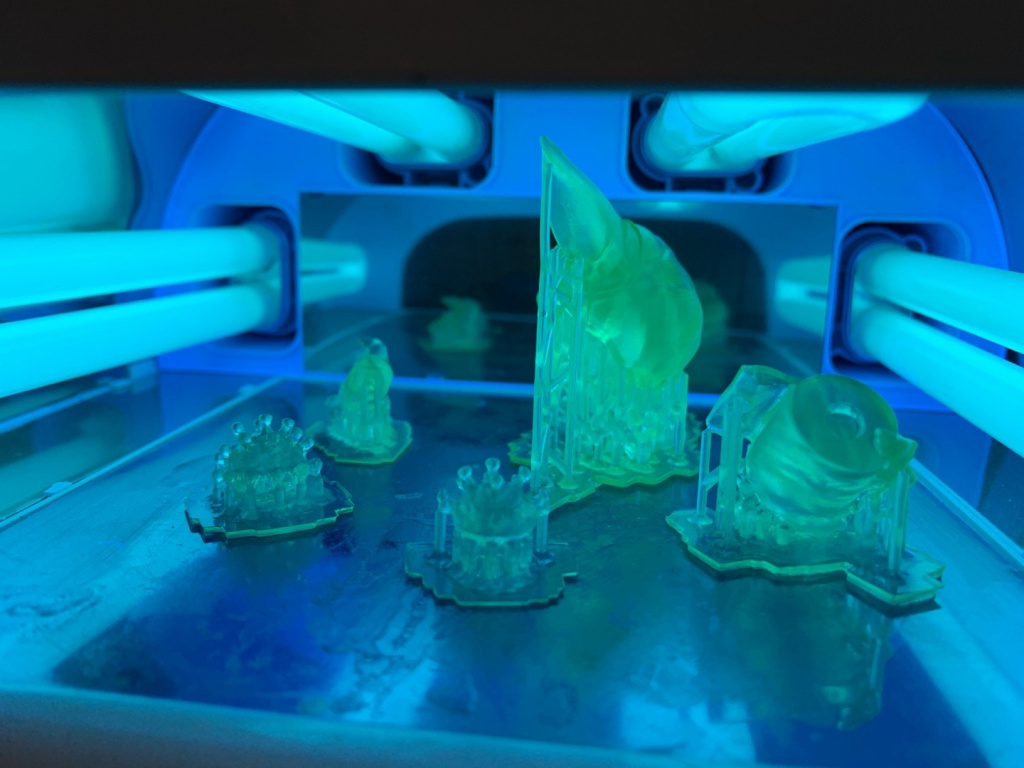
Сам процесс совсем не хитер, распечатанное изделие достаточно разместить на бумажной салфетке и поместить под ультрафиолетовую лампу. В некоторых случаях подходит обычная лампа дозасветки для маникюра. Благо, материалы и там и там используются похожие. Однако в этом случае практически невозможно точно управлять процессом и время дозасветки определяется «на глазок».
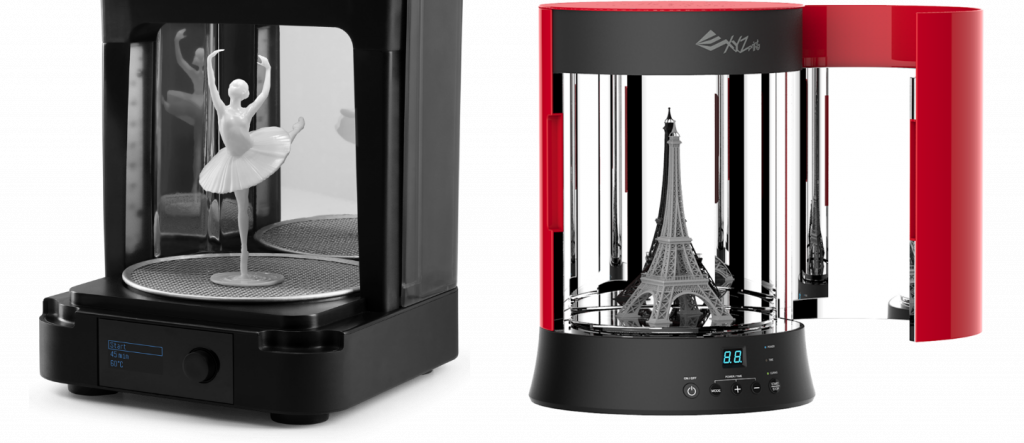
Некоторые производители фотополимерных 3д принтеров предлагают свои продвинутые системы дозасветки. Например, компании XYZ и Formlabs имеют возможность поставки таких камер в комплекте с самим принтером. А промышленные и профессиональные решения, например 3D Systems серии ProJet содержат алгоритмы дополнительной засветки, уже встроенные в сам принтер.

3. Удаление элементов поддержки
Как и многие другие технологии 3D печати, фотополимерная использует специальные поддерживающие структуры при формировании изделий. Поддержки можно удалять как до выполнения засветки, так и после. Лично мы рекомендуем сначала засветить изделие.
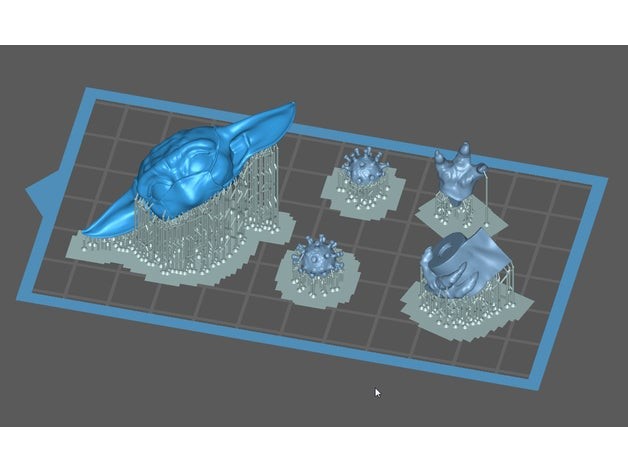
Как правило, это древовидные «веточки» с небольшой точкой касания к искомому предмету, однако их тоже требуется удалять и убирать следы их присутствия.
Лучше всего в этом случае поможет минимизация самих точек соприкосновения в программе-слайсере, ведь чем меньше «артефакт», тем меньше он потребует сил на устранение.

Для грубого удаления поддержек лучше всего подходят небольшие бокорезы или кусачки электрика. Далее поверхность «заравнивается». Проще всего применять для подобной работы пилочки для ногтей или набор тонких натфилей. С небольшим добавлением воды поверхность очень быстро сравнивается, однако фотополимеры довольно хрупки. Так что здесь самым главным является не переборщить.
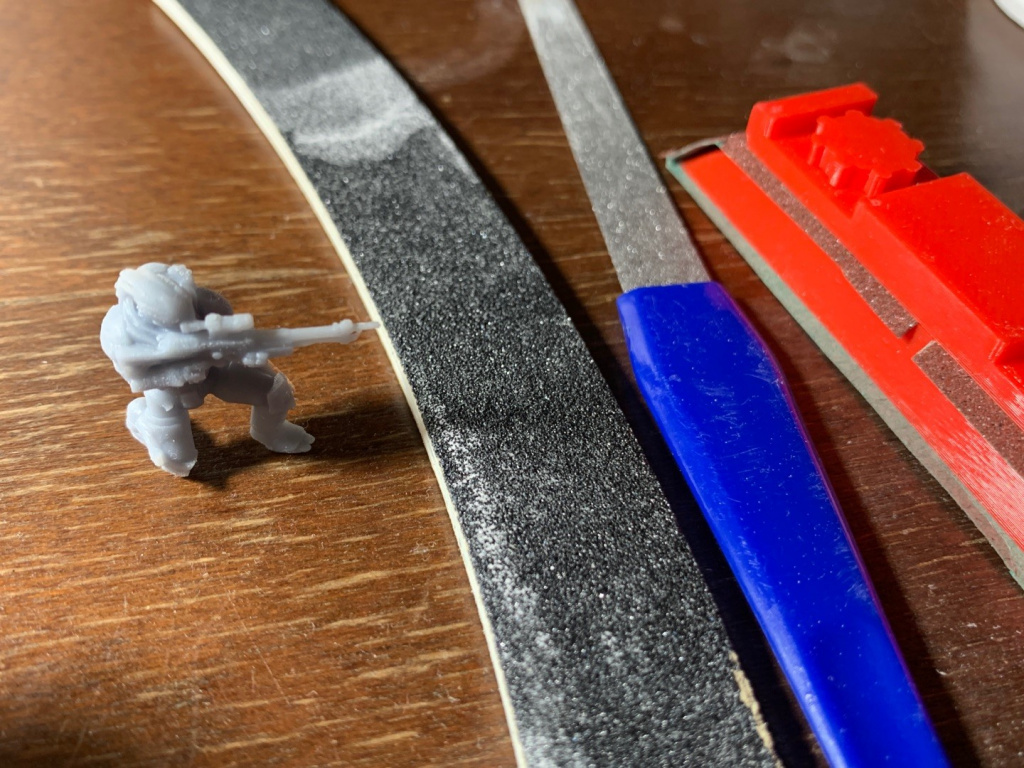

После того, как вы сравняли основание поддержки, поверхность можно заполировать шкуркой с мелким зерном, или натереть ветошью, если след уже еле заметен.

Помимо классических поддержек из того же материала, что и основная модель, существуют системы с возможностью использовать растворимые поддержки из водо и спирторастворимых материалов, как правило, это привилегия дорогих систем вроде Projet 3500 HD Max и других. И в этом случае для более качественной обработки используют так же ультрозвуковые ванны. Однако они будут полезны и при обработке обычных распечаток из фотополимера на этапе отмывки от излишка смолы. Отличным примером такого устройства может послужить ультразвуковая ванна UC-4060HL от Uniz объемом на 2 литра. По стоимости такая ванна обойдется в 10 900 рублей.
4. Склеивание деталей из фотополимерной смолы
Так как размеры рабочей области принтеров, работающих по технологии фотополимеризации зачастую довольно небольшие, среди 3д печатников популярна темника разделения и последующей склейки изделий. И если в FDM вы подбираете клей или растворитель в зависимости от материала нити, в SLA/DLP случае используются несколько основных принципов для любого вида смолы.
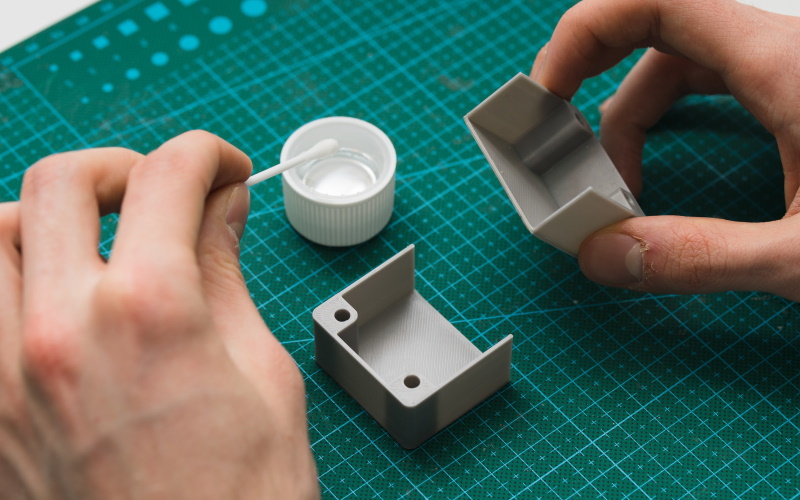
Склейка фотополимером. Применяется в том случае, если стенка нашего предмета достаточно тонкая для полноценной засветки в ультрафиолетовой камере. Плюсы такого метода – наиболее прочное скрепление деталей, малая заметность шва и возможность подогнать позиционирование детали в процессе склейки пока смола не застыла.

Склейка цианакрилатом. Универсальный способ склеивания любых изделий из полимеров. Цианакрилат и его аналоги применяются в стендовом моделизме, создании миниатюр и при работе с любыми пластиками. Фотополимерные смолы не исключение. Однако вы должны понимать, что материалы с допуском к медицине или использованию в организмах не могут обрабатываться таким способом.

Склейка растворителем. Еще один вариант склейки фотополимерных изделий. По нашему личному мнению, не самый лучший вариант, т.к. не все смолы реагируют на изопропиловый или этиловый спирт одинаково. Самое сложное – выпарить оставшийся в шве спирт и дополнительно засветить материал повторно. Из указанных способов имеет самый грубый шов и может влиять на размеры детали, т.к. растворяет сам материал.
5. Финишная обработка поверхности

В качестве финишной обработки лучше всего использовать абразивную бумагу различной зольности, однако как правило, поверхность фотополимерных распечаток не требует дополнительного шкурения. Достаточно просто обезжирить и подготовить поверхность, после чего переходить к окрашиванию.
6. Грунтовка и окрашивание
После отвердевания фотополимерные смолы напоминают по своим свойствам эпоксидку, а значит красить и обрабатывать их можно так же просто. Как правило в окраске SLA/DLP распечаток применяют акриловые грунты и краски в виде небольших баночек для работы с аэрографом. Однако допускается и использование аэрозольных баллончиков. Самое главное – чтобы краска отвечала требованиям адгезии к пластмассам.

Мы не будем приводить полное руководство по грунтованию и художественной раскраске изделий, это потребует большой отдельной статьи. Просто следите за толщиной слоев которые наносите аэрографом и не забывайте по нанесение теней и полутонов.

Итоговый результат
После проведения всех операций и обладания некоторой сноровки, можно получать действительно красивые результаты за совсем довольно быстро.
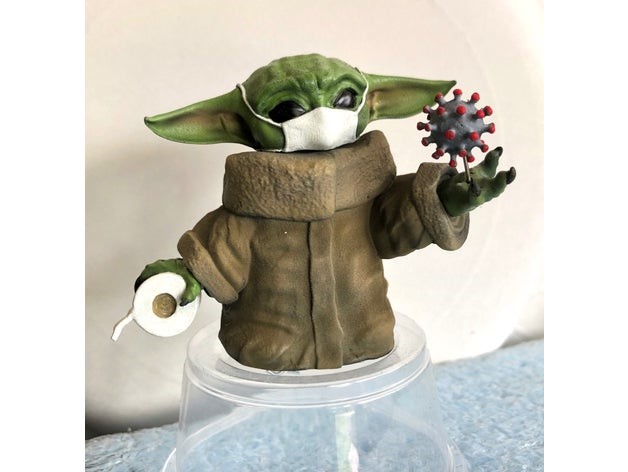
Например, этого малыша Йоду из вселенной Star Wars мы подготавливали к окраске и окрашивали около двух дней вместе с просыханием самой краски. Он прошел все описанные этапы подготовки, был склеен и загрунтован. После чего художник нанес краски кистью с небольшим количеством краски.

А например, этот гигантский жук напечатанный на Formlabs Form 2 был окрашен целиком из аэрозольного баллончика краской металлик.
Кстати определиться с выбором устройства вам поможет наш общий каталог фотополимерных 3D принтеров где представлены все наиболее популярные и заслужившее наше доверие модели.
Что ж, а на этом у нас все! Надеемся Вам была полезна наша статья!
Не забывайте подписываться на наш YouTube канал :
Фотополимеры для 3D-печати: советы и инструкция по применению
Рассказываем о применении фотополимеров для 3D-печати, их преимуществах и тонкостях работы с ними, даем детальную инструкцию — подробный мануал, пошаговый гайд для печати, который поможет понять, сложно ли печатать 3D-объекты на фотополимерных 3D-принтерах.
Узнайте больше из статьи.
Содержание
Что такое 3D-печать фотополимерами
В сравнении с другими видами 3D-печати фотополимерная печать обладает рядом преимуществ, из которых наиболее существенными являются следующие:
Возможность изготавливать геометрически сложные объекты с большим количеством мелких деталей.
Идеально гладкие поверхности напечатанных объектов.
Большой выбор материалов для 3D-печати с различными свойствами.
Превосходные физико-механические свойства принтов, обеспечивающие простоту их последующей обработки – склеивания, шлифовки, окрашивания и т.п.
Однако, в течение длительного времени оборудование для фотополимерной печати отличалось высокой ценой и было доступно лишь профессионалам.
Благодаря стремительному прогрессу оптоэлектроники, в последние два-три года стоимость оборудования резко снизилась. Сочетание низкой цены и высокого качества печати обеспечило фотополимерным принтерам широкую популярность, а производители, в первую очередь китайские, наводнили рынок разнообразными моделями – от промышленных до настольных.
Фотополимерные принтеры сильно отличаются от ставших уже привычными FDM-принтеров. А поскольку число их непрерывно растёт, возникла необходимость уделить внимание вопросам, связанным с подготовкой файлов, постпечатной обработкой принтов и обеспечением безопасности.
Подготовка файлов
Заполнение модели
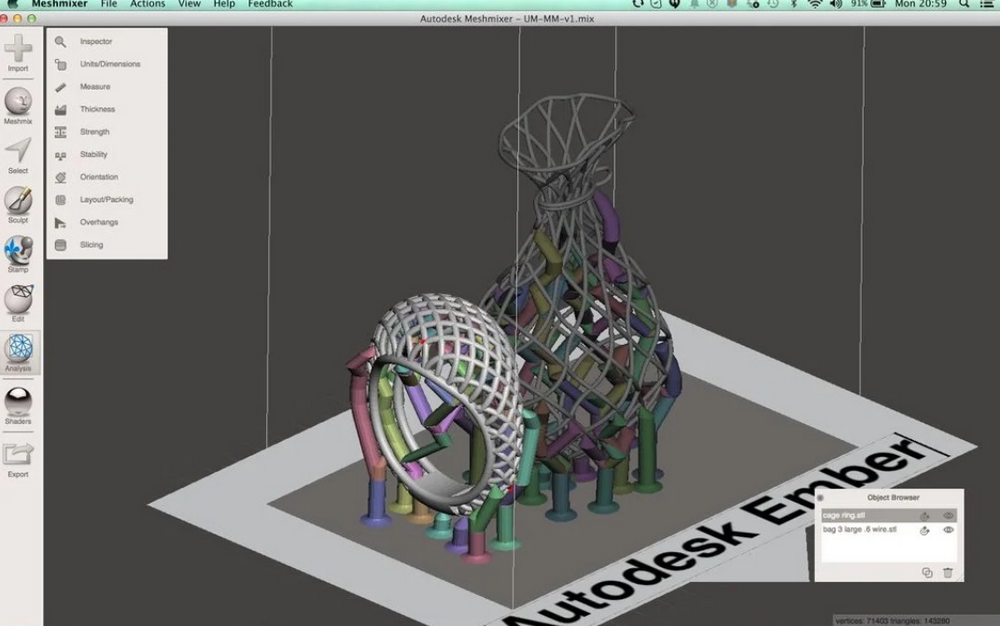
При работе с фотополимерными принтерами необходимо иметь в виду, что они не способны автоматически производить «заполнение» внутреннего пространства моделей так, как это делает FDM-принтер. К примеру, сфера будет распечатана как сплошной шар, что сделает модель чрезвычайно массивной и обернётся напрасной тратой смолы и трудностями с отверждением. Поэтому файлы, описывающие пустотелые модели, требуют специальной обработки, производить которую удобнее всего при помощи программы Meshmixer.
Правильная ориентация
Фотополимерная печать обеспечивает качество тогда, когда плоскость создания слоев не совпадает с плоскостями объекта, то есть располагать его надо под некоторым углом.
Это отличается от того, к чему вы привыкли при использовании FDM-принтеров, и об этом надо помнить.
Выбор фотополимера
Ещё совсем недавно рынок фотополимерных смол был почти полностью занят китайскими производителями. Фотополимеры, производимые в США и Европе, располагались в сегментах “верхний” и “верхний-средний” и были мало доступны отечественному потребителю.
В последнее время на российском рынке появились качественные смолы отечественного производства, в том числе нижегородской компании “3Д Аддитивные технологии” под торговой маркой Gorky Liquid.
Не уступая китайским фотополимерам по таким показателям, как цена, удобство печати и качество принтов, они резко выделяются практически полным отсутствием запаха. Полная информация о фотополимерных смолах Gorky Liquid – на сайте производителя.
Подготовка принтера
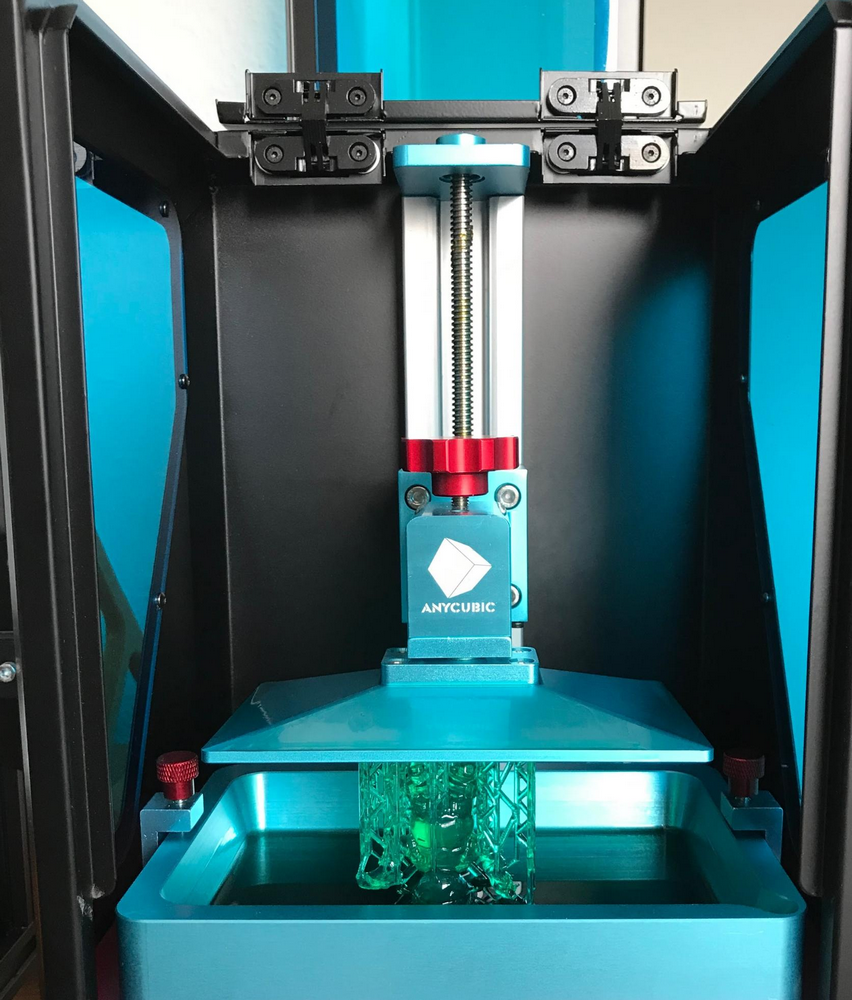
При извлечении принта капли смолы часто попадают и на принтер и окружающие поверхности. Чтобы минимизировать возможный ущерб, рекомендуется перед заливкой фотополимерной смолы в кювету установить принтер в какую-нибудь достаточно большую ёмкость с низкими краями. Дешевый обеденный поднос или противень – достаточная страховка на случай, если что-то пойдет не так. Даже если смола выплеснется из кюветы и вытечет из принтера, дальше подставки она не попадёт.
Постпечатная обработка принта
Выбор растворителя

После окончания печати полученную модель необходимо очистить от неотверждённой смолы, которой она покрыта. Для этого вам понадобится растворитель. Лучшим растворителем для фотополимерных смол является изопропиловый спирт. Он низкотоксичен, относительно малолетуч и легко доступен, поскольку, в отличие от этилового спирта, не является объектом государственного регулирования.
Выбор инвентаря
Для очистки принта используйте пластиковую ёмкость (например, какой-нибудь контейнер Tupperware) и сито. Распечатанная модель должна помещаться в сито, а сито – в ёмкость таким образом, чтобы растворитель, налитый в неё, покрывал модель полностью.

Комплект поставки любого фотополимерного принтера содержит пластмассовый шпатель – для снятия принта с платформы. Однако, опыт показывает, что режущие кромки пластмассовых шпателей редко обладают остротой достаточной для того, чтобы снять принт без повреждений. Поэтому лучше использовать металлическим шпатель – обычный строительный шпатель, который можно приобрести в любом магазине стройтоваров.
Очистка принта
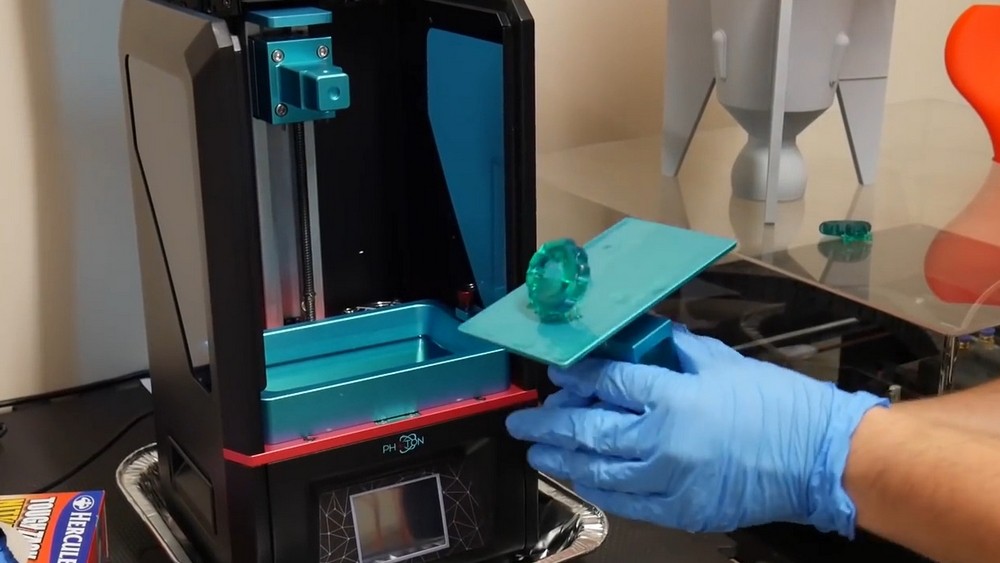
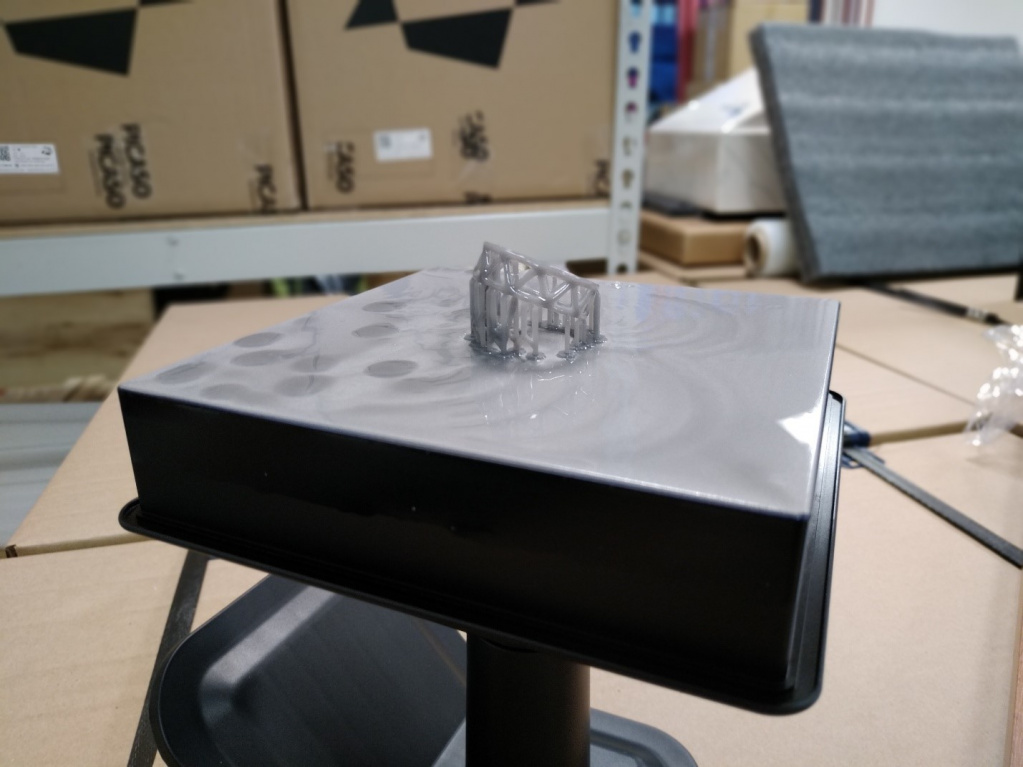
После того, как процесс печати закончится и платформа с готовым принтом будет приведена в крайнее верхнее положение, подождите несколько минут, чтобы излишки смолы стекли с принта и платформы. После этого поднимите защитный экран принтера и отсоедините платформу.

Держа платформу с принтом одной рукой, другой рукой, при помощи шпателя, отделите принт от платформы и сбросьте его в сито, расположенное в ёмкости, наполненной растворителем. После этого платформу лучше всего установить обратно в принтер – чтобы ничего не испачкать оставшейся на ней смолой.
В течение двух-трёх минут аккуратно встряхивайте сито, не вынимая его из растворителя. Убедившись, что остатки смолы полностью растворились, выньте принт из сита. Очищенный принт полностью готов к заключительной операции – ультрафиолетовому отверждению.
Отверждение принта

Для отверждение изделий из фотополимерных смол используются ультрафиолетовые камеры. Достаточно поместить принт в камеру и подвергнуть его облучению в течение 3-5 минут.
В Интернете можно встретить совет использовать для отверждения принтов солнечный свет. Однако, это возможно лишь там, где УФ-индекс достаточно высок – в экваториальной и субэкваториальной зонах. Кроме того, под действием солнечных лучей не успевший затвердеть материал принта сильно разогревается, что может привести к его деформации.
Для умеренных широт характерны низкие показатели УФ-индекса, поэтому в России альтернативы УФ-камере нет.
Вопросы безопасности
Пожарная безопасность

Изопропиловый спирт образует с воздухом взрывоопасные смеси и легко воспламеняется. Фотополимеры обычно негорючи, но при нагревании выделяют газообразные вещества, обладающие токсическим действием. Поэтому все работы, связанные с фотополимерной печатью, необходимо проводить вдали от источников тепла, искр и открытого пламени, в хорошо проветриваемом помещении.
Защита кожи

Фотополимерные смолы токсичны. Вдобавок, они обладают умеренной вязкостью, легко разбрызгиваются и мгновенно прилипают к любой поверхности, на какую попадут. Поэтому работать со смолой следует в перчатках и закрытой одежде. При попадании состава на кожу, его следует смыть большим количеством воды. В случае возникновения покраснения или выраженного ожога обратитесь к врачу.
Смола, попавшая на перчатки, застывает очень медленно и продолжает пачкать всё, к чему вы прикасаетесь. Внимательно следите за тем, чтобы после извлечения модели из принтера не трогать ни одежды, ни посторонних предметов. Как только необходимость в перчатках отпадёт, сразу снимите их, выворачивая наизнанку.
Каждую пару следует использовать лишь один раз. Не экономьте – лучше сменить одноразовые перчатки, чем тратить время и силы на очистку одежды, стола и т.д.
Защита глаз
В процессе фотополимерной печати вы имеете дело со смолами и изопропиловым спиртом. Попадание в глаз каждого из этих веществ болезненно и представляет немалую опасность для зрения. Поэтому защитные очки совершенно необходимы.
При попадании смолы или спирта в глаза следует осторожно промыть их водой в течение нескольких минут. При длительном покраснении и/или сохранении неприятных ощущений — обратиться за медицинской помощью.
Защита органов дыхания

Изопропиловый спирт летуч и обладает резким характерным запахом. Фотополимеры имеют различные запахи – от практически неощутимых до чрезвычайно сильных, однако все они включают летучие компоненты, вредные для здоровья. Поэтому и печать, и очистку принтов следует производить только в хорошо проветриваемых помещениях, желательно с принудительной вытяжкой.
При появлении симптомов отравления – головокружения, головной боли, тошноты – немедленно покиньте помещение и выйдите на свежий воздух. При длительном сохранении указанных симптомов обратитесь к врачу.
Защита окружающей среды

Компоненты фотополимеров повышают уровень рН в окружающей среде, что уменьшает интенсивность круговорота органических веществ в системе почва-растение, а при попадании в воду нарушает процессы самоочищения водоемов и оказывает губительное действие на их обитателей — рыбу, фитопланктон, водоросли и т.д. Поэтому, после очистки принта, не следует сливать использованный растворитель в канализацию. Проще всего слить его в какую-нибудь ненужную ёмкость и дать спирту испариться. На стенках ёмкости останется тонкая плёнка смолы, которая быстро затвердеет, после чего ёмкость можно утилизировать вместе с прочими твёрдыми бытовыми отходами.
Образцы печати



Заключение

3D-печать фотополимерами обеспечивает большую точность и прочность, чем привычная домашняя FDM-печать пластиковым филаментом, хоть и в несколько меньших масштабах. Также она требует аккуратного обращения с жидким сырьем и некоторых навыков.
Следуя несложным правилам и советам из этой статьи, вы сможете быстро ее освоить и создавать высокоточные объекты с гладкой поверхностью, избежав многих ошибок начинающих.
Купите фотополимерные смолы для 3D-печати в Top 3D Shop — получите гарантированно качественное оригинальное сырье от известного производителя по разумной цене.



