Как паять латунь: как выбрать флюс, припой и подходящий инструмент
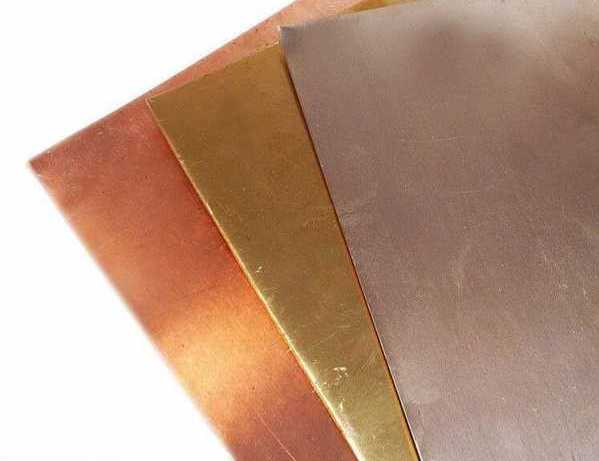
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?

Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов

Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
По процентному содержания цинка латуни разделяют на:
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.

Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.

Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника

Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки
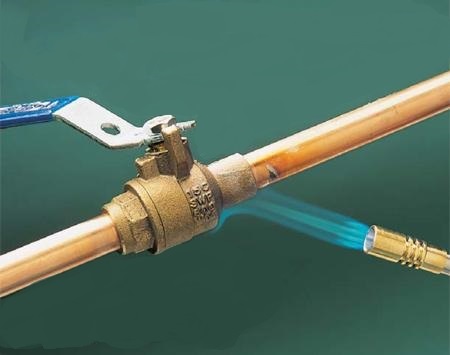
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.

Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
Пайка меди и латуни
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами.
Важно. Для всех работ с пищевым оборудованием нужно использовать ТОЛЬКО БЕССВИНЦОВЫЙ припой
Не забываем, что при пайке используются раскалённые предметы, агрессивные жидкости, напряжение 220 В. Будьте предельно бдительны, соблюдайте осторожность.
В этом материале перейдём к практике и попаяем медь. Попутно рассмотрим особенности её пайки.
Паяются медь с латунью оловянным припоем, в качестве флюса используется канифоль,ортофосфорная и паяльная кислота. Можно паять и с аспирином, но это на крайний случай.
Я предпочитаю паять медь с ортофосфорной кислотой, при этом её не обязательно зачищать механически.
Рассмотрим на примере спайки двух медных трубок между собой..


Для начала, нужно расширить один из концов. Я для этой цели использовал тонкогубцы.


Второй конец наоборот, немного подтачиваем, чтобы он входил в расширенную часть.


Перед самой пайкой соприкасаемые части трубок необходимо залудить, то есть покрыть слоем олова. Да не просто покрыть, а покрыть качественно, чтобы металлы не отслаивались друг от друга. Для этого облуживаемая поверхность должна прогреваться не ниже температуры плавления припоя. А так как у меди очень высокая теплопроводность, то даже не очень толстую трубку одним паяльником прогреть будет очень сложно.
Для предварительного нагрева я использую газовую горелку, а уже потом быстренько наношу флюс и жалом паяльника наношу и размазываю припой припой.


Хорошо лужёная поверхность имеет равномерный блеск, и не отстаёт от трубки даже при сильном царапании.
Чем паять медь и латунь, чтобы получить надежное соединение

В данном обзоре автор решил провести тест некоторых припоев для меди и латуни, чтобы определить, какой из них лучше справляется со своей задачей.
Для пайки автор рекомендует использовать газовый баллончик MAPP (с МАПП газом), который дает большую температуру и узко направленное пламя, по сравнению с пропановыми баллончиками.
Но если возможности приобрести газовый баллончик MAPP нет, то, конечно, можно воспользоваться и пропановым.
Рекомендуем также прочитать обзорную статью на тему пайки алюминия в домашних условиях. Данная информация очень пригодится новичкам.
Для теста автор использует пять видов припоя: самый бюджетный — медно-фосфорный с содержанием меди 93%. Остальные — более дорогие, потому что в их составе дополнительно присутствует серебро в разном процентном содержании: 2%, 5%, 15% и 30%.
Немного теории
Медно-фосфорный припой применяется для пайки меди, а также ее сплавов, таких как бронза и латунь.
Обратите внимание, что при пайке меди с медью при помощи медно-фосфорного припоя не применяется никакой дополнительный флюс.

Различное содержание серебра в припое влияет на пластичность соединения. Чем больше будет серебра, тем сам шов будет более пластичный, тем больше он подвержен различным деформациям и нагрузкам.
При пайке деталей из латуни медно-фосфорным припоем нужно обязательно использовать дополнительный флюс.
Особенности пайки меди
При пайке медных трубок можно применять как обычный медно-фосфорный припой, так и с содержанием серебра. Результат примерно одинаков, качество шва получается хорошим.
Перед началом пайки поверхность меди нужно будет хорошо прогреть газовой горелкой, и только потом прикладывать припой. В противном случае качество шва может получиться неудовлетворительным.

Некоторые отличия между двумя этими припоями можно заметить непосредственно в процессе пайки. Например, обычный медно-фосфорный припой лучше растекается, а припой с серебром уже не такой текучий.
Особенности пайки латуни
Для пайки латуни медно-фосфорным припоем (с серебром и без него) нужно использовать специальный флюс. Перед использованием его нужно тщательно перемешать. Наносим на поверхность с помощью кисточки.

Как и в случае с медью, поверхность латуни предварительно необходимо хорошо прогреть газовой горелкой, и только затем можно приступать к самой пайке.

В принципе, все пять видов припоя отлично справляются со своей задачей — шов получается качественным. Правда, есть один нюанс.
Если вам важны визуальные качества, то лучше всего использовать для пайки медно-фосфорный припой с высоким содержанием серебра (от 30% и выше).


При использовании обычного медно-фосфорного припоя и припоев с содержанием серебра 2%, 5% и 15% швы довольно отчетливо видны, и имеют характерный медный оттенок.
Более подробный обзор и тест припоев для пайки меди и латуни можно посмотреть на видео ниже. Материал подготовлен на основе авторского видеоролика с YouTube канала «Олег Певцов».
Как и чем паять медь в домашних условиях видео
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
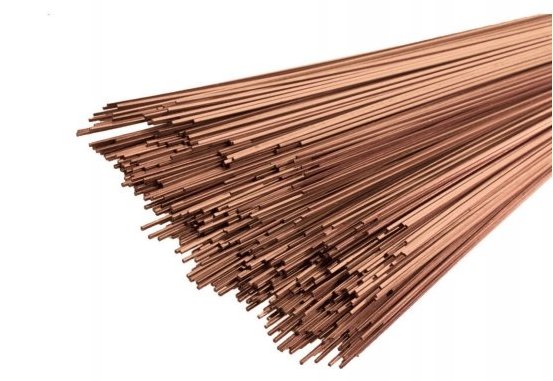
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.

Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Техника безопасности при пайке меди
Нужно учитывать, что проводимость тепла у меди очень высока, вследствие этого паять детали, держа их в руках без защиты, не рекомендуется, скорее всего это кончится получением ожогов. Детали короче 30 см держат исключительно клещами либо в защитных рукавицах. Если в процессе пайки на оголенные части тела капнет флюс, требуется немедленно смыть его водой с мылом, так как, помимо термического, можно заработать химический ожог.
При любых работах с открытым огнем и раскаленным металлом, а также флюсом, который содержит кислоту, нежелательна одежда из синтетики, так как возгорается и плавится такая ткань значительно быстрее прочих. Обязательно проветривание при работе, дым от сгоревшего флюса вреден.
Если навыков пайки нет совершенно, перед выполнением ответственной работы желательно потренироваться на обрезках труб или проводов. Сложностей в этой работе немного, и 2-3 раз, как правило, хватает, чтобы усвоить все основные приемы. Если собирается водопроводная система, рекомендуется предварительно собрать ее на полу прежде, чем устанавливать все на места. После сборки и пайки система должна быть хорошо промыта горячей чистой водой, чтобы удалить с внутренней стороны труб части флюса и припоя.
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.

Необходимые материалы и приспособления олово и другие
Инструменты для работы с медными трубами требуются следующие:
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.

Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.
Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора.
Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах.
Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм.
Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки.
Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов.
Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.

Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Пайка крупных деталей
Схема капиллярной пайки меди.
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Особенности пайки мягким и твердым припоями
Соединение медных труб имеет ряд характерных особенностей. Особо отчетливо они проявляются при использовании различных материалов.
Пайка звеньев легкоплавким припоем проводится при температуре 175–315ᵒC. Пайка твердыми составами осуществляется при разогреве места стыка до температуры 650–815ᵒC.
Пайка мягким сплавом используется для спаивания медных труб с внутренним диаметром до 22 мм, и твердым – при диаметре 22 мм и более.
 Мягкие и твердые припои — описание
Мягкие и твердые припои — описание
При достаточном разогреве происходит кипение нанесенного слоя флюса. При плавлении мягкого припоя образуется расплавленная капля, играющая важную роль для прочного соединения труб. Кипящий флюс выталкивает расплавленный состав из пространства стыка. Под действием капиллярных сил припайный сплав затягивается внутрь стыка при его остывании.
При пайке твердыми припоями встык между спаиваемыми элементами вставляется тонкая прокладка из мягкого металла. Соединяемые детали надежно и прочно фиксируются направляющей прокладкой.
Простая техника выполнения спаивания труб из меди и доступность всех материалов позволяет выполнять эту работу своими руками в домашних условиях.
Видео по теме: Пайка медных труб «мой опыт»
Процесс пайки
Он заключается в выполнении последовательных операций:
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:
С использованием паяльника
Как правильно паять медь газовой горелкой
Запаять медную трубку можно следующим образом:
В быту с обработкой меди сталкиваются не только тогда, когда надо паять медные трубы отопления или водопровода, но и в авторемонте, если на автомобильном радиаторе появилась трещина или течь. В этом случае делается пайка медного радиатора своими руками. Вместо газовой горелки автолюбители используют мощный электропаяльник для медных труб на 250 Вт. Для зачистки меди применяют шлиф шкурку или металлическую щетку, а для пайки олово,в качестве паяльной кислоты применяют канифоль или ортофосфорную.
Пайка паяльником в домашних условиях
Паять медь паяльником проще, чем с использованием горелки. Процедура выглядит следующим образом:
Самостоятельная пайка медных труб отопления или водоснабжения, устранение трещин на радиаторах – несложный по технологии процесс, осуществимый в домашних условиях при наличии небольшого набора инструментов.
Паять медь домашних условиях — это под силу каждому мужчине.
Инструменты и материалы для пайки меди
Схема электросварочного аппарата.
Труборез требуется для того, чтобы нарезать трубы по длине. Принцип работы у труборезов один и тот же, хотя моделей в продаже можно встретить очень много. Труба для ее обрезки зажимается между роликами и лезвием, затем труборез вращают вокруг, подтягивая на треть оборота нижний болт. Чтобы получить ровный край, трубу держат строго перпендикулярно по отношению к инструменту. Труба, как правило, разрезается за 5-6 оборотов. Газовой горелкой возможно произвести низкотемпературную пайку меди, так как ее температура не превышает 450°. Не все конструкции горелок, имеющихся в продаже, подходят для пайки.
Перед тем как выбрать горелку для того, чтобы паять медь, нужно обратить внимание на инструкцию, так как те горелки, пользование которыми начинается с разжигания мангала, не подходят для этих целей. Как правильно паять медь? Нужно делать это паяльником или горелкой с узконаправленным пламенем
Трубу такая горелка нагреет за считаные секунды, и газового баллончика хватит при экономном использовании надолго. При выборе горелки нужно смотреть и на состав газа в баллоне. Как правило, это смесь пропана и бутана, но при этом чем выше содержание бутана, тем выше температура пламени.
Металлическая шерсть используется для очистки меди перед работой горелкой и паяльником. Ею плотно обжимают конец трубы или проволоки и совершают с усилием несколько вращательных движений. Для проволоки этого достаточно, а трубу следует зачистить еще и изнутри. Узкие трубки (фитинги) можно очищать специальными предназначенными для этого ершиками, при этом категорически запрещено пользование наждачной бумагой, особенно крупных фракций, и тем более напильника. Медь является мягким металлом, и при использовании наждачной бумаги компоненты наждака останутся на поверхности, препятствуя адгезии и хорошему соединению.
Схема точечной сварки меди.
Припой можно приобрести смотанным для удобства использования в катушки. Это оловянная проволока, диаметр которой около 3 мм
Желательно обращать внимание на отсутствие в припое свинца, о чем должна сообщать специальная надпись на катушке. Важным для пайки компонентом является и флюс, который смачивает основной металл (в данном случае медь) перед пайкой, проникая во все капилляры
Растекается по поверхности флюс под действием капиллярных сил. Перед тем как правильно паять, поверхность должна быть совершенно чистой и лишенной окислов. Шов будет прочен только в том случае, если компоненты будут защищены от кислорода, присутствующего в воздухе. Использование флюса повышает адгезию припоя наравне с механической зачисткой поверхностей.
При использовании флюса не играет большой роли, предназначен ли он для припоя с содержанием свинца или без, эти разновидности являются взаимозаменяемыми. Непригодны для использования с медью флюсы для пайки нержавеющей стали. Обыкновенная канифоль также может быть использована, но возможны проблемы с ее нанесением.



