Как приварить чугун к металлу электросваркой
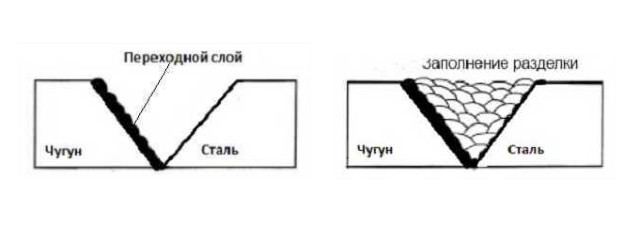
При проведении ремонтных работ возникают ситуации, когда необходимо соединить разнородные металлы. Можно ли соединить сваркой чугун со сталью? Да, но это под силу людям с опытом. Чугунные сплавы отличаются высоким содержанием углерода, при его выгорании структура металла меняется. Стык проваривается в низкотемпературном режиме, до 120°С. Сталь, наоборот, необходимо сильно разогревать. Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.

Технология сварки чугуна со сталью плавящимся электродом
Существует несколько способов сварки чугуна, они применяются для соединения чугунных сплавов с другими металлами:
Соединение металлов ручной электросваркой подразумевает предварительную подготовку поверхностей. Чугунный сплав – пористый, хорошо впитывает масло. Пятно недостаточно обезжирить, его нужно зачищать до чистого слоя, иначе шов получится рыхлым.
Как приваривают сталь к чугуну:
Выбор электродов
Используют специальные, обладающие:
Марки российского производства:
Импортные, используемые при ответственных швах:
Перед работой важно электроды хорошо просушить, разогреть, их нагревают от 160 до 300°С. Но из пачки берут только несколько штук – при повторной сушке и нагреве обмазка будет осыпаться.
Применение аргонодуговой сварки
Использование тугоплавких электродов и медно-никелевой присадочной проволоки дает хороший результат.
Как приваривают сталь к чугуну (несколько рекомендаций):
Как варить чугун в домашних условиях обычным электродом – простые и надежные способы
Несмотря на специфичность процесса, сварка чугуна электродом в домашних условиях инвертором вполне реальна. Этим способом исправляют литейные дефекты, ремонтируют изношенные или разрушенные части машин, соединяют чугунные со стальными деталями.
Особенности сварки чугуна.
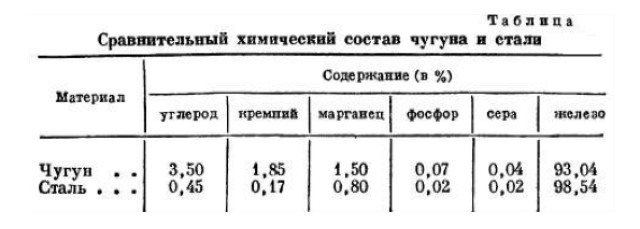
Данный материал представляет собой соединение железа(F), углерода (C) и примесей: кремния (Si), марганца (Mn), фосфора (P), серы (S) и др.

В обозначении маркировки: первые цифры – предел прочности при растяжении в кг/мм2, а вторые – при сером чугуне, предел прочности при изгибе, при ковком и высокопрочном, относительное удлинение в %.
Отжигом при высокой температуре – 1000º C, за счет графитизации, белый превращается в ковкий чугун.
Для повышения износостойкости добавляется хром (Cr), никель (Ni), вольфрам (W) и др. Такой металл называется легированным.
Для легированных марок – буквы указывают легирующие элементы, а цифры, их среднее процентное содержание. Например: ЧН19Х3 – чугун, содержащий 19% никеля и 3% хрома. Если присутствует шаровая форма графита в конце маркировки ставится буква Ш.
Из-за повышенной хрупкости и твердости, процесс усложняется. Но сварка чугуна электродом в домашних мастерских возможна при определенных условиях. Соблюдая технологию и, обладая некоторыми навыками, можно добиться качественного результата, при этом структура шва будет сильно различаться от структуры основного материала.
Возникающие затруднения

Сложность сварки чугуна электродом в домашних условиях состоит в том, что шов может получиться низкого качества из-за:
Чтобы не допустить брака, необходимо точно соблюдать технологию. О некоторых тонкостях сварочного процесса можно прочитать на сайте mrmetall.ru.
Предварительная подготовка изделий
В домашних условиях сварку чугуна начинают с правильной подготовки узлов и деталей к сварочному процессу:
Для предотвращения перекалки материала свариваемые кромки зубилом или наждачным кругом разделывают под углом 45º. Это способствует равномерному нагреванию рабочей поверхности.
Обезжиривают бензином, ацетоном или другими органическими растворителями, а сильно загрязненные места обжигают пламенем горелки.
Трещины необходимо обработать – на всю глубину трещины для достаточной проварки металла. Длина разделки должна быть на 5-6мм длиннее дефектного участка с обеих сторон. Концы трещин засверлить или их вырезать и закруглить.
Для тонкостенных деталей укладываются графитовые подкладки для предупреждения вытекания расплавленного металла. Это поддерживает нагретую зону и сохраняет форму детали.
Сварочные аппараты

Назначение прибора – путем понижения напряжения электрического тока сети, увеличение его силы до величины, необходимой для сварки. Процесс осуществляется с помощью сварочных аппаратов: трансформаторов, выпрямителей, инверторов.
В зависимости от процесса аппараты для сварки бывают:

Сварка чугуна обычным электродом лучше всего осуществляется инвертором, который имеет преимущество перед аппаратами другого типа:
Бытовой инвертор – компактный и легкий прибор. Однако, он не приспособлен для продолжительной работы и имеет небольшую производительность.
Технология сварки инвертором
После подготовки изделия, как сварить чугун обычным электродом, чтобы шов получился без изъянов. Прежде всего, надо правильно выбрать тип электрода и технологию выполнения работ.
В основном сварку чугунов проводят тремя методами:
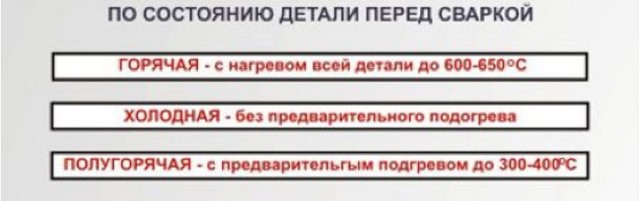
Горячий способ – трудоемкий и сложный процесс. Применяется на производстве для работы с крупными и сложными заготовками.
Вначале вся поверхность детали хорошо прогревается во избежание перепада температур. На производстве чугунные изделия нагревают с помощью горна, индукционной печи или в яме, выложенной огнеупорным кирпичом.
Чугун начинает плавиться при температуре 750º, поэтому нагрев не должен превышать 600º-700º. Нагревание проводится со скоростью 150º в час. Чугун становится как пластилин и с ним легко работать.
После окончания сварки, заготовку необходимо медленно охладить. Для этого детали засыпают песком, укрывают асбестовым покрывалом или нагревают, постепенно понижая температуру.
При таком способе трещин и пор практически не образуется, швы получаются без дефектов.
Полугорячий метод аналогичен горячему, но предварительный нагрев понижает скорость остывания после сварки. Отбеливание металла в меньшей степени, а значит уменьшается риск возникновения трещин.
Как варить чугун электросваркой в домашних условиях холодным способом
Для небольших повреждений, мелких дефектов ненагруженных деталей, когда к качеству соединения не предъявляются особые требования, данная технология вполне подходящая.
При холодном способе нельзя повышать температуру в зоне сварки. Для этого шов накладывают небольшими частями длиной 30-50мм. с перерывами для охлаждения до 50º-60º. Таким образом, риск появления трещин минимальный.
Чтобы не допустить перегрева, процесс проводят при постоянном токе, а электрод подключают к плюсу инвертора (обратная полярность).
С этой же целью при работе сварщик двигает электродом не по прямой, а зигзагами или по кругу.
Необходимо контролировать скорость движения электрода. При слишком большой скорости могут образовываться непровары. При недостаточной – возможен перегрев и прожог свариваемого металла, особенно тонкого.
Многослойная сварка по технологии отжигающих валиков
Данный способ применяют для заварки трещин в тонкостенных деталях – толщина до 8мм. Валики накладываются в определенной последовательности, при которой каждый последующий воздействует термически на предыдущий, уменьшая его твердость.
Вдоль трещины под углом 45º производят V-образную разделку кромок. Сначала на одну, затем на другую кромку вразброс наваривают подготовительные, а на них отжигающие валики участками длиной по 40-50мм.
При переходе к другому участку, дают охладиться зоне заварки до 50º-60º и проковывают легкими ударами молотка, сбивая окалину. Благодаря этому, подготовительные валики больше прогреваются и после медленнее остывают. В закаленной части шва происходит частичный отпуск и нормализация.
Когда валики наложены по обе стороны трещины, наваривают заключительный соединительный слой такими же отдельными участками. Края последнего слоя должны отстоять на 3-4мм от ближайших границ проплавления.
Метод сварки с применением шпилек

Зона сплавления – самое уязвимое место соединения из-за отслаивания металла шва. Чтобы ее разгрузить при охлаждении и усадке, используют стальные шпильки (завертыши).
При толщине заготовки 6мм, кромки трещины срезают под углом 45º.
Шпильки плотно вкручивают в приготовленные резьбовые отверстия в шахматном порядке. Выступающая часть завертыша наваривается по контуру. Затем сваривается со всей массой шва способом наложения отжигающих валиков.
При нагрузке на соединение, ее большая часть передается на металл со шпильками, а не на сварной шов, что делает его более долговечным.
Работа инвертором в импульсном режиме
В домашних условиях сварка чугуна электродом с помощью инвертора импульсами используется для сварки тонких деталей, соединения между собой разнородных металлов.
Суть технологии в том, что на основной сварочный ток накладываются дополнительные импульсы тока большой силы в течение короткого промежутка времени. Соотношение длительности и величины импульсов и пауз между ними регулируется автоматически настройкой аппарата.
Импульс обеспечивает расплав электродного металла и тепловую инерцию ванны. Во время паузы металл в сварочной ванне остужается и частично кристаллизуется. Чередование импульс/пауза облегчает работу сварщика, позволяя обойтись без сложных действий электродом.
Метод не рекомендуется применять для деталей, работающих при тряске, вибрации, ударах.
Подбор электродов

Из-за своего физико-химического состава, чугун имеет свои качества, которые учитываются при выборе электродов.
Электрод состоит из внутреннего стержня и внешней обмазки. Должна быть полная совместимость материалов, например, чугунный электрод не может варить медь. Покрытие при нагревании выделяет газ, который защищает от окисления жидкий металл в ванне.

Сила тока указана для заварки в нижнем положении. Для сварки, например вертикальных труб, этот показатель уменьшают на 15-25А.
Медно-никелевые электроды (медь 30%, никель 65%) применяются, когда соединению не требуется большой прочности. Плотность шва удовлетворительная, но хорошо обрабатывается резкой.
Можно ли варить чугун простыми стальными электродами?
Да, но шов получится невысокого качества, т.к. сталь плохо сцепляется с чугуном.
При заварке медными электродами сварной шов – плотный, но недостаточно прочный.
Когда к конструкции предъявляются повышенные требования, используют марки УОНИ 13/55, МР-3С и подобные, для углеродистых и низколегированных сталей. Бренд ESAB – ОК 61.30, ОК – 63.35 и российские аналоги ЦЛ-11, ОЗЛ-8 и др.
используются для сварки нержавейки.
Хранить электроды в сухом месте. Если они отсырели, необходимо их просушить при 250º – можно в духовом шкафу.
Ассортимент расходников большой и, чтобы выбрать правильно, надо читать сведения, указанные на упаковке.
Преимущества и недостатки ручной сварки чугуна
Любой процесс имеет свои положительные и отрицательные стороны. Главное, чтобы в данной технологии преобладали преимущества.

Как видно, плюсов больше, поэтому ручная сварка инвертором популярна среди домашних мастеров, в небольших мастерских самозанятых. Заглянув на сайт mrmetall.ru можно узнать еще больше подробностей о сварке чугуна.
Техника безопасности
Перед тем как варить чугун электросваркой в домашних условиях, необходимо принять меры по безопасности:
Надо серьезно относиться к правилам безопасности труда, чтобы не навредить себе и окружающим.
Можно вполне успешно осуществить сварку в домашних условиях. Для этого надо выбрать подходящие электроды, правильно настроить инвертор, следовать технологии. Желательно потренироваться в наложении шва на каком-либо аналогичном материале, прежде чем начинать работу с деталью.
Как приварить чугун к металлу электросваркой

При проведении ремонтных работ возникают ситуации, когда необходимо соединить разнородные металлы. Можно ли соединить сваркой чугун со сталью? Да, но это под силу людям с опытом. Чугунные сплавы отличаются высоким содержанием углерода, при его выгорании структура металла меняется. Стык проваривается в низкотемпературном режиме, до 120°С. Сталь, наоборот, необходимо сильно разогревать. Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.
Соединение металлов ручной электросваркой подразумевает предварительную подготовку поверхностей. Чугунный сплав – пористый, хорошо впитывает масло. Пятно недостаточно обезжирить, его нужно зачищать до чистого слоя, иначе шов получится рыхлым.
Как приваривают сталь к чугуну:
Читайте также: Как заварить топливный бак
Выбор электродов
Используют специальные, обладающие:
Марки российского производства:
Импортные, используемые при ответственных швах:
Перед работой важно электроды хорошо просушить, разогреть, их нагревают от 160 до 300°С. Но из пачки берут только несколько штук – при повторной сушке и нагреве обмазка будет осыпаться.
Применение аргонодуговой сварки
Использование тугоплавких электродов и медно-никелевой присадочной проволоки дает хороший результат.
Как приваривают сталь к чугуну (несколько рекомендаций):
Свариваем чугун со сталью

Вместо пролога
Агрегат не с моей восьмидесятки. Агрегат с TLC-62, которую клиент пригнал мне в работу. Но, так как 62 серия, отец моей восьмидесятки, то решил сделать запись к себе в БЖ Танка…

Итак…
Проблема заключалась в том, что на левом поворотном кулаке постоянно откручивались болты крепления тормозного суппорта.

Владелец уже замаялся постоянно их подтягивать, подкладывать «шаёлбочки» и творить прочие танцы с бубном.
К гадалке не ходи, там сорвана резьба. Вот на сколько — вопрос разрешим только после разборки агрегата.
Ну, порядок разборки ступицы и прочего описывать не буду. Если кому надо, напишите в комментариях, я тогда изменю текст и добавлю фотки поэтапного разбора-сбора.
В общем, корпус поворотного кулака снят, отмыт и на верстаке.

После дефектовки, отверстий видим на одном полностью слизанную резьбу, а на втором сохранились крайние четыре витка.

Методика ремонта
Вариантов решения проблемы на самом деле не мало.
1) рассверлить отверстие, нарезать резьбу под больший размер. Использовать болт большего диаметра.
2) завтулить и нарезать во втулке резьбу под родной болт.
3) использовать специальные футорки для восстановления резьбы.
Первый вариант, отпал, потому как владелец хочет использовать стандартные болты. Прав на 100%.
Тритий вариант накрылся из-а того, что в нашей деревне не нашлось футорки М12х1,25 Только с интернета, или на заказ через неделю…
Поэтому был выбран второй вариант. Изготовить стальную втулку. Чугуния у меня нет, да и подозреваю, что обработка чугуния на токарке, тот ещё гиморой. Поэтому стальная втулка. Вытекает несколько нюансов:
— припуски на посадку что бы не расколость чугунное ухо, но и так что бы не проворачивалось при нарезке резьбы
— провар одного торца с целью окончательной фиксации втулки


Если с припусками более менее понятно и на практике все делается без труда, то вот со сваркой чугуна и металла — проблемка. Причём методом холодной сварки…
В общем… Пять часов в первый день ушли на изготовление нескольких втулок и попытки провара кромки. Хрена. Тот электрод, который был по чугунию в наличии — отказался делать нормально и по границе материалов, предательски образовывалась трещина. Естественно, меня такой вариант совсем не устраивал.
Второй день ушёл на поиски в нашей деревне специального электрода ЦЧ-4. Позволяет методом холодной сварки наплавлять на чугуний ремонтные валики и сваривать чугуний с железом. Правда необходимо соблюдать некоторые нюансы. В результате кое-как этот электрод был найден в продаже поштучно. Бог — есть!
Остаток дня в количестве двух часов ушёл на изготовление бобышки-затычки, кондукторов для сверления ентой самой бобышки, свар её по периметру с чугуном, сверление и нарезку резьбы.
Собственно результат ремонта первого уха:


Пораскинув остатками мозга, прикинув трудоёмкость процесса и его окупаемость, решил. Второе ухо буду ремонтировать футоркой. Которую, один фиг, на всякий случай, заказал в интернете. Завтра по идее придёт в ТК.
Так что, скоро добавлю для сравнения, процесс ремонта по методу намба три 😉
p/s: совсем забыл упомянуть, что после свара таким электродом, материал крайне тяжело обрабатывается механически. Сверление и нарез резьбы — тяжело…
Как сварить чугун со сталью? Применяемые электроды
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
По сути, данные металлы близки друг к другу по химическому составу, основная заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Основные методики
Выделяют несколько наиболее эффективных технологий:
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:

Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.



