Постобработка SLA, DLP и LCD фотополимерных 3D моделей
Постобработка позволяет вам в полной мере использовать преимущества вашего 3D принтера. Соблюдение правильных подходов повысит качество и механические характеристики ваших отпечатков.
В этот статья рассмотрим различные методы для достижения наилучшего результата.
Техника безопасности
Фотополимерные смолы токсичны при неправильном обращении, поэтому следует избегать прямого контакта с кожей и попадания в область лица. Не аккуратное обращение может привести к неприятным последствия, поэтому убедитесь, что у вас есть свободная рабочая зона.
Что вам понадобится:
Если смола случайно попала на кожу, немедленно промойте ее водой с мылом. Не оставляйте следов смолы на предметах, которых вы касаетесь. Если фотополимер разлился, очистите поверхность загрязнённых предметов до того, как смола затвердеет, нужно помнить, что в обычном свете то же присутствует УФ-диапазон.
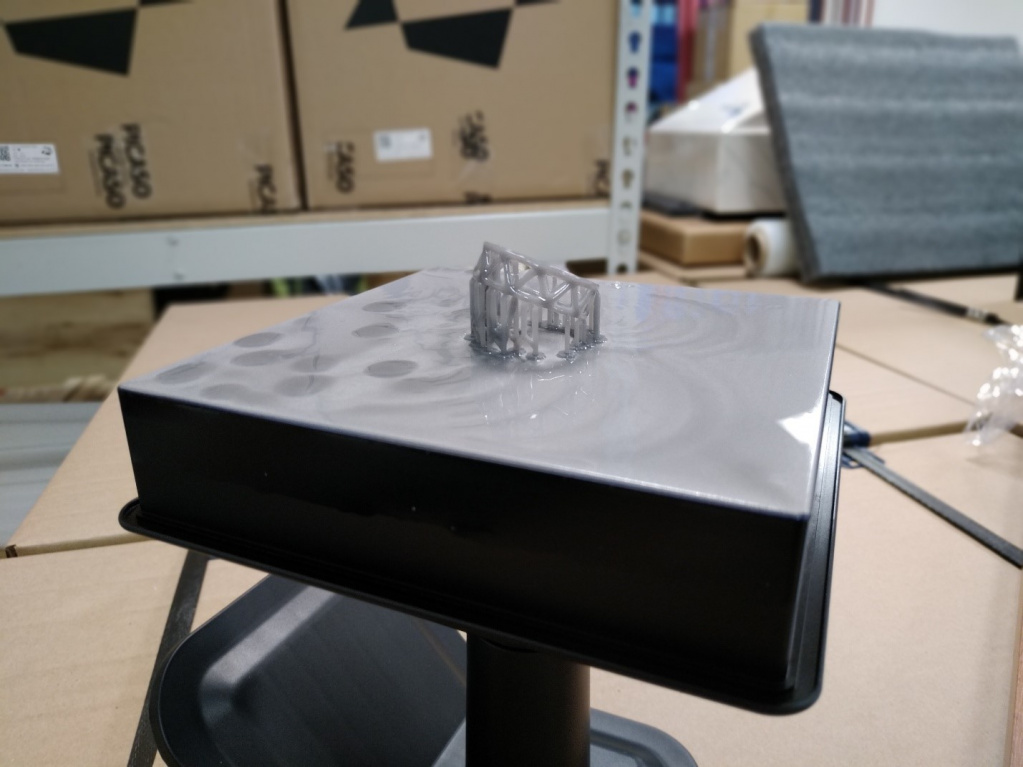
Шаг # 1: Промывка только что напечатанной модели

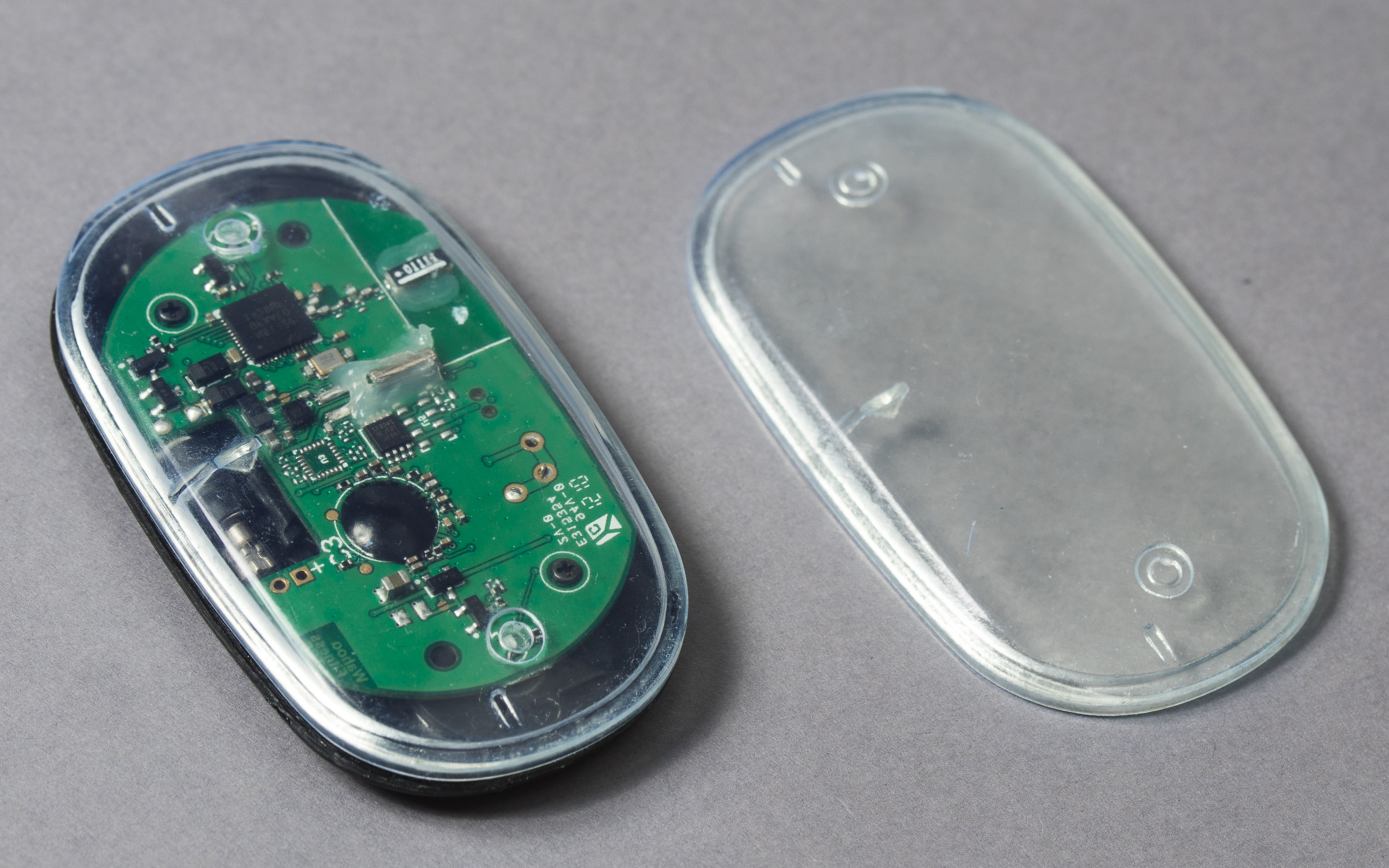
Когда ваша модель только что напечатана, она покрыта не отверждённым фотополимером. Вам нужно его обязательно смыть, прежде чем продолжать постобработку.
Метод №1: Ультразвуковая ванна
Ультразвуковая ванна, как и для чистки ювелирных изделий, — это профессиональный способ чистки ваших отпечатков. Наполните ванну чистой жидкостью и оставьте на пару минут, это снимет тонкий слой не отверждённой смолы.
Метод 2: Ополаскивание
Если у вас нет ультразвуковой ванны, можно просто окунуть модель в ванну с IPA (изопропиловый спирт). Этот метод прост и быстр, но он не обеспечивает такой тщательной очистки, как ультразвуковая ванна.
Шаг № 2: Удаление поддержек

Затем удалите опорные конструкции в ручную или кусачками. Это можно сделать до или после отверждения модели под УФ-излучением, но будет проще сделать это до.
После удаления останутся небольшие бугорки. Это неизбежно, но это легко исправить с помощью наждачной бумаги.
Шаг # 3: Шлифовка
Обычная шлифовка мест присоединения опорных конструкций (поддержек )

Процесс: шлифуются только выступы опоры. Этот процесс подходит для плоских поверхностей. Поскольку поверхность шлифуется только на опорных выступах, общая геометрия деталей, как правило, не изменяется.
Мокрая шлифовка
Процесс: Мокрая шлифовка обычно обеспечивает наиболее гладкую поверхность (в зависимости от использованных градуировок наждачной бумаги). На неподдерживаемой стороне модели необходимо отшлифовать только линии сборки. Обычно этого можно достичь с помощью одной наждачной бумаги высокой зернистости. Сторона с опорами более трудоемка, обычно требуется как минимум 4 градации наждачной бумаги. Поэтому рекомендуется размещать опоры на наименее видимой части модели. В зависимости от размещения опоры может наблюдаться некоторая потеря точности, поскольку часть материала удаляется в процессе шлифования.
Обработка минеральным маслом

Процесс: Эта обработка похожа на шлифовку мокрым способом, за исключением слоя минерального масла, добавляемого после шлифования. Минеральное масло помогает скрыть белые / светлые пятна на модели, создавая красивую ровную поверхность. Эта отделка хорошо подходит для механических деталей, снижая трение и смазывая поверхность.
Полировки до глянцевой поверхности
Процесс: Поверхность шлифуется наждачной бумагой повышенной зернистости (от 2000). Затем поверхность полируется полиролью. В результате получается максимально гладкая поверхность, но это требует очень много времени и возможно только на поверхностях, которые можно легко отшлифовать.
Эта обработка может не подходить для жестких и гибких смол.
Шаг # 4: УФ отверждение модель на 3d принтере
Последний этап постобработки — это УФ-отверждение вашего отпечатка. Оно необходимо для многих функциональных смол, потому что это завершает свойства материала модели.
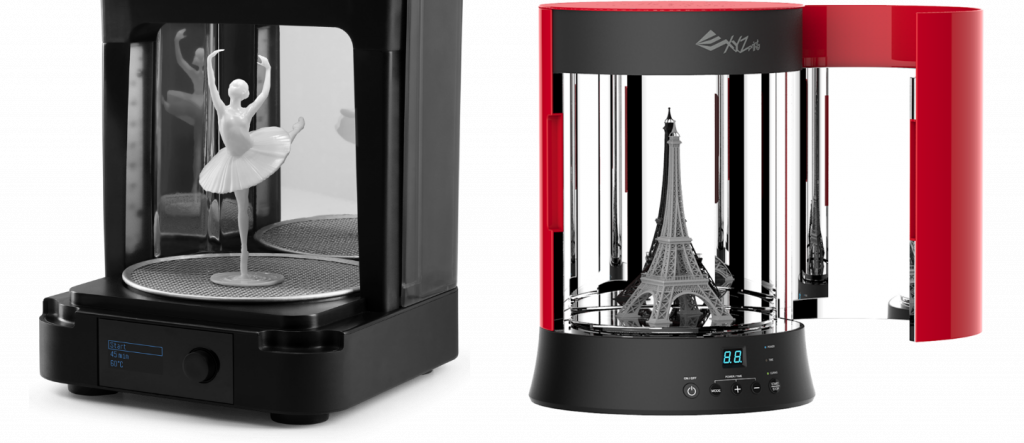
Метод №1: Заводские камеры для УФ отверждения
Многие производители фотополимерных 3d принтеров, производят камеры для УФ отверждения. Они специально оптимизированы для производимых ими смол. Это необходимо для больших отпечатков в коммерческом и профессиональном использовании.
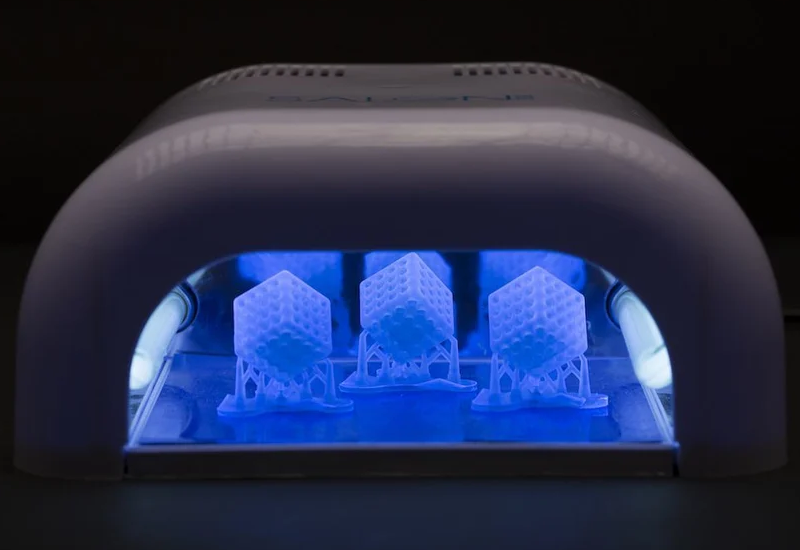
Метод №2: Лампа для отверждения лака для ногтей
Это недорогой и доступный метод. Просто поместите его под лампу и оставьте на ночь. Использование поворотного стола может помочь получить более равномерную засветку.
Метод №3: Камера для УФ отверждения своими руками
Многие любители собирают свои собственные недорогие камеры для УФ отверждения. Это легко сделать, поместив ультрафиолетовую лампу в бокс, выложенный алюминиевой фольгой. Модель можно поместить на поворотный стол, чтобы получить ровную засветку.
Метод № 3: Солнце
Можно использовать солнечную энергию. Главный недостаток такого подхода, то что он требуется гораздо большего времени для получение приемлемого результата.
После выполнения данных процедур, смело можно приступать к грунтовке и покраске модели или сразу использовать её по назначению.
Как обрабатывать детали из фотополимерной смолы после 3D печати DLP и SLA технологиями. 3Д постобработка.
Всем привет друзья, с Вами компания 3DTool!
Фотополимерная 3д печать стала активно «набирать обороты» последние пару лет. Если раньше, это была привилегия дорогих громоздких устройств и промышленных предприятий, теперь по цене одной/двух средних зарплат можно приобрести DLP решение, которое будет печатать с качеством не хуже именитых производителей, например Фотополимерные 3D принтеры Phrozen. Однако, с вопросом широкого распространения такого вида печати встает вопрос и смежных с ней задач. Например – постобработки фотополимерных деталей. Какие виды постобработки бывают у фотополимерной 3д печати, какие приемы можно применять для соединения деталей между собой, можно ли красить фотополимерные смолы после отверждения и какими красками. Именно об этом пойдет речь в нашей статье.
Для начала, давайте определим, что из себя представляют фотополимерные смолы в целом, чем очертим список возможных растворителей и поймем что именно нам необходимо будет сделать для их обработки.
Состав фотополимерной смолы и ее свойства
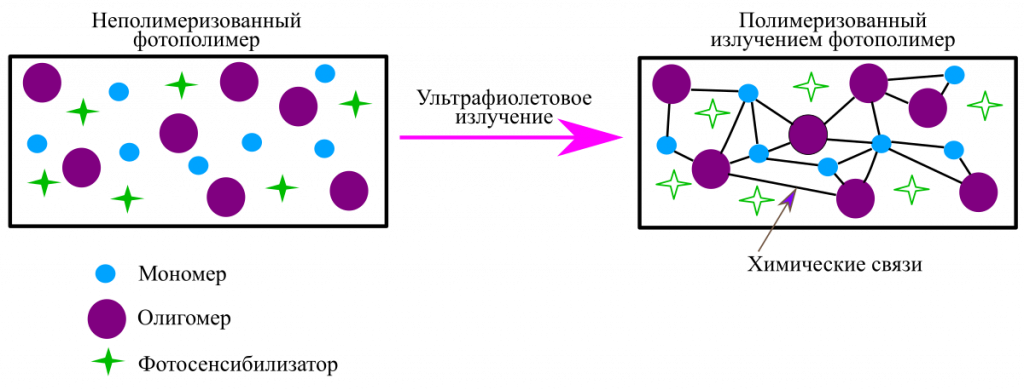
Фотополимерные смолы перед реакцией всегда находятся в жидком состоянии и обычно состоят из трех основных компонентов:
Фотоинициаторов – связующего звена, вступающего в реакцию с мономерами и олигомерами при воздействии света определенной волны.
Каждый тип фотоинициаторов, или по-другому их можно назвать «отвердителями», реагирует на определенную длину волны, ее длительность и интенсивность. Поэтому смолы для SLA принтеров не всегда совместимы с DLP, особенно если последние используют LCD панель низкой засветки.
Некоторые виды смол, особенно те, в состав которых входят дешевые отвердители, могут требовать дополнительной обработки после самого процесса печати и снятия изделия с платформы. В этом случае применяют специальные ультрафиолетовые ванны, либо подобные устройства другого типа. Об этом чуть позднее.
Помимо дополнительного отверждения, снятые с платформы детали так же требуют смывать с них лишние остатки фотополимера из труднодоступных мест. Для этого применяют изопропиловый спирт и специальную посуду.
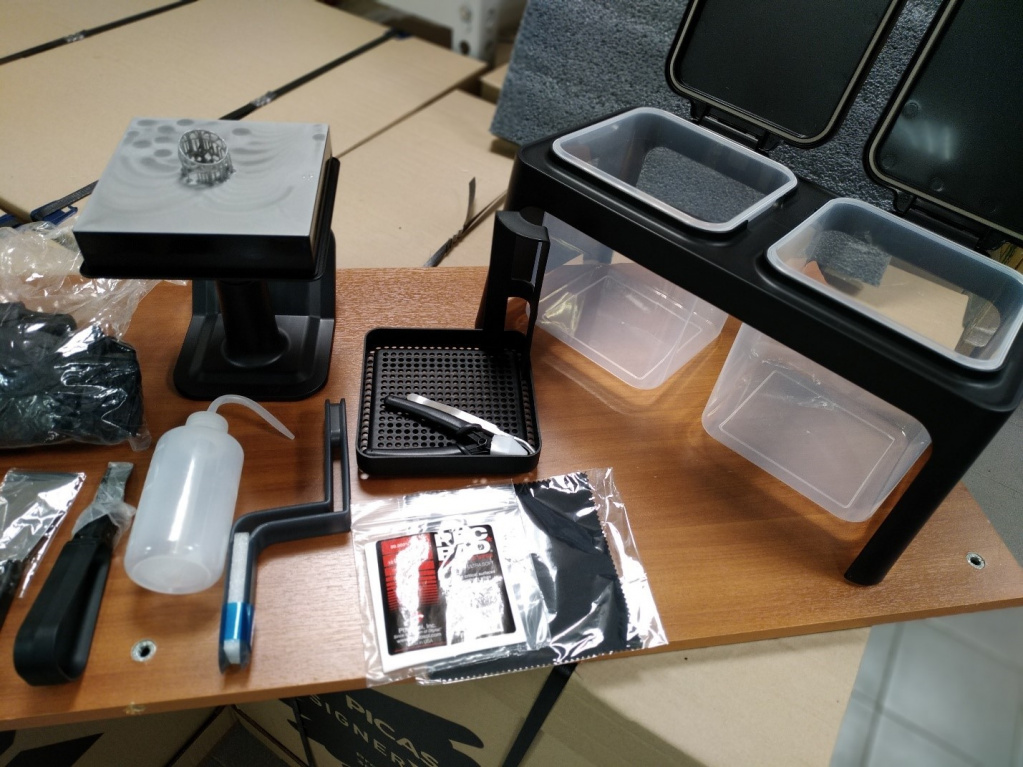
Например, у компании Formlabs для всех моделей устройств в комплекте идет специальный набор для обработки.
В зависимости от крепости соединения, получающейся после реакции, можно получать материалы с разными свойствами. Твердые, устойчивые к истиранию, биосовместимые, модельные, прозрачные и матовые, видов фотополимерных смол великое множество и подобрать подходящую под свои задачи не составляет большого труда. При этом приемы постобработки остаются примерно одинаковыми во всех случаях.
Этапы постобработки
После того, как будет выполнен сам процесс печати, получившийся результат потребует прохождения через несколько этапов постобработки.
1. Промывание фотополимерных деталей
Как правило, фотополимерная смола до отверждения может растворяться в этиловом и изопропиловом спирте. Вода, при этом не имеет никакого воздействия. За счет большей массы смола всегда будет осаждаться на дне, более того, некоторые виды смол обладают ярко выраженным гидрофобным эффектом, за счет чего не намокают.
Очевидно, что после печати на поверхности застывшего предмета в различных складках остается много лишней смолы, если Вам необходимо сократить время подготовки изделия и ждать, пока материал сам стечет в кювету нет никакой возможности, подберите удобную тару, мягкую бутылочку с пипеткой и заполните ее изопропиловым спиртом.
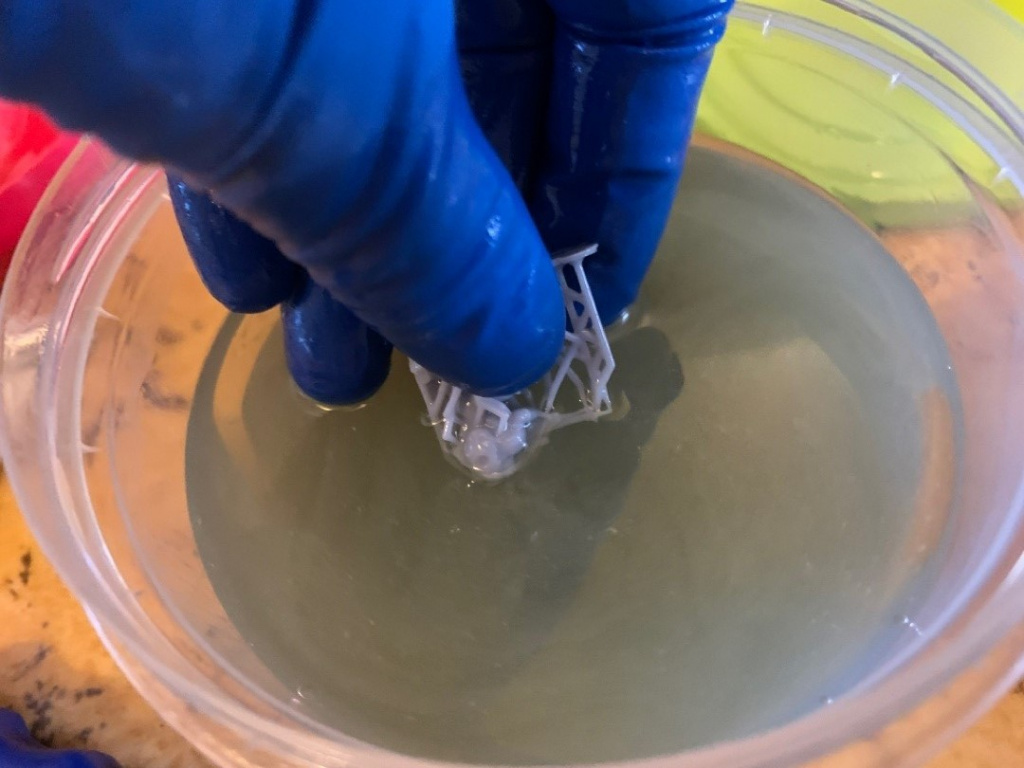
Держа изделие пинцетом, аккуратно промывайте материал, над кюветой. Таким образом можно избавиться от большинства натеков, дать изделию высохнуть на мягкой бумажной салфетке и перейти к следующему этапу.


Существуют и автоматизированные станции промывки, например компания Anycubic предлагает своим покупателям Устройство очистки Anycubic Wash/Cure за 18 500 рублей, после печати Вам всего лишь требуется установить изделие требующее обработки в устройство, все остальные процессы будут выполнены автоматически. А если вы работаете с 3D принтером Anycubic Photon или Photon S, вы можете непосредственно снять печатную платформу и поместить ее в устройство что еще более упрощает работу с ним.
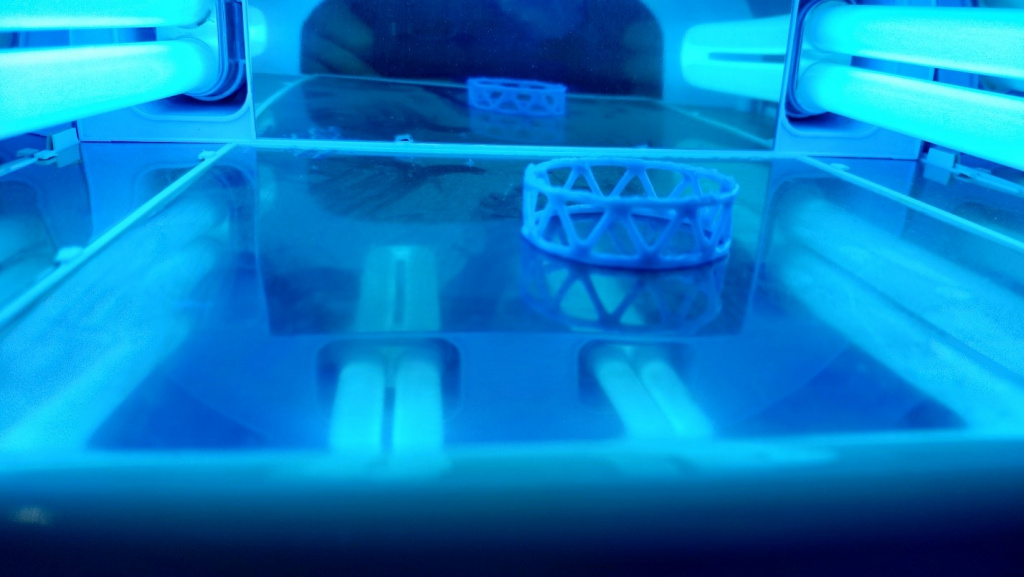
2. Дополнительная засветка Фотополимерной смолы
После того, как мы убрали лишний материал с поверхности, для большинства фотополимерных смол требуется дополнительная засветка. Некоторые принтеры с продвинутыми оптическими системами или мощными проекторами умеют обходится без этого процесса, но устройства из более доступных категорий требуют именно такого подхода. К тому же, чем прочнее смола, тем больше времени требуется на ее отверждение.
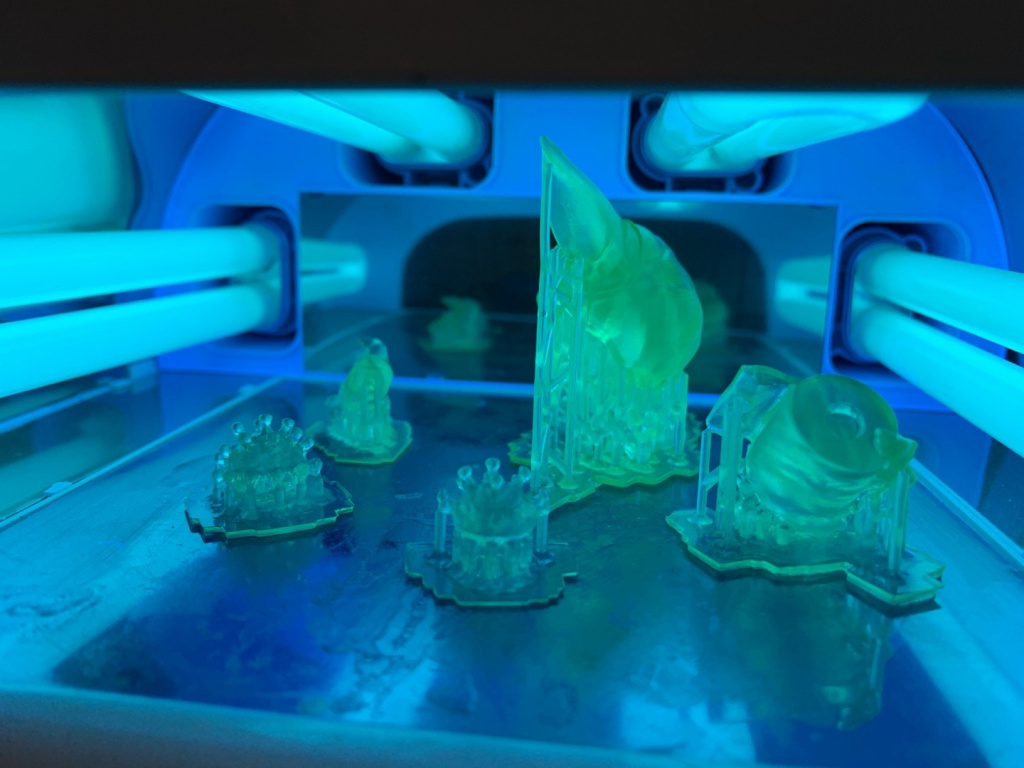
Сам процесс совсем не хитер, распечатанное изделие достаточно разместить на бумажной салфетке и поместить под ультрафиолетовую лампу. В некоторых случаях подходит обычная лампа дозасветки для маникюра. Благо, материалы и там и там используются похожие. Однако в этом случае практически невозможно точно управлять процессом и время дозасветки определяется «на глазок».
Некоторые производители фотополимерных 3д принтеров предлагают свои продвинутые системы дозасветки. Например, компании XYZ и Formlabs имеют возможность поставки таких камер в комплекте с самим принтером. А промышленные и профессиональные решения, например 3D Systems серии ProJet содержат алгоритмы дополнительной засветки, уже встроенные в сам принтер.

3. Удаление элементов поддержки
Как и многие другие технологии 3D печати, фотополимерная использует специальные поддерживающие структуры при формировании изделий. Поддержки можно удалять как до выполнения засветки, так и после. Лично мы рекомендуем сначала засветить изделие.
Как правило, это древовидные «веточки» с небольшой точкой касания к искомому предмету, однако их тоже требуется удалять и убирать следы их присутствия.
Лучше всего в этом случае поможет минимизация самих точек соприкосновения в программе-слайсере, ведь чем меньше «артефакт», тем меньше он потребует сил на устранение.

Для грубого удаления поддержек лучше всего подходят небольшие бокорезы или кусачки электрика. Далее поверхность «заравнивается». Проще всего применять для подобной работы пилочки для ногтей или набор тонких натфилей. С небольшим добавлением воды поверхность очень быстро сравнивается, однако фотополимеры довольно хрупки. Так что здесь самым главным является не переборщить.
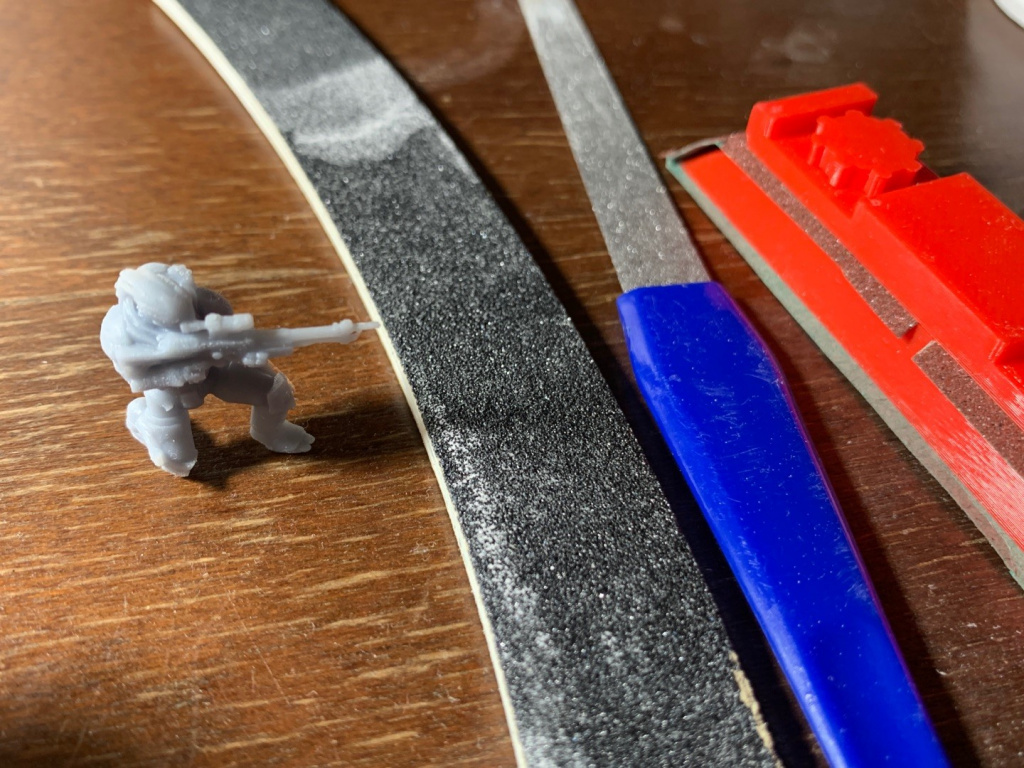

После того, как вы сравняли основание поддержки, поверхность можно заполировать шкуркой с мелким зерном, или натереть ветошью, если след уже еле заметен.

Помимо классических поддержек из того же материала, что и основная модель, существуют системы с возможностью использовать растворимые поддержки из водо и спирторастворимых материалов, как правило, это привилегия дорогих систем вроде Projet 3500 HD Max и других. И в этом случае для более качественной обработки используют так же ультрозвуковые ванны. Однако они будут полезны и при обработке обычных распечаток из фотополимера на этапе отмывки от излишка смолы. Отличным примером такого устройства может послужить ультразвуковая ванна UC-4060HL от Uniz объемом на 2 литра. По стоимости такая ванна обойдется в 10 900 рублей.
4. Склеивание деталей из фотополимерной смолы
Так как размеры рабочей области принтеров, работающих по технологии фотополимеризации зачастую довольно небольшие, среди 3д печатников популярна темника разделения и последующей склейки изделий. И если в FDM вы подбираете клей или растворитель в зависимости от материала нити, в SLA/DLP случае используются несколько основных принципов для любого вида смолы.
Склейка фотополимером. Применяется в том случае, если стенка нашего предмета достаточно тонкая для полноценной засветки в ультрафиолетовой камере. Плюсы такого метода – наиболее прочное скрепление деталей, малая заметность шва и возможность подогнать позиционирование детали в процессе склейки пока смола не застыла.

Склейка цианакрилатом. Универсальный способ склеивания любых изделий из полимеров. Цианакрилат и его аналоги применяются в стендовом моделизме, создании миниатюр и при работе с любыми пластиками. Фотополимерные смолы не исключение. Однако вы должны понимать, что материалы с допуском к медицине или использованию в организмах не могут обрабатываться таким способом.

Склейка растворителем. Еще один вариант склейки фотополимерных изделий. По нашему личному мнению, не самый лучший вариант, т.к. не все смолы реагируют на изопропиловый или этиловый спирт одинаково. Самое сложное – выпарить оставшийся в шве спирт и дополнительно засветить материал повторно. Из указанных способов имеет самый грубый шов и может влиять на размеры детали, т.к. растворяет сам материал.
5. Финишная обработка поверхности

В качестве финишной обработки лучше всего использовать абразивную бумагу различной зольности, однако как правило, поверхность фотополимерных распечаток не требует дополнительного шкурения. Достаточно просто обезжирить и подготовить поверхность, после чего переходить к окрашиванию.
6. Грунтовка и окрашивание
После отвердевания фотополимерные смолы напоминают по своим свойствам эпоксидку, а значит красить и обрабатывать их можно так же просто. Как правило в окраске SLA/DLP распечаток применяют акриловые грунты и краски в виде небольших баночек для работы с аэрографом. Однако допускается и использование аэрозольных баллончиков. Самое главное – чтобы краска отвечала требованиям адгезии к пластмассам.

Мы не будем приводить полное руководство по грунтованию и художественной раскраске изделий, это потребует большой отдельной статьи. Просто следите за толщиной слоев которые наносите аэрографом и не забывайте по нанесение теней и полутонов.

Итоговый результат
После проведения всех операций и обладания некоторой сноровки, можно получать действительно красивые результаты за совсем довольно быстро.
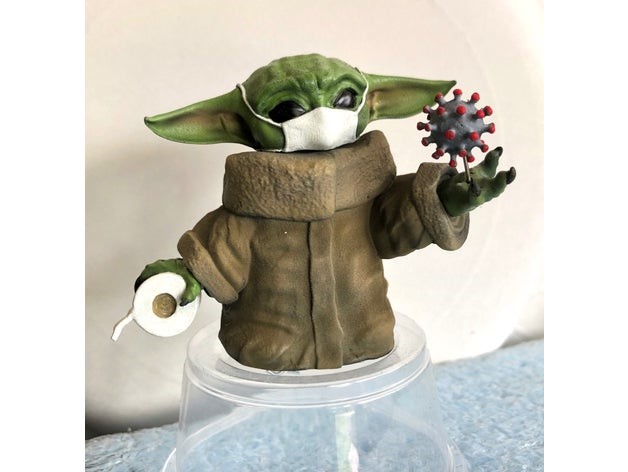
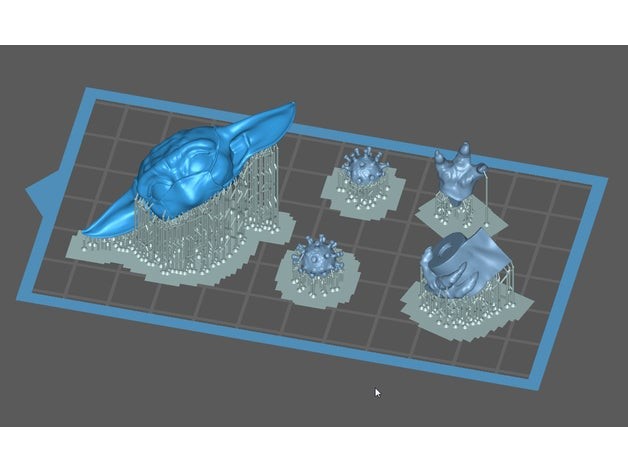
Например, этого малыша Йоду из вселенной Star Wars мы подготавливали к окраске и окрашивали около двух дней вместе с просыханием самой краски. Он прошел все описанные этапы подготовки, был склеен и загрунтован. После чего художник нанес краски кистью с небольшим количеством краски.

А например, этот гигантский жук напечатанный на Formlabs Form 2 был окрашен целиком из аэрозольного баллончика краской металлик.
Кстати определиться с выбором устройства вам поможет наш общий каталог фотополимерных 3D принтеров где представлены все наиболее популярные и заслужившее наше доверие модели.
Что ж, а на этом у нас все! Надеемся Вам была полезна наша статья!
Не забывайте подписываться на наш YouTube канал :
Чем промывать фотополимер
Статья относится к принтерам:
Привет всем обитателям форума 3D Today. На повестке дня снова тема про промывку моделей из фотополимерной смолы. На днях стал счастливым обладателем принтера ANYCUBIC Photon S. После чего встал вопрос о расходных материалах и соответственно о жидкости для промывки излишков фотополимерной смолы из напечатанных моделей. Просмотрев кучу информации в интернете выявил что в большинстве случаев рекомендуют к покупке Изопропиловый спирт, аргументируя тем что он хорошо промывает смолу, его легко найти и он дешёв. После этого я занялся поисками данной жидкости, надеясь на то что я сейчас его с легкостью найду в своем городе и пойду сразу же в магазин, но не тут то было. Не смотря на то что я живу в довольно большом городе (г. Ростов-на-Дону) найти данную жидкость оказалось целой проблемой. В магазинах она только под заказ и стоит космических по моему мнению денег, это 450-500р. за литр, да существуют сайты на которых написано что они просят за 1 л. изопропанола 150 рублей но доставка выходит еще +500р. И собственно вопрос тем кто уже давно знаком с фотополимерной печатью, какие альтернативные средства для промывки, за приемлемую цену а так же не портящие внешний вид и прочность напечатанных моделей?
P.S. Печатаю смолой от Anycubic.
Популярные вопросы
Покупка UV смол зимой
Добрый день, коллеги!
Решил попробовать технологию SLA, но закрались смутные сомнения о возможной порче UV смолы при доставке в услов.
Фотополимерная печать без липкого слоя и без промывки в спирте.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:

И как и многих, меня интересовало как сделать слой, который не контактирует с формой сделать не липким.
И ответ потом нашелся.
Возможно данный способ подойдет только для художки. С деталями где нужна точность я не пробовал.
Но даже в «художке» по видимости слоев все с промывкой нормально.
Нам понадобиться глицерин. Я покупаю его в местной вейп шоп лавке за 300р литр. Он в отличие от того что продается в аптеке дешевле и чище.
После печати модель я погружаю в ванночку с глицерином и зубной щеткой и кисточкой очищаю модель.
затем после прочистки погружаю в чистовую ванну с глицерином и дочищаю до конца.
И конечная процедура, опять глицерин. )
Погружаю в емкость с глицерином модель, так что бы полностью утонула. И в этой емкости начинаю сушить в УФ сушилке 10-15 минут и промываю обычной теплой водой под краном.
Я купил на али такую вещь, помогает (сама крутится от света). Но сушилку УФ использую на лампах, не знаю почему, видимо из-за чуть более широкого диапазона сушит хоть и дольше но лучше, после нее точно ничего никогда не липло.
В итоге, после всего этого модель не имеет липкой поверхности!
Данный способ сильно помогает для тех смол, которые после промывки в спирте белеют.
На самом деле вы можете и не промывать деталь, сразу бросить в глицерин и под УФ сушилку, но тогда вы можете потерять некоторые детали откуда смола не вытекла.
Чем промывать фотополимерные модели
Добрый день дорогие друзья, уважаемые коллеги и подписчики. В сегодняшнем руководстве мы рассмотрим правила ухода за фотополимерной смолой.
Нужно понимать, что правильное обращение с фотополимерными смолами обеспечивает их долгое хранение и качественную печать. Обязательно прочитайте перед использованием паспорт безопасности и рекомендации от производителя.

Хранение
Фотополимерную смолу нужно хранить в прохладном, сухом месте вдали от прямых солнечных лучей. Рабочая температура 3D принтеров Formlabs составляет 64-82 F (18-28 C). Для оптимальной печати не превышайте этот диапазон при хранении. Держите контейнеры (бутылки или картриджи) закрытыми и не выливайте фотополимерную смолу обратно в оригинальный контейнер (бутылку или картридж). Избегайте источников возможного воспламенения. Что бы пигмент не оставлял осадок, контейнеры стоит периодически встряхивать. Перед началом работы перемешайте смолу, находящуюся в ванночке.
Безопасная работа
Все фотополимерные смолы от Formlabs безопасны при использовании, если соблюдать все правила обращения с ними. Внимательно читайте руководство эксплуатации для фотополимеров. При работе со смолами используйте нитриловые или похожие перчатки. Ни в коем случае не используйте латексные! При попадании фотополимеров на открытые участки кожи может появиться небольшое раздражение. Для удаления материала с кожи тщательно помойте это место большим количеством воды и мыла. Что бы удалить фотополимерную смолу с инструмента, нужно обработать его спиртом и промыть водой с мылом. Все действия нужно выполнять только в перчатках!
Для получения более подробной химической информации см. паспорта безопасности (SDS).
Внимание.
Если в паспорте не указанно, что смола подходит для производства посуды или для применения в медицинских целях, пожалуйста не пытайтесь использовать напечатанные предметы для целей, отличающийся от описанного применения.
Срок годности фотополимера
Как и все химические вещества, фотополимеры от Formlabs имеют ограниченный срок годности. Для получения наилучших результатов печати фотополимер следует использовать в течение одного года (12 месяцев) с даты производства.
Для того, чтобы из смолы получались качественные изделия, соблюдайте правила ее хранения. Не выливайте остатки смолы обратно в контейнер. Встряхивайте ее каждый раз перед применением. Не используйте фотополимеры с истекшим сроком годности. Это может привести к некачественной печати или поломке оборудования.
Каждая бутылка или картридж имеет маркировку, указывающую на дату производства. На бутылках она печатается на этикетке, на картриджах на нижней стороне, рядом с дозирующим клапаном.
Повторное использование фотополимерной смолы
Фотополимерную смолу, оставшуюся после печати можно оставить в ванночке для дальнейшей работы. Не выливайте смолу обратно в бутылку или картридж, это может привести к некачественной печати и поломке оборудования. Фотополимерная смола может храниться в ванночке определенный период времени (зависит от типа фотополимера: все материалы, кроме Durable и Tough можно хранить в ванночке в течении 2-х месяцев). Оранжевый акрил, из которого сделана ванночка и купол принтера защитит неиспользованную фотополимерную смолу от окружающего света. Во избежание возможного воздействия света или тепла используйте крышку ванночки для хранения фотополимерной смолы на полке и вдали от прямых солнечных лучей. Перед началом работы обязательно перемещайте фотополимерную смолу и проверьте чистоту дна ванночки.
Обратите внимание.
Смешивание разных видов смол может привести к некачественной печати. Используйте только один вид фотополимера для одной ванночки. Для получения наилучших результатов используйте только оригинальные материалы от Formlabs.
Переливание фотополимерной смолы с помощи воронки
Последние 50 мл смолы довольно проблемно вылить из бутылки. Поэтому, используйте специальную воронку, для переливания смолы из бутылки в бутылку. Воронка смоделирована таким образом, что плотно прилегает к бутылкам и защищает материал от воздействия солнечных лучей, позволяя использовать всю смолу до последней капли.
Использование воронки:


Утилизация фотополимерной смолы
Для утилизации фотополимерной смолы или пустых контейнеров со смолой следуйте инструкциям, приведенным в разделе паспорта безопасности фотополимерных смол (SDS).
Очищенные детали и отверждённая смола могут выбрасываться вместе с домашними отходами. Жидкая смола, частично отверждённая или разведенная спиртом, может классифицироваться как опасные отходы и должна быть утилизирована с осторожностью:
Предупреждение
Брызги смолы при работе могут существенно повредить Ваш принтер. Поэтому внимательно следите за тем, чтобы фотополимер не вытекал из ванночки. Заполняйте резервуар только до отметки в 260 мл для Form 2 и 200 мл для Form 1+.
Если смола все же вытекла из ванночки, удалите ее до начала работы принтера. Используя перчатки и чистящие средства IPA или другие, подходящие для этого, проведите пробную чистку на небольшом участке поверхности.
Тщательно промывайте поверхность с мылом и водой после чистящих средств. Если внутрь принтера попала фотополимерная смола, обратитесь в iGo3D, чтобы получить точные указания и инструкцию по очистке оборудования.
iGo3D Russia — официальный представитель Formlabs в России и странах таможенного союза!
Приобрести 3D-принтер Form 2 и расходные материалы к нему можно на нашем сайте.



