СПРАВОЧНИК ПОЛИМЕРОВ
В справочнике вы найдете основные авто-, мото- и бытовые полимеры, их характеристики и свойства, таблицы свариваемости по каждому полимеру, а также варианты прутков Фюлен Полимер и их назначение
Воспользуйтесь навигацией вверху страницы для поиска нужного вам полимера
Виды сечений полимеров для сварки

Треугольное
Треугольное сечение позволяет глубоко заполнить шов, обеспечивая наилучшую адгезию. Треугольный пруток удобен для укладки в шов, позволяет сваривать детали без снятия краски (достаточно предварительно прихватить паяльником и прочистить фрезой), отлично проходит повороты и изгибы.

Круглое
Круглое сечение применяется для сварки тонких деталей и микротрещин. Позволяет восстановить целостность даже самого тонкого крепежа и сварить самый тонкий пластик. Видеоинструкция ремонта тонких деталей из полипропилена по ссылке >>

Плоское
Плоский профиль применяется для изготовления замков (в тех местах где порыв уходит в край детали), а также для восстановления крепежей и отсутствующих частей. Увеличивает площадь контакта на конечных участках шва, повышает механическую прочность и снижает термическое воздействие на деталь
PP полипропилен
Синий и красный цвета профиля полипропилена, в отличие от чёрного, контрастны, что позволяет увидеть степень проникновения в свариваемый материал и оценить качество работы.
Полимер чёрного цвета позволяет восстановить деталь без покраски, то есть благодаря чёрному цвету ремонт может быть выполнен достаточно скрытно, при этом шов будет качественным.
>PP PP+EPDM PP+GF(до 30%) PP+T(TD)(до 15%) TPO TEO PPE PP+MD(до 15%) PP+VD(до 15%) 
Варим «кашу» из полипропилена (часть 1)

Варим «кашу» из полипропилена (часть 1)
1. КАК ОПРЕДЕЛИТЬ ТИП ПЛАСТИКА?
Сегодня в автомобильной промышленности используются два основных вида пластика:
— термореактивный стеклопластик, который не размягчается при нагревании, поэтому пайка поврежденного бампера из такого материала невозможна;
— термопластичный пластик, который легко паять, так как он размягчается под воздействием высоких температур.
Определение типа пластика необходимо для выбора способа ремонта и видов материалов, необходимых для этого.
Тип пластика можно определить по буквенному обозначению на обратной стороне пластиковой детали. Это самый надёжный и точный способ. С обратной стороны есть несколько латинских букв — сокращение от названия пластика.
ABS (Acrylonitrile Butadiene Styrene) — термопластик акрилонитриловый бутадиеновый стирол и его полимерный сплав
Твёрдый, прочный и негибкий пластик. Он имеет высокую прочность благодаря компоненту бутадиену, а твёрдость и негибкость благодаря акрилонитрилу.
Этот пластик обязательно должен быть покрыт защитным покрытием, так как на него разрушительно действуют ультрафиолетовые лучи.
Применение: Корпуса зеркал заднего вида, колпаки колёс, автомобильные панели приборов, радиаторные решётки, молдинги, обрамления фар.
Совет по ремонту: Оптимальным методом ремонта является склеивание специальным клеем (к примеру, PlastiFix). Если применяется сваривание, то его можно дополнять эпоксидной смолой со стекловолокном (с обратной стороны) для повышения прочности.
PC (Polycarbonate) — термопластик поликарбонат
У этого пластика высокая ударопрочность, даже при очень низких температурах.
Применение: Бампера, радиаторные решётки, приборная панель, корпуса фар.
Совет по ремонту: Перед сваривание пластик лучше нагреть феном.
PE (Polyethylene) — термопластик полиэтилен
Умеренно эластичный, обычно полупрозрачный пластик.
Полиэтилен имеет высокую ударопрочность и хорошо выдерживает воздействие кислот, спиртов и нефтепродуктов.
Может быть двух типов – полиэтилен низкой плотности (PE-LD) и полиэтилен высокой плотности (PE-HD).
Применение: Подкрылки, облицовка салона, расширительные бачки, бачки для «омывайки», подкрылки, бензобаки (делаются из полиэтилена высокой плотности PE- HD).
Совет по ремонту: Нужно помнить, что на это этот вид пластика имеет плохую адгезию к ремонтным материалам и краске.
PP (Polypropylene) — термопластик полипропилен обычный и этилендиеновый
Умеренно гибкий пластик, устойчивый к воздействию химически активных жидкостей. Инертен к ультрафиолетовым лучам. Полипропилен имеет относительно слабую ударопрочность.
Применение: бампера (обычно смесь с EPDM), изоляция проводки, корпуса аккумуляторов, подкрылки, уплотнители салона, облицовка салона, панель приборов.
Совет по ремонту: Перед нанесением грунтов или лакокрасочных материалов требуется предварительно применять специальный грунт для пластика для увеличения адгезии.
PVC (Polyvinyl chloride) — термопластик поливинилхлорид (ПВХ).
Твёрдый, хорошо шлифуется. Это гибкий пластик, имеет хорошую сопротивляемость к растворителям. Виниловая составляющая даёт хорошую прочность на разрыв, некоторые поливинилхлоридовые пластики эластичные.
Применение: Боковые молдинги дверей, элементы облицовки салона.
Иногда дополнительные буквенные и цифровые обозначения показывают наличие различных добавок к пластику. Могут также отмечаться дополнительные свойства базового пластика (например HD-High Density, высокая плотность), а также смеси пластиков (знаком «+» тип пластика после него). Ниже в статье будут перечислены наиболее часто встречающиеся сокращения и их расшифровка.
Если по каким-то причинам нет возможности определить тип пластика по коду, то можно это сделать, проделав тесты:
1.1 Тест с водой.
Отрежьте маленькую полоску снизу бампера. Очистите её от загрязнений и краски, чтобы получить «голый» пластик. Поместите его в ёмкость с водой. Если пластик не тонет, то это PE, PP, PP + EPDM (термопластики). Из этих пластиков сделано 80% бамперов. 15% — это реактопласты (PUR/TPUR), которые потонут в воде. Остальные 5% — xenoy/polycarbonate. Такой пластик можно найти на некоторых Мерседесах и старых Фордах. Он очень жёсткий и при погружении в воду он потонет. Стоит сделать замечание, что некоторые смеси пластиков могут потонуть, хотя являются термопластиками, но в основном этот тест работает.
1.2 Тест огнём определяет принадлежность к тому или другому типу пластика по размеру пламени, его цвету и типу дыма.
Ввиду того, что в состав современных пластиковых деталей автомобиля входят различные добавки, этот тест не всегда помогает определить тип пластика правильно, поэтому мы его рассматривать не будем.
В то время как несколько видов пластика может использоваться в машине, три основных типа составляют 65% всего пластика, используемого в автомобиле: PP — полипропилен (32%), PU/PUR полиуретан (17%) и PVC — поливинилхлорид (16%).
2. РЕСТАВРАЦИЯ БАМПЕРОВ ИЗ ПОЛИПРОПИЛЕНА
2.1 Как своими руками заделать царапины на бампере автомобиля
2.1.1 Для начала, Вам необходимо зашкурить грубой наждачной бумагой царапины на бампере. Но только не переусердствуйте. Пластмасса сама по себе мягче, чем металл. В месте обработки может образоваться небольшое углубление, если будете шкурить усердно. Нужно очень осторожно шкурить царапины, пока поверхность не станет гладкой.
2.1.2. Это зашкуренное место обрызните специальным спреем праймером, купить его можно в магазине автобазар. Затем аккуратно, без излишков нанесите 2 тонких слоя краски. Каждому слою дайте просохнуть по 30 минут.
2.1.3. Теперь зашкурьте мелкозернистой наждачной бумагой покрашенное место. И уберите жир и пыль влажной тряпочкой.
2.1.4. Нанести 3-4 тонких слоя автомобильной краски, предварительно подобранного подходящего цвета. Дайте просохнуть каждому слою не менее 30 минут. Держите баллончик с краской на расстоянии 15-20 см от поверхности.
2.1.5. И в завершении нанесите 2 последних слоя прозрачной краски. Дайте краске просохнуть 24 часа, прежде чем отправляться в путь.
Современное производство бамперов, как правило, отдает предпочтение полипропилену, поэтому именно на его примере и покажем, как провести ремонт данной детали без покраски.
3. Как заделать небольшие вмятины, сколы, трещины на бампере своими руками
Если бампер поврежден, то есть нарушена его геометрия, но видимых трещин и разрывов нет, достаточно нагреть дефектный участок и придать ему правильную форму. После остывания пластика она сохранится.
3.1 Сложнее, если сквозные повреждения все-таки имеются. Их необходимо обязательно запаять, чтобы со временем эти изъяны не стали более существенными.
В случае с простой трещиной на ее концах просверливают отверстия, а затем проводят пайку изнутри и снаружи. Если же повреждение бампера настолько серьезное, что отсутствуют некоторые куски пластика, придется делать латки из такого же материала. Это условие должно строго соблюдаться, иначе латка просто не будет держаться. Вот почему так важно знать, из какого именно пластика изготовлен бампер.
Перед началом пайки стороны будущего шва необходимо состыковать друг с другом и жестко зафиксировать, например, при помощи струбцины. После этого края шва «прихватываются».
При пайке на лицевой стороне следует быть предельно аккуратным и следить за тем, чтобы в шов не попала краска и другие инородные частицы, поскольку это ослабит прочность пайки.
После остывания пластика запаянный участок шлифуется абразивной шкуркой, и можно переходить к другим подготовительным работам.
4. Восстановление заднего бампера
Ранее я писал в бортжурнале про оторванный задний буксировочный крюк и вырванный им кусок заднего бампера (Снегопад, снегопад! Если женщина просит… ), но желание заняться устранением данных косяков наступило только сейчас, после того, как нашел разбитый бампер от ваз – 2110. Новый бампер-то более 20000 рублей стоит!
Поскольку бампер для ремонта надо снимать – решил заодно и буксировочную проушину сзади установить. Итак, по порядку:
4.1 Снятие заднего бампера делал по видео на Ютубе – никаких проблем, нужны лишь крестовая отвертка и ключ торцовый «накидной» на 12 для вывинчивания болтов крепления бампера снизу.
4.2 Дефектация снятого бампера для оценки размеров ущерба в конструкции и принятия решения о возможности восстановления. Выявлены следующие повреждения (включая накопленные ранее):
— вырван и утерян кусок нижнего края бампера (фото 2)

— нарушена целостность проушин нижнего крепления с обеих сторон (фото 3)
Пайка пластика РС.

Приветствую всех! Имеется вопрос. В ремонт заехал Мерседес Е-шка 210 кузов. Просьба владельца — перекрасить в круг и собрать во единое все части бамперов. С перекрасом вопросов, пока что нету, а вот со сваркой пластика бамперов — вопрос. Материал, если я не ошибаюсь, РС/РВТ… Чем его варить?
П.С. Мелкие кусочки каким-то образом умудрился Супер клеем закрепить…

Супер клей не надолго. Треснет.
С такой же маркировкой пластиком и паяется.
Я крайний раз паял его пластиком с корпуса ноутбука- маркировка соответствовала и толщина 2-2,5 мм хорошо паялась.

Подниму тему. Предстоит пайка бампера с материала PC/PBT. Посоветуйте как и чем лучше паять? По таблице выше не понял.

Приветствую! Я пайку данного бампера делал при помощи газового паяльника (Дремель). Полоски припоя использовал из подкрылков. Перед пайкой обезжирил, 180 на орбиталке. Края осколков и трещин надо «расшить», т.е. лезвием снять фаску по всей длине и с двух сторон т.е. и изнутри и с лицевой стороны. Изнутри, на всякий случай, по шву прокладывал поперечные усилители.
Ширина полосок припоя у меня около 3-4 мм.
Удачи!
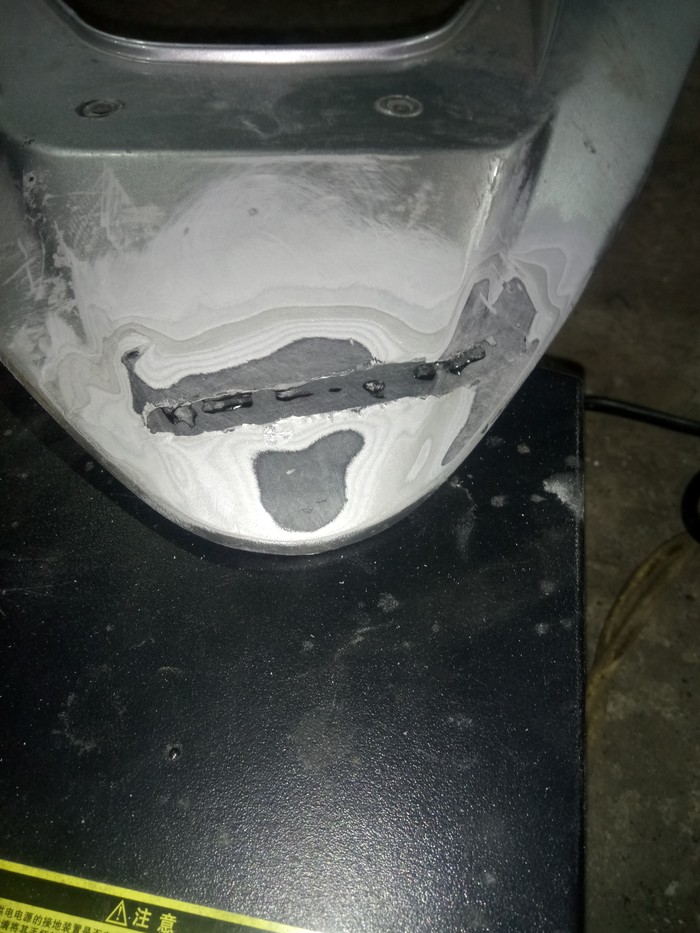
Чиним пластик
Всем привет. Сегодня мы будем чинить пластик. И так, для облицовки мотоциклов в основном используются abs пластик. Перепробовав разные варианты ремонта пришёл к следующим выводам : 1) пытатся спаять его паяльником бесполезно ( места пайки становятся хрупкими и теряют эластичность, в результате быстро ломается снова).
2) ремонт с помощью сетки, живет чють дольше, однако проблемы все те же что и в первом пункте
3) эпоксидка + стекловолокно, метод не плохой но не везде приминим.
4) пайка феном, оптимальный вариант, про него сегодня и расскажу.
Фен использую от паяльной станции ( попытка использования страительного фена была не очень)
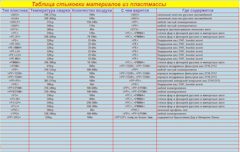
Перед ремонтом устанавлием марку пластика (ищем маркировку), определяемся с присадоным материалом.
Табличкаиз тырнета.


Хвост vfr с трещиной по пластику

Зачистка. Для этого использую бормашина ( дремель) и шарошки по металлу. Пока инструмент в руках снимаем с прутка глянцевый слой.

Выставляем температу на фене согласно таблице. И начинаем прогревать канавку и пруток ( больше внимания уделяем прогреву прутка ). Тут важна практика, так что лучше потренироваться.
В результате получается что то вроде этого:

После остывания проводим дефектовку ( если есть сомнения в прочности соединения, пытаемся оторвать, если получилось-считай брак, и начинаем сначала.)
Так же повторяем процедуру с внутренней стороны пластика.
Снимаем лишние.
Обезжириваем, шкалюем ( шлаклевка по пластику)
Craft Janser
Инструмент магазин

Инструкция по сварке пластика


Таблица на корпусе аппаратов Leister Triac S ( Лястер Триак С ), Leister Triac AT ( Лястер Триак АТ), показывает нам возможности аппарата при использовании разных видов насадок и температуры.
Ошибки при сварки пластика.
В таблице представлены основные ошибки при сварке пластика.
Аппарат был не прогрет, процесс не завершен до конца, о чем говорит недоваренный шов.
Слишком сильно давили на сварной пруток. В конце сварки слишком много остаточного прутка. Может понадобиться шлифовка.
Температура сварки была слишком велика, об этом нам говорят сильно оплавленные края шва. Перегретый пластик становится хрупким.

Причина ошибок.
Плохое проникновения прутка в шов/плохая адгезия.
— Плохая подготовка шва для сварки.
— Слишком большая скорость сварки/ температура слишком мала.
— Сварка происходит не соответствующими материалами.
— Нужно больше практики.
Причины ошибок и их устранение
Неравномерная толщина сварки
— Растягивается сварной шнур ( может быть из-за слишком высокой температуры и неравномерной сварки: аппарат нужно вести плавно, без рывков)
— Неравномерное давление при сварке.
Обугленный сварной шнур
— Скорость сварки слишком мала
— Температура сварки слишком велика
Деформация поверхности
— Ремонтируемая деталь перегрета
— Пластик находился в напряжении
— Плохая подготовка шва для сварки
Сварка/шлифовка
Хорошо сваренный шов слегка поднимается над поверхностью детали, мягкий, ровный наплыв и вплавленный сварной шнур на всем протяжении сварки детали. Шлифовка детали должна происходить только после того как сварной шов остыл, теплый пластик быстро засоряет абразивный материал.
Помните, что пластик – мягкий материал и хорошо поддается шлифовке. Первоначальная шлифовка начинается с зерна 120, далее 180 и завершить зерном 320, возможно использование более мелкой шкурки для финишной шлифовки. Всегда используйте новый абразивный материал. Шлифовать следует с отступом 7 – 10 см вокруг сварного шва, для того чтобы впоследствии подготовить место для покраски. Будьте внимательны при шлифовке, чтобы не «снять» слишком много материала.

Существует множество технологи для правильно покраски пластиковых деталей. В некоторых случаях нужно обращаться к производителю для уточнения.
Подготовка поверхность осуществляется абразивом с наименьшим зерном и впоследствии место покраски должно быть обработано специальным веществом, чтобы повысить сцепление краски с окрашиваемой поверхностью. Очищающие вещества, должны соответствовать схеме покраски, которую Вы выбрали.
Затем отремонтированная деталь должна быть перекрашена, чтобы скрыть следы ремонта.
Законченная деталь должна обладать теми же эксплуатационными свойствами как у новой детали.

Правильный процесс сварки – мягкий шнур проходит сквозь насадку и затягивает за собой еще не прогретый шнур. Шнур вплавляется в шов, оставляя по краям небольшие наплывы. Не сваривайте слишком быстро – не будет образование наплывов, а соответственно адгезия будет слабой. Не сваривайте слишком медленно, есть риск перегреть материал и свариваемую деталь. Помните, перегретый пластик становится хрупким. По окончанию сварки, даже если остался еще неиспользованный шнур, пропустите его быстро через насадку. После того как сварной шов остыл, срежьте остаток шнура как можно ближе к шву. Успешно произведенная сварка выглядит как равномерно вплавленный шнур с хорошо видимыми небольшими наплывами по краям, что подтверждает хорошее сцепление между пластиками.
В процессе сварки могут быть выявлены другие повреждения того же характера. Их нужно также подготовить к сварке, а затем сварить.
Если сварка прошла успешно, укрепляющая сварка может производить непосредственно поверх произведенной, подготовка должна быть такая же, как и при первичной сварке.
Таблица соответствия видов пластика и температурных режимов
(температура выставляется по таблице на корпусе аппарата и показаниях на переключателе )
Насадка для расшивки шва
Насадка для прутка 3мм
Насадка для прутка 5,7мм
ABS/PC
PA 400
PE hard (HDPE)
PE soft (LDPE)
PP EPIDM
PUR Thermoplastic
300/350
3,0/3,4
3,0/3,4
3,3/4,0
3,5/4,2
PVC hard
PVC soft
XENOY (PC Alloy)
Сварка пластиковых деталей при помощи стандартной насадки.


В случае, если приходится варить углы или компоненты сложной формы, где нет возможности использовать насадку для прутка, можно использовать стандартную насадку.
Перед сваркой, шов нужно так же подготовить вручную, сделав V образную канавку для проникновения прутка. Угол канавки должен быть в диапазоне 80-90 градусов. В начале сварки немного разогрейте пруток и канавку, прислоните пруток к началу шва с небольшим усилием, порядка 2,5 кг. Шнур и свариваемая поверхность должны немного подплавиться в точке соединения. Продолжайте надавливать на пруток под 90 градусов к свариваемой поверхности, нагревать до точки расплавления обоих материалов.
Подбор пластикового прутка для сварки.
В своем большинстве в авто производстве используется термопластик. При нагреве термопластику можно придать форму или сварить его. Ниже приведены различные виды термопластика, каждый имеет свои параметры при сварке(см. таблицу температур при сварке), при сварке нужно подбирать соответствующий пруток.
Коды пластика
Подбор путем пробы.
Если информация о ремонтируемом материале отсутствует, то необходимо попробовать прутки из тестового пучка на незаметной части детали.
1) Подберите подходящую насадку для сварки
пластика для фена Leister Triac S
( Лястер Триак С ).
2) Выставить температуру на аппарате в соответствии со взятым для тестирования материалом прутка. ( смотри таблицу соответствия ). Дайте время аппарату для достижения необходимой температуры.
3) Очистите поверхность от загрязнений.
4) Пропустите выбранный Вами пруток через насадку для сварки до соприкосновения с поверхностью
5) Следуйте инструкции по сварке, проварите 2 см тестируемого прутка на тестируемой поверхности пластика.
6) Быстро вытяните остаток прутка через насадку для сварки пластика.
7) Отрежьте пруток, оставляя «хвост» не приваренного прутка длиной 2см.
8) Дайте остыть приваренному прутку к поверхности и постарайтесь оторвать приваренный пруток. Если пруток можно оторвать от поверхности, попробуйте проделать то же самое с прутком другого вида пластика. Если пруток не оторвать, то это именно тот вид пластика, который Вам нужен для ремонта.
Полимерные сплавы ABS
Polybutylen Terephtalate (полибутилентерефталат)
Полипропилен / Ethylenediene резиновые
Полиуретан ( PUR не все св ариваемый)
Стекловолокна усиленные
(Не свариваемый)
Подготовка поверхности пластика к сварке
Следуйте простой рекомендации по подготовке ремонтируемой поверхности, чтобы убедиться в успешном результате.
Если повреждение детали проходит через какой либо декоративный элемент, этот элемент должен быть демонтирован для полного доступа к повреждению. Обычно такие элементы крепятся на клей, который можно размягчить путем нагрева с помощью фена. Демонтаж декоративного элемента на «холодную» может повредить этот элемент.
Аппарат горячего воздуха Leister Triac S ( Лястер Триак С ) способе расходовать 230 литров воздуха в минуту с его точным нагревом от 20 до 700 градусов. Для демонтажа декоративных деталей, аппарат Leister Triac S ( Лястер Триак С ) используется без каких либо дополнительных насадок, температуру аппарата следует выставить на 300 градусов. Таблица на корпусе аппарата показывает соответствие температурного режима с цифрами на потенциометре, что позволяет точно выставить температуру. В процессе работы сопло аппарата очень сильно нагревается, никогда не ставьте аппарат так, чтобы сопло фена касалось поверхности. Для демонтажа декоративных деталей, водите аппарат ровно над поверхностью, чтобы размягчить клей. Равномерное распределение тепла помогает избежать взбухания материала. Когда клей размягчится, аккуратно отделите деталь от поверхности, чтобы было возможно ее дальнейшее применение.

Подготовка шва для сварки.
Для того чтобы подготовить шов к сварке необходимо в нем проделать V образную канавку под углом 90 градусов.
Для начала необходимо удалить краску с поверхности детали вокруг повреждения с помощью шлифовальный машинки.
Вполне достаточно зачистить область 10-15 см от повреждения.
V образная канавка может быть проделана подходящей формой напильника, но самый лучший способ – это прямо шлифовальная машинка, с торцевой фрезой. Таким образом, с легкостью делается V образная канавка под 90 градусов, а так же в процессе работы сглаживаются все возможные трещины. Глубина проделываемой канавки должна быть не более чем 2/3 толщины материала.
Лучший результат достигается с применением высоко оборотистой дрели или прямо шлифовальной машинкой. При применении низко оборотистого инструмента фреза может постоянно стремиться вылететь из проделываемого шва.
Используйте защитные очки и маску от пыли в процессе подготовки шва, для предотвращения попадания стружки пластика в глаза и органы дыхания. По окончанию подготовки шва, примерьте пруток, он должен заходить в шов и оставлять над поверхностью 1-2 мм.
Такой тест проводится при сварке бамперов профильным прутком 5мм. Если используется 3 мм пруток, возможно будет необходимо произвести больше чем один проход при сварке. Если свариваются тонкие материалы, то одного прохода сварки прутком 3мм будет вполне достаточным.

Предотвращение распространения трещин.
После демонтажа декоративных деталей, в начале и в конце трещины необходимо сделать отверстия диаметром не более 3мм, для предотвращения дальнейшего распространения трещины. Помните, пластиковая стружка настолько же абразивна для глаз, как и металлическая. Пользуйтесь защитными средствами.
Если в детали не хватает части пластика, например дыры, возможно вваривание куска такого же пластика путем подрезки его под форму. Успех такого процесса в большей степени зависит от количества пластика, которого можно использовать и квалификации мастера.

Расшивка шва с помощью насадки 28
Сварка происходит в два этапа. Первый, расшивка шва специальной насадкой. Тепло связывает и выравнивает обе стороны трещины вместе.
Насадка для расшивки шва 28 ( Применяется со стандартной насадкой для фена Leister Triac S ( Лястер Триак С). Для правильной установки температуры с этой насадкой, используйте таблицу соответствия на корпусе аппарата. Лучше всего – это проделать канавку в один заход в каждой V образной канавке. Опустите насадку на материал так, чтобы «мысок» вошел в канавку, а «пятка» была немного приподнята. Корпус насадки должен находиться под углом не превышающим 20 градусов к поверхности. В процессе насадка разогревает пластик, а пятка соединяет размягченный материал вместе. Не давите сильно на материал. Допускается небольшая неровность между двумя сторонами детали. Эта неровность может быть скорректирована, пока материал не остыл.
После каждой процедуры чистите насадку с помощью щетки. Возможно повышение температуры аппарата для удаления особо запекшегося пластика, чтобы размягчить и удалить его.
Процесс cварки пластика.
Наиболее важное правило при сварке пластика, что его можно сварить только одним и тем же видом пластика. Отсюда следует, что необходимо тщательно выбирать материал для сварки и подбирать под него соответствующий пруток для сварки.
Сварка начинается с подготовки прутка. Начало прутка необходимо зачистить, придать ему вид карандаша, это поможет лучше заполнить начало подготовленного V образного шва для сварки в детали и предотвратить образование излишков материала.
Наденьте насадку для шнура 5.7 мм или 7мм на стандартную насадку, закрепленную на аппарате Leister Triac S ( Ляйстер Триак С ), установите необходимую температуру в соответствии с выбранным материалом и насадкой.

Несколько секунд разогрейте пластик насадкой.Просуньте через насадку подготовленный шнур, чтобы он выходит из нижней части насадки порядка 5мм. Держите аппарат так, чтобы насадка находилась вдоль подготовленной канавки и параллельно поверхности материала.Когда пластик начнет немного плавиться начинайте двигать насадку по канавке, «мысок» насадки должен лежать на шнуре, а зазор между
107553, г. Москва, Б. Черкизовская, дом 24А, стр. 1



