Чем править алмазный круг
Алмазы, как технический материал используется очень часто, так как позволяют обрабатывать очень твердые поверхности. Существует несколько видов инструмента, в котором применяются алмазные крошки и т.д.
Применение подобных механизмов не только ускоряет процесс обработки, но и делает его намного проще и легче. Более подробно узнать о таких системах можно на сайте http://mos-weld.ru/magazin/folder/tigarbo.
Правка обтачиванием
Здесь может использоваться несколько разновидностей изделий, среди которых можно выделить:

Работа с таким инструментом довольно проста и выполняется на специальной подставке. Это позволяет качественно и равномерно очистить вращающуюся поверхность круга. Когда нет специального инструмента, можно применять для таких целей специальные обтачивающие эльборовые вставки, которые фиксируются с помощью обычных плоскогубцев.
Другие виды инструментов
Существует несколько других способов правки, среди которых можно выделить:
Как видите, существует несколько способов правки с помощью различного инструмента, который следует покупать для решения только конкретных задач.
Подробное описание правящего карандаша для алмазных кругов — в этом ролике:
Как выбрать алмазный карандаш для правки наждачных кругов
Предназначенный для обработки металла электрический заточной станок нуждается в периодической правке наждачного круга. Необходимость восстановления формы вызвана неравномерным стачиванием поверхности (слева, справа или по центру). Для правки заточных кругов предназначен специальный инструмент — алмазный карандаш.

Фотография № 1: Заточной станок (слева и справа — абразивные круги)
Карандаш представляет собой изделие с высоким классом износостойкости, которое используется для шлифовки поверхности абразивного круга и восстановления заточных свойств инструмента. Поскольку синтетические и природные алмазы гораздо тверже материала, из которого выполнен заточной круг, инструмент с высокой степенью эффективности удаляет дефекты и неровности, восстанавливая свойства камня. В этой статье мы расскажем об особенностях строения и основных принципах выбора алмазного карандаша.

Фотография № 2: Алмазный карандаш для правки кругов в сопоставлении с линейкой
Как устроен алмазный карандаш?
Алмазный правящий карандаш имеет вид штыря из стали длиной в 5 см. В нижней части изделия размещены природные/синтетические алмазы. Функцию связующего звена выполняет металлический сплав с коэффициентом расширения, близким к аналогичному показателю у кристаллов алмаза.
В бытовых условиях наиболее часто используют инструмент диаметром 80–100 мм. При работе его фиксируют в специальных удерживающих приспособлениях. Для профильного шлифования и правки кругов больших диаметров рационально купить алмазный карандаш с большими кристаллами в оправе. Преимущество крупных алмазов состоит в наличии естественных граней, которые увеличивают стойкость инструмента к износу.

Изображение № 1: Схема устройства алмазных карандашей типов 01, 02, 03, 04 по ГОСТу
Оправа изделий бывает различных форм: цилиндр, ступени, конус. Есть алмазные карандаши с резьбой. Внутри изделия алмазы удерживаются методом пайки, чеканки или металлическими зажимами. Крепить карандаш в фиксатор следует таким образом, чтобы инструмент выступал за края оправы максимум на ¼ длины.
Как применяют алмазные карандаши?
Правка абразивных кругов алмазным карандашом — высокоточный способ восстановления свойств рабочей поверхности изделия. Инструмент позволяет править фасонный профиль и возвращать исходную геометрию на высоких скоростях. Процесс правки представляет собой обтачивание хрупкого материала более плотным абразивом.

Изображение № 2: Схема установки карандаша относительно обрабатываемого наждачного круга
Для получения оптимального результата рекомендуется устанавливать инструмент под углом в 10–15 градусов в сторону вращения круга с небольшим разворотом в направлении подачи. Такой способ позволяет периодически вращать инструмент по оси, уменьшая нагрузку и разрушение рабочей части карандаша.
Виды карандашей для правки кругов
На практике обычно применяют инструменты нескольких основных видов, различающиеся по расположению алмазов в рабочей части.
Также изделия относят к разным маркам по количеству алмазов и их массе, размеру оправы и другим параметрам.

Изображение № 3: Таблица соответствия типов карандашей и вариантов обработки поверхностей
К примеру, карандаш типа Ц выполняется из кристаллов массой 0,03–0,5 каратов. Изделия используют для восстановления кругов, предназначенных для бесцентрового фасонного, внутреннего и круглого шлифования.
Инструменты подвида С бывают двух марок:
Изделия обоих типов подходят для чистового шлифования поверхностей.
Карандаш С-класса изготавливается из колотых и дробленых алмазов и используется для восстановления формы абразивных кругов мелкозернистой структуры.
Маркировка алмазных карандашей
Чтобы выбрать подходящий инструмент, обратите внимание на маркировку. Стандартные обозначения изделий прописаны в ГОСТ 607-80. В регламенте указаны такие параметры, как размер инструмента, разновидности, технические требования и т. п.
Обязательными становятся следующие пункты:
Пять первых цифр в шифре — стандартное обозначение расположения камней и их веса, который колеблется в пределах 0,5–2 карата.
Номера 0051–0055

Изображение № 4: Цепочное расположение природных алмазов
В этих изделиях камни размещены по цепочке. Сфера применения карандашей — правка абразивных кругов средней плотности. В составе — природные алмазы.
Масса алмаза по номерам:
Номера 0081–0085

Изображение № 5: Слоистое расположение природных кристаллов
Кристаллы идут послойно. Изделия используют для правки кругов максимальной твердости. В составе — природные алмазы.
Масса алмаза по номерам:
Номера 0086–0088

Изображение № 6: Послойное расположение технических камней
Алмазы в изделиях расположены слоями. Масса всех кристаллов — 1 карат. Камни синтетические, подходят для шлифовки кругов средней твердости диаметром до 600 мм.
Номера 0059–0068

Изображение № 7: Неориентированное расположение алмазов
Камни в изделиях идут без определенной ориентации. Масса алмазов — 1 карат. Карандаши подходят для правки кругов, которые используют в чистовой обработке инструментов из твердых сплавов.
Правка шлифовальных кругов
Содержание
Правка шлифовальных кругов
В этой статье мы поговорим об алмазных шлифовальных кругах и способах их правки. Вы узнаете:
что такое алмазные шлифовальные круги;
для чего их применяют;
для чего нужно править шлифовальные круги;
какие для этого применяют способы;
как выправляют круги при помощи специальных шарошек.
Конструктивные особенности и сферы применения алмазных шлифовальных кругов
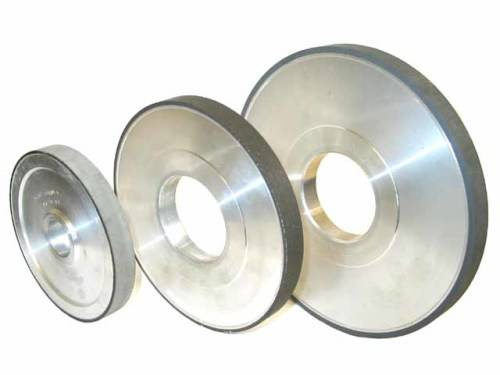
Шлифовальные круги — это расходный алмазный инструмент для ручных и автоматических шлифовальных машин.

Фотография №1: алмазные шлифовальные круги.
Расскажем о ключевых конструктивных особенностях инструментов. Начнем с того, что каждый круг состоит из корпуса и нанесенного на него алмазного слоя. Кроме алмазов в его состав входят связка с наполнителем или без него.
В маркировку алмазных кругов входят две цифры и одна буква. По этим символам определяют основные характеристики инструментов.

Изображение №1: маркировка алмазных шлифовальных кругов
Начнем с формы корпуса.

Изображение №2: формы корпусов алмазных кругов
Буква в маркировке обозначает форму сечения алмазного слоя.

Изображение №3: формы сечения алмазных слоев
По последней цифре в маркировке определяют, где именно на круге расположен алмазоносный слой.

Изображение №4: варианты расположения алмазоносных слоев на алмазных кругах
К числу самых важных характеристик алмазных кругов также относится тип связки. Она может быть органической, металлической и гальванической.
Органическая связка
Представляет собой смесь, состоящую из органической связки, алмазов и наполнителя.

Изображение №5: органическая связка
Органическая связка имеет невысокие твердость, термостойкость и теплопроводность. Использование такого инструмента характеризуется высокой производительностью и малым количеством времени, затрачиваемым на обработку заготовок.
Перечислим основные сферы применения алмазных кругов с органической связкой.
Обработка высокоточных измерительных и медицинских инструментов.
Изготовление изделий из огнеупорных материалов.
Полировка и огранка драгоценных камней.
Металлическая связка
Ее состав выглядит так.

Изображение №6: металлическая связка
Металлическая связка отличается высокими твердостью, теплопроводностью и термостойкостью. Круги с такими алмазоносными слоями применяют для:
выполнения черновых операций, требующих снятия больших припусков;
заточки твердосплавных деталей и изделий;
обработки заготовок из специальной керамики и иных труднообрабатываемых материалов.
Гальваническая связка
Ей с добавлением алмазов покрывают опорные металлические основы. У таких кругов зерна выступают далеко за поверхность связки. Это значительно облегчает отвод стружки.

Изображение №7: гальваническая связка
Алмазные круги с гальванической связкой отличаются высокой режущей способностью, хорошей теплопроводностью, низкой стоимостью и возможностью исполнения любой геометрии. Перечислим сферы применения инструментов данной категории.
Обработка деталей и изделий из кремния, германия и иных полупроводниковых материалов.
Шлифование и резка заготовок из ситала и различных видов технического стекла.
Фактурная обработка природного и искусственного камня.
Изготовление притиров и алмазных головок различных форм.
Производство ручного инструмента для доводки штампов из легированных сталей и твердых сплавов.
Иные характеристики алмазных шлифовальных кругов
Перечислим оставшиеся параметры.
Размер корпуса. Выбор инструмента зависит от габаритов заготовки и операции, которую необходимо выполнить.
Зернистость. Определяет чистоту поверхности после обработки. Чем меньше зернистость кругов, тем более гладкими получаются поверхности. Главный недостаток мелкой зернистости заключается в том, что при работе нередко происходят засаливания инструментов. Возможно также прижигание поверхности заготовки.
Концентрация алмазов. Этот параметр напрямую зависит от зернистости. Чем выше зернистость, тем больше алмазов находится в 1 мм 3 абразивного слоя. Круги с высокой концентрацией используют для обработки малых площадей. Инструменты с низкой концентрацией предназначены для обработки больших поверхностей.
Классы точности. Их 3 — Б, А и АА. Последние — лучшие по качеству. При помощи таких алмазных кругов выполняют высокоточные операции.
Классы неуравновешенности (1–4). Зависят от качества абразивной массы.
Для чего нужно править шлифовальные алмазные круги
Какими бы качественными ни были алмазные шлифовальные круги, в процессе эксплуатации они рано или поздно портятся и изнашиваются. Происходят:
сглаживание на каких-либо участках;
При эксплуатации мягких шлифовальных кругов проблем гораздо меньше. Они обладают таким свойством, как самозатачивание. При выпадении зерен обнажаются новые слои. Твердые же инструменты таким свойством не обладают. Чтобы восстановить характеристики таких алмазных шлифовальных кругов и нужна правка. После нее инструменты получают новую жизнь. Восстанавливаются режущие свойства и геометрическая форма изделий.
Способы правки алмазных кругов
Существуют три способа правки алмазных кругов. Расскажем о применяемых технологиях.
1. Метод обтачивания
Предполагает использование высокопрочных и твердых инструментов. Ими обтачивают круги с целью разрушения связки и последующей заточки алмазов.
Используют следующие приспособления для правки алмазных шлифовальных кругов.
Стержни с большими алмазными камнями на концах.
Алмазные карандаши и пр.

Фотография №2: приспособления для правки алмазных шлифовальных кругов методом обтачивания
Технология предполагает простую обработку поверхностей вращающегося со скоростью до 35 м/с износившегося круга. Все происходит либо вручную, либо с применением специальных подручников.
2. Метод шлифования
Для этого подходят инструменты следующих категорий.
Шлифовальные круги (алмазные, эльборовые).
Диски из карбидно-вольфрамовых сплавов.
Правка алмазных кругов по технологии шлифования имеет следующие особенности.
Изношенному инструменту задают рабочую скорость вращения.
Скорость вращения приспособления для правки — небольшая. Показатель не превышает 25 м/мин.
Правка выполняется с применением специального оборудования.
Ось шлифовального аппарата может располагаться как перпендикулярно, так и параллельно к оси вращения алмазного круга.

Фотография №3: станок для правки алмазных шлифовальных кругов
3. Метод обкатки
Предполагает использование специальных круглых инструментов. К ним относятся:
стальные диски с зацементированными и закаленными поверхностями;
Инструменты последней категории получили максимально широкое распространение.
Принцип технологии заключается в том, что изношенные диски при контакте с приспособлением начинают плавно скользить по поверхности инструмента (обкатывать его). В результате:
алмазные зерна высвобождаются;
обнажается новый слой рабочей поверхности;
Расскажем в деталях о применении шарошек для правки алмазных шлифовальных кругов.
Правка алмазных шлифовальных кругов шарошками: технология и особенности
Начнем с того, что чаще всего применяемые для правки алмазных кругов стандартные шарошки могут иметь тупые и острые зубья.

Фотография №4: острозубая (справа) и тупозубая (слева) шарошки
Приспособления первого типа применяют для правки алмазных шлифовальных кругов с зернами минимальных размеров. Это связано с тем, что острозубая шарошка лишь испортит круг с зернами крупной и средней фракций. Для правки таких изделий подходят тупозубые приспособления. Как вы уже сами могли догадаться, тупозубыми шарошками править круги с зернами мелкой фракции нельзя!
Обратите внимание! Для правки шлифовальных алмазных кругов используют не одну шарошку определенного типа, а наборы приспособлений. Их закрепляют в специальных державках.

Фотография №5: шарошки, закрепленные в державке
Технология правки алмазных шлифовальных кругов шарошками
Процесс правки алмазных шлифовальных кругов шарошками выглядит так.
Набор приспособлений собирают в единый блок.
Его закрепляют в державке.
Получившееся приспособление устанавливают на специальной оси, оснащенной рукояткой для оператора.
Инструмент вводится в контакт с вращающимся изношенным алмазным диском.
У этой технологии правки шлифовальных кругов есть свои преимущества и недостатки. Начнем с плюсов.
Правка проходит очень быстро.
Шарошки для правки алмазных кругов стоят дешево.
Обеспечивается высокая эффективность правки. Рабочие поверхности кругов не заглаживаются.
Технология проста в применении.
Главный недостаток метода — выделение большого количества пыли, но проблем легко решается при помощи промышленного пылесоса.
Правила и особенности правки алмазных шлифовальных кругов шарошками
Надевайте защитные очки и используйте маску от пыли.
Не используйте для правки не подходящие по размерам шарошки.
Обрабатывайте круги выше их центров. Это исключит излишнее углубление зубьев в абразивные поверхности.
Перемещайте державку с шарошками максимально плавно.
При правке старайтесь удерживать стабильное давление на алмазный круг.
При появлении искр увеличивайте нажим.
В заключение
Чтобы как можно реже приходилось восстанавливать характеристики абразивных поверхностей, не экономьте на качестве инструментов, используйте их строго по назначению, соблюдайте условия хранения и эксплуатации, заказывайте приспособления у заслуживающих доверие поставщиков.
Кстати, купить алмазные круги с доставкой в любой регион РФ вы можете на нашем сайте. Мы закупаем инструменты напрямую у производителей и тщательно контролируем качество изделий. У нас вы найдете очень низкие цены. Воспользуйтесь выгодным предложением!
Правка алмазных кругов. Выбор абразивных брусков для правки алмазных кругов методом обтачивания. Правка эльборовых кругов.
Правку и чистку кругов выполняют в случаях «засаливания» режущей поверхности, при неравномерном износе и необходимости восстановления заданной формы круга.
Наиболее простыми и доступными являются правка методом обтачивания абразивными брусками и шлифования абразивными кругами.
Абразивные бруски при правке закрепляют в тисках или специальных приспособлениях на столе плоскошлифовального или заточного станка, Алмазный круг при правке вращается на обычной рабочей скорости. Рекомендации по выбору характеристики брусков приведены в табл. 1.29.
Таблица 1.29. Выбор абразивных брусков для правки алмазных кругов методом обтачивания
| Связка алмазного круга | Зернистость алмазного круга | Характеристика абразивного бруска | |||
| материал | твердость | зернистость | номер структуры | ||
| Металлическая и керамическая | 100/80; 200/160, 63/50; 80/63; 50/40 | 6С | C1-C2 СМ1-СМ2 М3-СМ2 | 16-25 8-12 3-4 | 5 8 9 |
| Органическая | 50/40; 100/80; 40/28 и мельче | 2А | М3-СМ2 М3-СМ2 | 8-10 М40 | 6 6 |
При правке методом шлифования правящему кругу сообщается принудительное вращение. Скорость алмазного круга до 1-3 м/с, скорость правящего круга 25-35 м/с. Продольная подача 1-2 м/мин, подача на глубину правки 0,02-0,04 мм/дв. ход.
Правку кругов желательно производить с охлаждением. Чистку алмазных кругов осуществляют пемзой или брусками из белого электрокорунда зернистостью 16-12, твердостью СМ2 с жестким креплением правящего инструмента.
Правка эльборовых кругов. Круги на керамической связке правят алмазно-металлическими карандашами типа 01 (Ц) и алмазами в оправе методом обтачивания. Скорость продольной подачи правящего инструмента 50-60 мм/мин, глубина врезания 5-6 мкм. Круги на органических связках правят алмазными кругами зернистостью 100/80 концентрацией 100 % на связке Ml методом шлифования. Скорость алмазного круга 15-20 м/с, продольная подача 100- 150 мм/мин, глубина врезания 3-5 мкм. Круги на металлической связке правят абразивными кругами из карбида кремния методом шлифования. Характеристика круга 63С16СМ1-СМ25К. Скорость круга 15-20 м/с, продольная подача 100-150 мм/мин, глубина врезания 3-5 мкм.
Правка шлифовальных кругов
Интенсивность и характер износа абразивных кругов зависят от характеристик самого круга и материала обрабатываемых изделий. Если износ круга происходит только за счет выкрашивания зерен, в работу вступают новые зерна, и происходит так называемое самозатачивание инструмента. Это нормальное явление. Хорошим самозатачиванием обладают мягкие круги. У кругов с высокой твердостью преобладают процессы затупления (сглаживания режущих кромок зерен) и засаливания.
Затупление, засаливание и истирание абразива вызывает снижение режущей способности круга, следствием чего является увеличение вероятности прижегов, снижение качества обработки и производительности.
Чтобы восстановить форму шлифовального круга и его режущие свойства применяют операцию правки, представляющую собой съем абразивного материала и связки с поверхности круга, осуществляемый специальными правящими инструментами.
Правка шлифовального круга может потребоваться и для нового круга, при его биении. Биение можно проверить касаясь вращающегося круга кончиком маркера (мела, карандаша) упертого в подручник. Если медленно подавать маркер к поверхности вращающегося круга, он будет оставлять следы на поверхности с избыточным материалом, который необходимо убрать при правке.
Не лишним будет перед правкой проверить круг на наличие скрытых трещин. Для этого он снимается со станка, устанавливается на деревянную ось (можно подвесить на веревке) и простукивается каким-нибудь предметом. Целый круг издает мелодичный звон, круг с трещиной звучит коротко и глухо.
При правке кругов, в воздух выделяется много пыли, поэтому желательно приделать у подручника шланг пылесоса и пользоваться респиратором.
Основные способы правки шлифовальных кругов
В домашних условиях используют наиболее простые способы правки, целью которых может быть: зачистка круга от засаливания, выравнивание (восстановление профиля) и перепрофилирование.
Правка обтачиванием. Правка обтачиванием представляет собой разрушение (точение) абразивного материала и связки шлифкруга правящим инструментом высокой твердости, который работает примерно так же, как работает обычный резец, срезающий слой материала с вращающейся заготовки. В качестве рабочих органов правящих инструментов используются эльборовые вставки или алмазы, закрепленные в оправках с помощью механического зажима, пайки или чеканки.
Правящие инструменты имеют различную конструкцию. Одни из них представляют собой стержень, в вершину которого вставлен один относительно крупный алмаз, эти инструменты называются алмазными иглами, алмазами в оправе.
Другие инструменты имеют расширенную рабочую поверхность, на которой в определенном порядке или беспорядочно закреплено некоторое количество алмазов. Такую конструкцию имеют алмазные карандаши для правки кругов, гребенки, шарошки.
Рабочая поверхность у этих инструментов располагается, как правило, перпендикулярно ручке. Глубина алмазного слоя может достигать значительных величин. Чем она больше, тем продолжительнее срок службы инструмента. При изнашивании верхних алмазов в работу вступают нижележащие слои.
При правке круга, инструмент опирается на подручник и вводится своей рабочей поверхностью в контакт с вращающимся кругом, снимая с него слой абразива и выравнивая его поверхность.
Алмазные или эльборовые резцы вставляются в оправки, обеспечивающие нужную подачу и траекторию движения режущей части инструмента. На рисунке ниже приведено несколько вариантов приспособлений для правки шлифовальных кругов с помощью алмазных игл или эльборовых вставок. Все они имеют в своей конструкции винт, с помощью которого алмазный или эльборовый резец выдвигаются из приспособления на необходимую величину (подачу). Прямолинейность движения инструмента относительно круга обеспечивается системой шип-паз или выступом на приспособлении, который упирается в кромку подручника.
При отсутствии специальных правящих инструментов (игл, гребенок, шарошек) обтачивающую правку круга можно произвести эльборовой вставкой, закрепив ее в резцедержателе или просто зажав в плоскогубцах.
Расположение резца под углом к обрабатываемой поверхности позволяет менять режущую кромку инструмента, проворачивая его вокруг своей оси, чтобы в работу вступали новые, не затупившиеся грани.
Проверить качество правки можно, приложив к обработанной поверхности линейку, которая должна прилегать к кругу плотно, без зазоров.
Правка обтачиванием алмазными и эльборовыми инструментами позволяет обеспечить высокую точность геометрии круга. Ее относительным недостатком является сглаживание обрабатываемой поверхности, которое может быть нежелательным, если выправленным кругом планируется производить обдирочные работы. В этом случае лучше применить правку обкатыванием.
Однако правка алмазных кругов абразивными брусками сопровождается большим расходом брусков и отнимает много времени. Более эффективно правку алмазного круга можно осуществлять абразивным правящим кругом, получающим вращение от своего привода (см. ниже).
Правка обкатыванием. При правке абразивных кругов способом обкатывания, дробление, скалывание и удаление абразивных зерен с поверхности круга производится инструментом круглой формы, получающим свое вращение от шлифовального круга. В качестве правящих инструментов используются карбидокремниевые круги, стальные диски с цементированной и закаленной поверхностью, твердосплавные ролики, звездочки-шарошки. Наибольшее распространение получили звездочки-шарошки.
Рабочая часть вращающейся шарошки для правки абразивных кругов представляет собой набор дисков и зубчатых звездочек из износостойкого металла, насаженных на одну ось. При контакте с вращающимся шлифовальным кругом, диски и звездочки сами начинают вращаться, обкатываясь и скользя по поверхности круга. В результате происходит разрушение и выкрашивание абразивных зерен и выравнивание профиля круга.
Вращающиеся шарошки изготавливаются не только в виде инструмента, предназначенного для держания в руках, но и стационарно закрепляемого на неподвижном основании. С их помощью может производиться правка кругов, установленных на ручные шлифовальные машины.
Правка шлифованием. Правка шлифованием также производится вращающимся инструментом. Однако в отличие от правки обкатыванием, правящий инструмент получает вращение от своего собственного привода, а не от шлифовального круга.
В качестве шлифующих инструментов используются алмазные ролики, карбидокремниевые, алмазные или эльборовые круги, диски из твердых сплавав карбида вольфрама. Ось их вращения при правке может быть как перпендикулярна, так и параллельна оси вращения обрабатываемого диска. В последнем случае направление вращения правящих кругов или роликов может совпадать с направление вращения шлифовального круга или быть направленным против него.
Недостатком правки шлифованием является то, что для ее осуществления кроме самих правящих дисков или роликов необходимо иметь еще инструмент для их вращения. При правке в домашних условиях наилучшим, пожалуй, вариантом является использование для правки болгарки с алмазным кругом. С ее помощью можно править как электрокорундовые, так и алмазные круги. Болгарка, используемая для правки, должна иметь приспособление для упора, которое можно закрепить на месте ручки.
На фото ниже показан процесс правки алмазного круга шлифованием с помощью болгарки, оснащенной старым алмазным кругом.
При правке алмазных кругов рекомендуется использовать охлаждение, которое предотвращает сгорание алмазных зерен, которое может происходить при температуре выше 700-800°C.
Видео:



