В комплект для контроля ци¬линдрических резьб входят проходные (ПР) и непроходные (НЕ) предельные калибры.
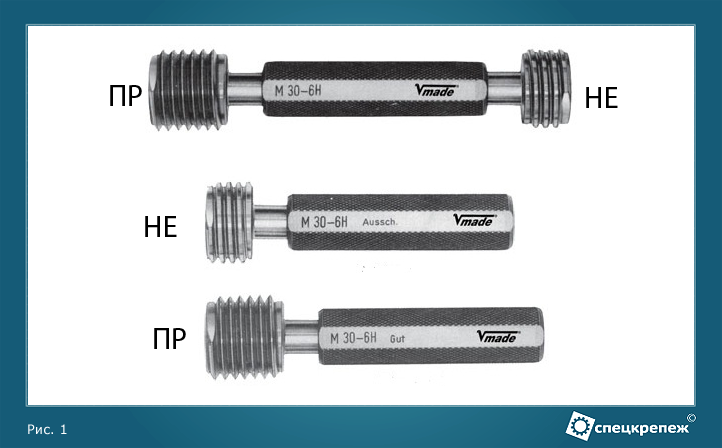
Для контроля размеров внутренней резьбы применяют, так называемые, резьбовые калибр-пробки (рис.1)
Свинчиваемость проходного калибра-пробки с гайкой означает, что средний диаметр резьбы гайки не выходит за установленный наименьший предельный размер, а погрешности угла профиля и шага резьбы гайки компенсированы соответствующим увеличением среднего диаметра. Вместе с тем проверка данным калибром гарантирует, что наружный диаметр гайки не меньше наружного диаметра болта Непроходной калибр-пробка, как правило, не должен ввинчиваться в гайку. Допускается ввинчивание:
Для коротких резьб (до четырех витков) ввинчивание непроходного калибра-пробки допускается:
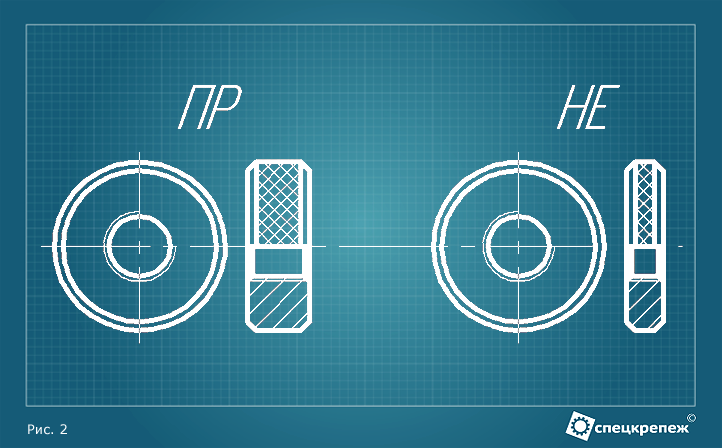
Проверка непроходной резьбовой пробкой гарантирует, что средний диаметр гайки не больше установленного предельного размера. Для контроля размеров наружной резьбы применяют, так называемые, резьбовые калибр-кольца (рис. 2).
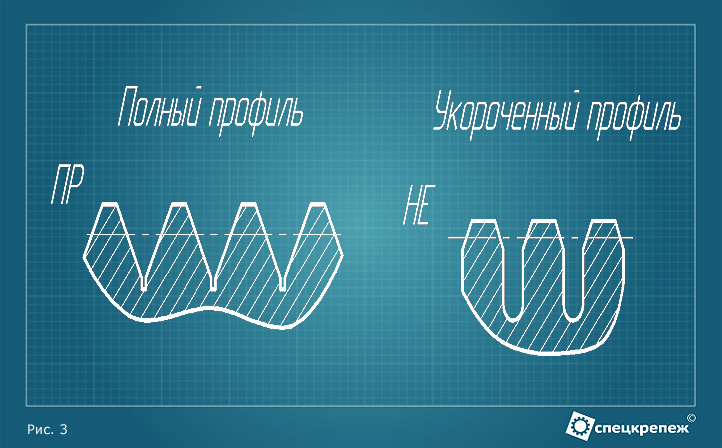
Проходное резьбовое кольцо должно навинчиваться на проверяемый болт или аналогичный тип крепежа, что свидетельствует о том, что средний диаметр резьбы болта не выходит за установленный наибольший предельный размер и что погрешности угла профиля и шага резьбы болта компенсированы соответствующим уменьшением среднего диаметра. Также проверка этим калибром гарантирует, что внутренний диаметр болта не больше внутреннего диаметра гайки. Непроходное резьбовое кольцо, как правило, не должно навинчиваться на болт. Допускается навинчивание не более чем на два оборота. Проходные резьбовые калибры имеют полный профиль резьбы (рис. 3, а) и длину, равную длине свинчивания. Фактически они должны быть прототипом сопрягаемой детали. Непроходные резьбовые калибры имеют укороченный профиль (рис. 3, б) с минимальной длиной сторон профиля резьбы и сокращенное число витков. Это делается для того чтобы уменьшить влияние погрешностей половины угла профиля и шага и контролировать только средний диаметр.
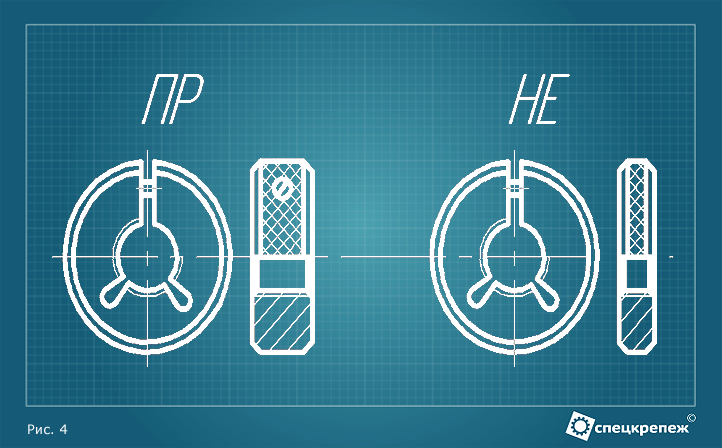
Вместо жестких резьбовых калибров-колец можно применять проходные и непроходные регулируемые калибры-кольца (рис.4)
В конструкции данных калибров предусмотрен специальный регулировочный винт, с помощью которого, в условиях измерительной лаборатории по специальным установочным калибрам, производится настройка калибра на заданный размер и компенсация износа. Для контроля наружной резьбы используют также роликовые резьбовые скобы (рис. 5)
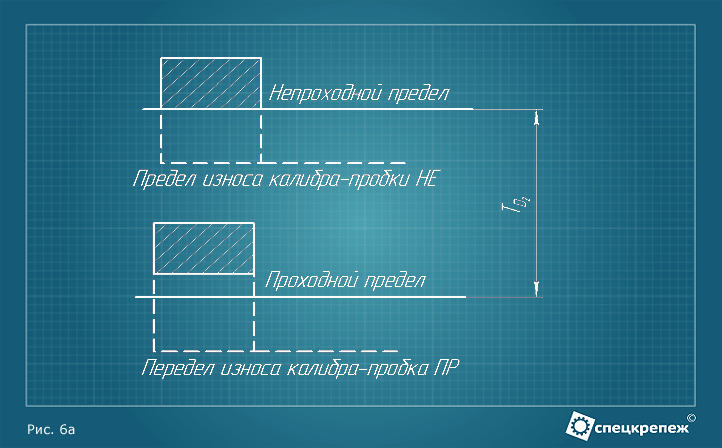
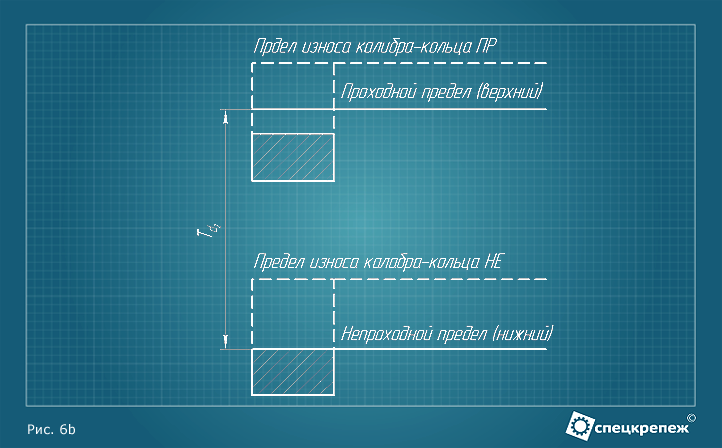
Для увеличения срока службы рабочих резьбовых калибров установлен допуск их износа. Поле допуска на износ проходных калибров частично выходит из поля допуска резьбы детали, а поле допуска на износ непроходных калибров расположено в поле допуска резьбы детали.
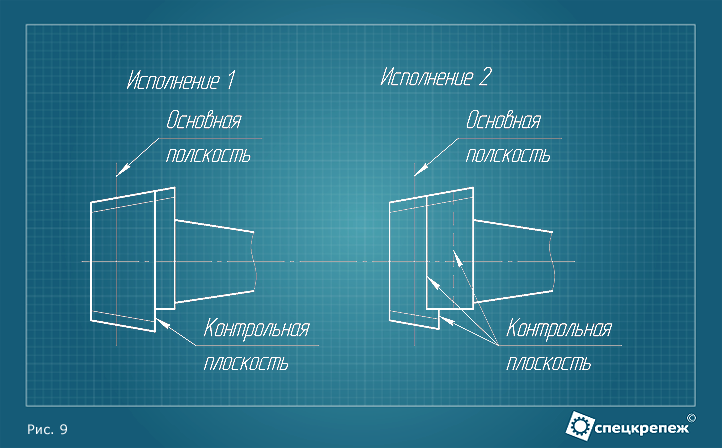
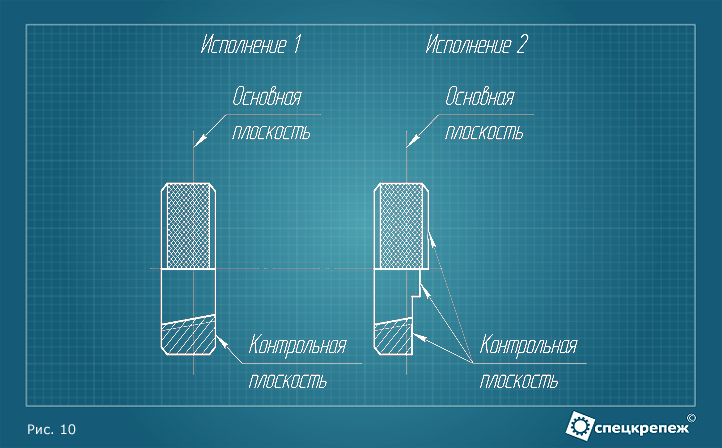
Конические резьбы также контролируют предельными калибрами-пробками (рис. 9) и кольцами (рис.10). Соответствие резьбы требованиям определяют по осевому положению торца детали относительно измерительной плоскости калибра.
Назад
«Спецкрепеж»
Каталог
Вся продукция имеет необходимые сертификаты соответствия, сертификаты качества изделия и технические паспорта.
Перечень услуг представлен в соответсвующем разделе
Классификация калибров для контроля деталей: особенности измерительного инструмента и ГОСТы
СОДЕРЖАНИЕ
Классификация калибров для контроля деталей: особенности измерительного инструмента и ГОСТы
В массовом и крупносерийном производствах годность деталей определяют, используя нормальные и предельные калибры. Калибром называют средство контроля, которое воспроизводит геометрию проверяемого изделия по заданным предельным линейным или угловым размерам. С помощью калибров проверяют:
В статье расскажем, какие бывают виды калибров, как с их помощью проводить измерение деталей и какие нормативные документы регулируют использование этих метрологических инструментов.
Назначение калибров
Калибры — один из первых измерительных инструментов, который применяется при производстве сопрягаемых деталей (вала и втулки, винта и гайки и пр.). Такая область применения стала причиной появления понятия взаимозаменяемости по вхождению. При этом один калибр изготавливался как точная копия детали из пары, а вторая деталь из той же пары подгонялась к нему. Однако такой способ проверки был неточным, поскольку совпадение размеров определяли субъективно, на глаз.
С ростом серийного производства родилось понятие взаимозаменяемости. Оно отражало принцип выпуска деталей, которые при произвольном сочетании в рамках двух пределов образовывали функционирующий узел. Разность двух предельных размеров получила название допуска. При этом размер, соответствующий максимальному, назвали проходным пределом, а второй, соответствующий минимальному, — непроходным.
Введение понятия допуска и расширенной классификации предельных калибров позволили объективно оценивать качество деталей, сортируя их на годные и негодные (брак). Для контроля на производстве были разработаны нормативные документы, которые охватывали широкую номенклатуру предельных калибров и обозначали размеры и точные характеристики их разновидностей (калибров-пробок, калибров-скоб, калибров-втулок), которые использовались для контроля валов, отверстий, конусов и резьбовых соединений.
Со временем калибры были заменены пневматическими, а позднее электронными измерительными приборами и контрольными приспособлениями. Так что в настоящее время предельные калибры используют для проверки только тех деталей, контроль размеров которых затруднен: валов и отверстий малого диаметра, резьбовых деталей и т. п.
Преимущества и недостатки калибров
Благодаря простоте использования определять годность деталей могут рабочие невысокой квалификации.
Щупы для мультиметра + набор наконечников
К основным таким параметрам относятся:
Поэтому при подборе крепежа для выполнения монтажных работ часто возникает вопрос, как измерить резьбу. Измерение диаметра и глубины нарезки обычно не представляет сложности. Более сложной задачей будет измерить шаг резьбы, а неправильный подбор деталей по этому параметру либо вообще не позволит закрутить их, либо значительно ухудшит качество соединения, сделав его фактически непригодным к эксплуатации.
Измерение резьбомером
Оптимальным вариантом, как правильно измерить резьбу, будет использование резьбомера. Это специальный инструмент для проведения измерения шага нарезки. Резьбомер представляет собой корпус, к которому крепятся щупы в виде тонких пластин с гребенкой. Форма гребенки точно соответствует стандартной резьбе с определенным шагом.
Различают следующие виды резьбомеров:
Перед определением шага нужно измерить диаметр резьбы штангенциркулем. Это необходимо потому, что диапазон шагов может зависеть от диаметра.
Процесс измерения шага при помощи резьбомера предельно прост. К измеряемой резьбе прикладывают визуально подходящие пластины резьбомера. Методом подбора выбирается пластина, гребенка которой будет точно соответствовать измеряемой резьбе. Ее шаг будет соответствовать стандартному значению, указанному на маркировке измерительной пластины.
Проще всего таким способом измерить наружную резьбу. Если нужно определить шаг внутренней резьбы, то место измерение необходимо подсвечивать, чтобы точно определить плотное прилегание гребенки пластины резьбомера.
При измерении шага метрической резьбы искомый параметр получаем в миллиметрах. Если необходимо измерить шаг дюймовой резьбы, то его значение получаем в количестве витков на дюйм.
Средства измерения резьб. Проволочки измерения резьбы.
Приборы активного контроля.
Одним из наиболее прогрессивных методов контроля является активный. Наиболее рационально его применение в условиях массового и крупносерийного производства. Устройства активного контроля при определенном измерении размеров позволяют автоматически изменять ход технологического процесса и обеспечить заданную точность обработки. Устройства активного контроля могут включаться в конце цикла обработки и по результатам измерения подавать команду на подналадку режущего инструмента (их называют подналадчиками) или производить проверку размеров изделия непосредственно в процессе обработки с целью регулирования величины перемещения, режимов резания и других параметров технологического процесса. Приборы активного контроля, регулирующие параметры технологических процессов, применяются в станках с программным управлением.
Для автоматического контроля и подналадки применяются приборы контактного и бесконтактного действия. У приборов контактного действия наконечник находится в контакте с измеряемым изделием и может, срабатываясь, быть причиной погрешности прибора. Для уменьшения такой возможности наконечники приборов активного контроля изготовляют из твердого сплава, алмазов, агатов или других особо твердых материалов.
Приборы для измерения резьб.
Основными контролирующими параметрами резьб являются наружный средний и внутренний диаметры, угол профиля и шаг. При измерении резьб применяются средства комплексного и поэлементного контроля.
Для комплексного контроля наружных метрических резьб применяются жесткие предельные калибры-кольца (ГОСТ 17763 — 72 и ГОСТ 17764 — 72) или резьбовые скобы. Внутренние резьбы проверяются резьбовыми калибрами-пробками (ГОСТ 17756 — 72 и ГОСТ 17759 — 72). При пользовании резьбовыми калибрами-пробками и кольцами комплексным измерителем является проходной калибр. Непроходной калибр применяется для измерения предельного размера среднего диаметра.
При поэлементном контроле наружный диаметр болта может проверяться любым измерительным средством, применяемым для контроля диаметра валов, а внутренний диаметр гайки – любым измерительным средством для контроля отверстий.
Для контроля среднего диаметра применяют контактный или бесконтактный методы. Контактный метод контроля основан на применении вставок в микрометр или трех проволочек.
Вставки резьбового микрометра.
Микрометр со вставками применяют при контроле среднего диаметра треугольной резьбы с углами профиля 60 и 55°. Измерение производится в пределах от 0 до 350 мм, причем для каждого интервала в 25 мм применяются или отдельные микрометры, или специальные сменные пятки. Комплект вставок к микрометру состоит из двух вставок (рис. 1): призматической, которая устанавливается вместо пятки микрометра, и конусной, устанавливаемой в отверстие микрометрического винта.
Рис. 1. Вставки к резьбовому микрометру.
Микрометр оснащается пятью комплектами вставок, которые устанавливаются применительно к шагу проверяемой резьбы: 0,4 — 0,5; 0,6 — 0,8; 1 — 1,5; 1,75 — 2,5 и 3 — 4,5 мм.
Измерение резьбы методом трех проволочек.
При контроле среднего диаметра применяют комплект из трех проволочек одинакового диаметра. В процессе замера две проволочки устанавливают во впадины резьбы с одной стороны, а третью — в противоположную впадину. Размер проволочек выбирается по специальной таблице в зависимости от шага и угла профиля резьбы. Идеальным размером для проволочек является диаметр d = tg α /2c, где cs шаг, а α /2 угол профиля проверяемой резьбы.
Измерения среднего диаметра резьбы.
В зависимости от требуемой точности при измерении проволочками используют микрометры или оптико-механические приборы, обеспечивающие более точные показания. Если оси проволочек при измерении расположены вертикально, то проволочки подвешивают на кронштейне, укрепленном на применяемом приборе (рис. 2). К проволочкам подводят измерительные поверхности и измеряют расстояние между выступающими точками трех проволочек, находящимися во впадинах резьбы, затем по формулам определяют средний диаметр.
Расчет среднего диаметра резьбы.
Средний диаметр резьбы с углом профиля 60°:
Dcp=M– 3d+ 0.866s,
где M — размер, полученный в результате измерения, мм;
d — диаметр проволочки, мм;
s — шаг измеряемой резьбы, мм.
Если угол профиля составляет 55°, то средний диаметр цилиндрической резьбы:
Dcp=M– 3,165d+ 0.9605s.
Рис. 2. Измерение резьбы с помощью трех проволочек.
Бесконтактные методы контроля резьбы с помощью среднего диаметра резьбы основаны на трех проволочек, применении измерительных микроскопов с угломерными окулярными, головками, а также проекторов.
Индикаторные измерительные приборы.
Контроль точности шага резьбы и измерение угла профиля также осуществляется на измерительных микроскопах или проекторах.
Контроль среднего диаметра внутренней резьбы может выполняться индикаторными приборами с раздвижными полупробками, индикаторными приборами с раздвижными вставками, а также на горизонтальных оптиметрах с помощью измерительных дуг для внутреннего измерения, оснащенных шаровыми измерительными наконечниками.
На большинстве заводов при расточке отверстий для предварительных измерений пользуются пробками и штих-массами, а также штангенциркулем. Установка резца для снятия стружки до требуемого размера производится по лимбу поперечного суппорта станка на основе показаний штангенциркуля. При обработке отверстий по 2-му и 3-му классам точности такой общепринятый способ измерений связан с большими затратами времени на снятие пробных стружек, а зачастую и на излишние проходы.
Измерить размеры ряда детален в процессе обработки можно с помощью индикаторного приспособления (рис. 3), которое благодаря специальной конструкции упорной планки 1, позволяет установить в удобном месте, впереди поперечных салазок суппорта, держатель 3 индикатора 4. При подаче поперечных салазок от себя штифт индикатора упирается в выступ планки 1. Винт 2 предохраняет индикатор от поломки. Это приспособление является универсальным, оно может быть применено как при расточке, так и при обточке. Для обточки упорную планку и индикатор 3 поворачивают на 180°.
Рис. 3. Индикаторное приспособление для активного контроля размеров при обработке на токарном станке.
Практика показала, что применение индикаторов и установочных колец с номинальным размером обрабатываемого отверстия, а также применение индикаторного приспособления (рис. 3) позволяет уменьшить вспомогательное время и обеспечить высокую точность измерений внутренних размеров.
При обработке отверстий необходимо по индикатору настроить резец на снятие первой стружки с припуском 0,1 — 0,2 мм на сторону, заметить показание индикатора и снять первую стружку. После этого замерить полученный размер отверстия индикаторным прибором, настроенным по установочному кольцу, имеющему номинальный размер отверстия (при настройке индикаторный прибор устанавливается на ноль).
Измерив отверстие, определяют, какой слой металла нужно снять резцом для получения окончательного размера отверстия, и по индикатору устанавливают резец для расточки отверстия на чистовой размер. Такой способ измерений упрощает расточку отверстий по 2-му и 3-му классам точности, и он вполне доступен для рабочих невысокой квалификации.
При больших партиях деталей небольшой массы иногда целесообразно сначала провести предварительную расточку всей партии деталей с припуском 0,3 — 0,5 мм на диаметр и затем за один проход, применяя жесткий резец, провести чистовую расточку.
Учитывая, что резец в процессе работы изнашивается, вследствие чего размер отверстия уменьшается, во время обработки каждой последующей детали следует проверять индикатором для внутренних измерений действительный размер отверстия уже обработанной детали и, исходя из показаний индикатора, настраивать индикаторное устройство с учетом износа резца.
Преимущество работы с индикатором заключается еще и в том, что на его показания не влияет износ резьбы винта и гайки поперечного суппорта, тогда как показания лимба зависят от степени износа резьбы.
Следует отметить, что общепринятые способы расточки отверстий не обеспечивают высокой точности. При обработке отверстия, диаметр которого меньше заданного, токарь не имеет точного представления о том, сколько сотых долей миллиметра нужно дополнительно снять для получения окончательного размера. Поэтому он часто вынужден прибегать к добавочным проходам, что значительно увеличивает затраты времени на обработку и ухудшает качество.
Применение индикаторных приспособлений дает возможность работать уверенно и с большой точностью. Использование индикатора не исключает применения предельных калибров. Проверка отверстий предельным калибром является обязательной при окончательном контроле размера.
Измерение шага резьбы без резьбомера
Детали с наружной нарезкой
Часто необходимость определения шага резьбы возникает эпизодически, на один раз. И, конечно, в такой ситуации под рукой не оказывается резьбомера, а покупать его для разовых измерений не имеет смысла. Полезным будет узнать, как измерить шаг резьбы линейкой или штангенциркулем. Эти измерительные инструменты позволяют достаточно легко определить нужный параметр.
Проще всего измерить резьбу болта или другой детали с наружной нарезкой. При измерении метрической резьбы рекомендуется в первую очередь приложить линейку к детали с резьбой и постараться совместить миллиметровые деления ее шкалы с вершинами гребней резьбового профиля. Если они совпадают, значит, шаг составляет 1 мм. В противном случае придется провести несколько более сложные измерения.
Для определения шага резьбы нужно посчитать количество витков на участке стержня определенной длины, например, 10 мм или 20 мм. Для получения более точного результата рекомендуется проводить замеры на участке 20 мм. Необходимую длину отмеряют, приложив к стержню болта линейку, или при помощи штангенциркуля. Более точно будет измерить шаг резьбы болта штангенциркулем. На отмеренном участке подсчитывают количество витков. После этого длину участка необходимо разделить на полученное количество витков за минусом одного витка. В результате получаем значение шага резьбы.
При определении шага дюймовой нарезки необходимо отмерить длину стержня равную одному дюйму (25,4 мм). Для точности замера лучше использовать линейку или штангенциркуль с дюймовой шкалой. Количество витков на этом участке и будет шагом резьбы. Если длина резьбового участка меньше одного дюйма, то определить число витков нужно на участке в полдюйма (12,7 мм), после чего полученный результат умножить на 2.
Детали с внутренней нарезкой
Существует два способа, как измерить резьбу гайки или другой детали с внутренней нарезкой без резьбомера. Первый способ предусматривает подбор точно подходящего ответного болта с последующим измерением шага его резьбы. Если подобрать ответный болт не получается, то нужно воспользоваться полоской бумаги (это и есть способ № 2).
Ее следует прижать к резьбе так, чтобы на бумаге остался отпечаток профиля. Улучшить видимость рисок можно, проведя по граням маркером. После этого на бумаге нужно отметить линейкой расстояние между крайними рисками и посчитать количество витков. Затем полученное расстояние делят на количество витков минус один виток. Вместо бумаги для измерений по этому способу можно использовать карандаш, спичку или другое изделие из мягкой древесины подходящего размера, которое прижимают к резьбе.
Определения шага резьбы болта:
Приложите линейку в резьбовой части болта. Если ее миллиметровые деления совпадают с вершинами нитей, то у вас без сомнения шаг 1 мм. Если нет, то посчитайте количество витков n на определенном отрезке длины L. Первую нитку в расчет не берите, так как от нее происходит отсчет, и она является нулевой.
Количество витков на 2 см
Шаг резьбы, мм
9
2,5
11
2,0
12
1,75
14
1,5
17
1,25
21
1,0
26
0,8
29
0,7
Длину взятого отрезка в миллиметрах разделите на количество витков и получите шаг P.
P= L/(n-1) = 20 мм / (17-1) витков = 1.25 мм
При этом важно учесть, что чем больший резьбовой участок вы возьмете для проведения измерений, тем меньше будет погрешность. Более точный результат можно получить при помощи штангенциркуля, совместив крайние вершины нитей с острием губок инструмента.
Шаг резьбы находится в тесной связи с диаметром болтового соединения. Данные о соответствии этих двух параметров сведены в таблицу. Измеряем наружный диаметр болта, в нашем примере получаем 10 мм. Из таблицы видим, что болт М10 может иметь шаг резьбы: 1.5 (основной)
, 1.25 (мелкий) , 1.0 (мелкий) или 0.75 (супермелкий) . Полученное расчетным путем число должно точно (или почти точно) совпадать со справочным значением. В нашем случае – метрическая резьба второго ряда с мелким шагом 1.25 мм. Условное обозначение болта: М10х1.25.
Определение шага резьбы по диаметру
Определить шаг резьбы можно по стандартным таблицам. Предварительно нужно измерить диаметр резьбы болта или гайки. Для этого нужно воспользоваться штангенциркулем, который позволяет с высокой точностью определить размер. Точность замера должна составлять десятые доли миллиметра. После этого, используя полученное значение, можно найти в таблице соответствующий диаметру шаг резьбы.
Пример таблицы для резьб с наружным диаметром от 9,3 мм до 63,4 мм:
Шаг резьбы — это расстояние между параллельными сторонами профиля двух соседних витков, измеренное вдоль оси. Приборы для контроля шага резьбы применяются для измерения расстояния между канавками резьбы. Шаг резьбы определяет диаметр измерительных наконечников, необходимых для выполнения измерений.
Данные приборы используются для контроля как внутренней, так и внешней резьбы с помощью измерительных наконечников широкого спектра резьб. Выпускаются приборы с 2-мя и с 3-мя контактными точками, разработанные специально для таких резьбовых соединений как ACME, Stub ACME, UN и API
Проверка шага резьбы является обязательным этапом измерения резьбовых соединений по стандарту API (Американский институт нефти) для роторов, трубопроводов, обсадной и насосно-компрессорной труб.
LG-5003 — в приборе применена трехточечная система для измерения и контроля шага внешней и внутренней резьб. Два неподвижных наконечника в задней части прибора и один подвижный измерительный наконечник в передней части прибора обеспечивают максимальную стабильность при проведении измерений шага резьбы. Уникальная конструкция прибора позволяет не прилагать усилий при проведении измерений.
Измерительные наконечники могуб быть легко заменены, что позволяет использовать прибор для различных типов резьб. Каждый прибор поставляется со стандартными контактными точками, кроме того можно заказать другие размеры дополнительно.
Перед проведением измерений, прибор для контроля шага резьбы должен быть настроен на номинальный размер резьбы с использованием установочных шаблонов шага резьбы (lead standard). Установочные шаблоны изготавливаются согласно стандартов ANSI и API.