Нужна внутренняя резьба? Тогда вам нужен метчик.


Для нарезания внутренней резьбы потребуется метчик. Они бывают 2 видов — метрические и трубные. Первые для обычной метрической резьбы(такая идет на болтах, гайках), трубные — соответственно для резьбы на трубах. Метрические в своем обозначении-маркировке имеют букву М, трубные — G, К или RC.

Маркировка — буква М, далее идет диаметр резьбы и шаг. Для каждого диаметра резьбы существует несколько шагов(мелкий, средний, стандартный), конечно шаги начинают увеличиваться с увеличением диаметра. К примеру, стандартная резьба М5 имеет шаг 0.8, больше шагов на диаметр 5 не бывает. Однако уже на 6 мм резьба бывает стандартная на 1 мм, а также мелкая на 0.75 мм(более редкая и невостребованная). Резьба на 10 мм имеет стандартный шаг 1.5, также бывает 10*1 и 10*1.25.
Чаще всего метчики продаются комплектами по 2 штуки — черновой(для первоначальной нарезки) и чистовой(для прочистки резьбы). Первый номер имеет более острый заход, второй — более тупой. Еще часто для обозначения первого и второго используют черточки, на черновом — 1 полоска, на чистовом — 2.
Для метчиков со стандартной резьбой шаг резьбы не пишут, обозначают просто — М10(стандартный шаг 1.5) или М8(стандарт 1.25). Статья по теме — таблица стандартных шагов для диаметров резьбы. Там же можете узнать, какое сверло подходит для какой резьбы — информация более чем полезная. Узнать шаг резьбы сможете с помощью резьбомера — набор шаблонов шагов. Для метрической резьбы — один резьбомер, для трубной — другой(на 55 градусов).
1. Трубная цилиндрическая — обозначение G
2. Трубная коническая — маркировка К
3. Коническая дюймовая — обозначается RC
Особо заморачиваться не стоит, стандартная резьба для труб — трубная цилиндрическая(имеет обозначение G, G1/2″ — на полдюйма, G1″- резьба на дюйм и так далее по аналогии).

В хозяйстве чаще всего используются — G 1/2″, G 3/4″, G1″, G 1 1/4″(дюйм с четвертью) и 1 1/2″(полтора дюйма).
Цена и качество инструмента.
Речь пойдет о качестве металла. По большому счету, видов стали всего два: углеродистая сталь(У7) и быстрорежущая(р6м5, р18, HSS).

Если вы будете резьба нужна в мягком металле, то вполне сможете обойтись углеродистыми. Они гораздо дешевле быстрореза, раза в 2-3. К примеру, М6 углеродистый стоит 60 рублей, а из быстрореза — 170 рублей. Разница очевидна.
Качественные из быстрореза необходимы прежде всего для твердого металла(частенько у нас покупают для нарезки резьбы в легированной стали). Углеродистый при сильной нагрузке может сломаться, так что если вы выполняете ответственные работы, то не экономьте, покупайте из быстрореза.
Отличный производитель — Львовский завод, также любые метчики, сделанные в СССР, ищите или со знаком качества или из стали Р18 — найти их будет очень сложно, но качество у них просто отменное. Умели все-таки делать инструмент при СССР, не то, что сейчас — сплошной Китай, даже не знаешь, что и как выбрать. Но на этом сайте вы найдете только правдивую информацию, поэтому следуйте советам — не прогадаете. Насчет нормальных сверл по металлу можете почитать здесь.

Неплохие углеродистые У7 — фирма «Рекос», ими без проблем нарежете резьбу в обычном уголке, меди, оцинкованном железе. Те, что на фото выше — для дома вполне можно обойтись и ими, благо и качество у них более менее и цена невысокая.

Продается поштучно, в отличие от машинно-ручного. Он гораздо длиннее, чем машинно-ручной, заход у него очень острый(так что не подойдет для нарезания резьбы в глухом отверстие). Также бывают со стандартной резьбой, и с мелкой и средней. Больше ничем особым не отличается, ржет так же, как любой другой. Поэтому, если вам нужно нарезать пару отверстий по твердом металлу, а раскошелиться на комплект не можете, то покупайте одиночный, сэкономите процентов 40.
Для нарезания резьбы вам ещё понадобится метчикодержатель и масло(бытовое, машинное). Лучше брать отечественный держатель, а то все импортные сделаны из силумина(порошковый металл), некрепкие и часто ломаются.
Технология нарезания проста — сверлите отверстие(для каждого диаметра и шага свое), затем закрепляете метчик(сначала черновой) в держателе, капните пару капель масла на метчик и вертикально вставляете в отверстие. Заготовку желательно зажать в тиски, чтобы резьба не пошла косо. Потихоньку крутите по часовой стрелке (если правая резьба). Так и крутите, немного вперед, потом назад и опять вперед. Занятие сложное только для первого раза.

Для левосторонней резьбы существуют специальные метчики с маркировкой LH. Цена на них немного повыше, да и найти в продаже иногда бывает достаточно сложно. При нарезании не забудьте — крутить нужно против часовой стрелки.
Наборы метчиков и плашек
В нынешнее время на прилавках магазинов можно найти все, что угодно. Многие желают купить для дома сразу комплект метчиков и плашек. И в продаже они имеются и цена невысокая. Возникает вопрос — а стоит ли покупать наборы, как там с качеством? Отвечаю — на мой взгляд, покупать такие наборы стоит только для домашнего использования. Наборы китайские(больше никто не выпускает такие) и качество металла инструмента там не очень. Конечно, если вам такой набор нужен для дома, то можно купить, благо нарезание резьбы — дело нечастое. Из более менее приличных отметим фирму «Matrix». Хотя на мой взгляд, если уж хотите иметь качественный инструмент, то берите по раздельности. Много ли нужно для дома — размеры M4, M5, M6, M8, M10, M12 и такие же плашки. Конечно, это вытянет на 1000 рублей, за плашки еще рублей 400. Зато у вас будет действительно качественный инструмент и вы можете работать им по любому металлу. Решать, конечно же вам. да, кстати, плашки покупайте только из старых запасов, проверено лично — они в разы крепче современных.
Виды метчиков для нарезания резьбы

Виды метчиков для нарезания резьбы и их применение
Метчики — это специальные приспособления, предназначенные для нарезания и калибровки внутренних резьб. Ниже мы рассмотрим все особенности этих металлорежущих инструментов. Прочитав статью, вы получите ответы на следующие вопросы.

Фотография №1: набор метчиков
Конструкция метчиков
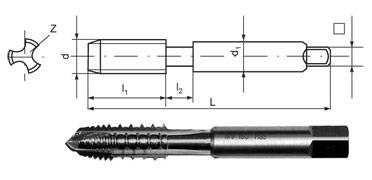
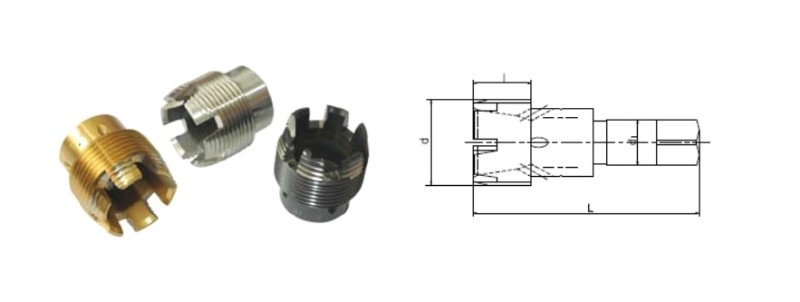
Метчик состоит из рабочей части и хвостовика.
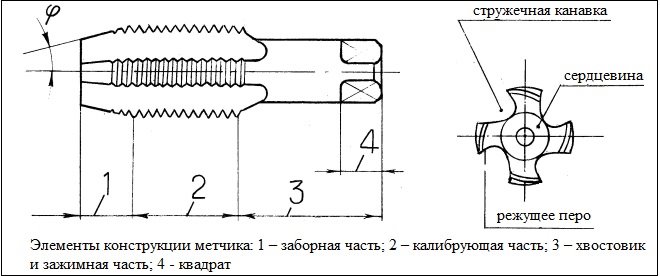
Изображение №1: конструкция метчика
Рабочая часть метчика устроена следующим образом.
Хвостовик предназначен для закрепления инструмента. Для исключения проворачивания предусмотрен специальный квадрат.
Калибрующая часть метчика имеет канавки. Они выполняют две функции.
Существуют следующие типы канавок.
Маркировка метчиков
Маркировка наносится на хвостовики метчиков.
Классификация и виды метчиков
Расскажем о классификации метчиков в деталях. Инструменты подразделяют на виды в зависимости от таких основных характеристик, как:
Классификация метчиков по назначению
По назначению метчики делят на 5 видов.
Расскажем, как отличить метчики по типу обработки. Черновые метчики имеют на хвостовиках одну черточку, промежуточные — 2, а инструменты для финишной обработки — 3.
В зависимости от направления вращения метчики бывают левыми и правыми.

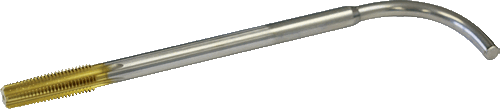
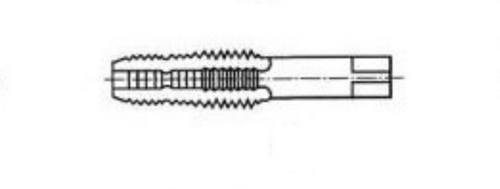
Фотография №2: ручные слесарные метчики

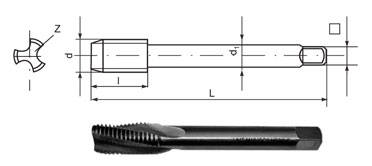
Фотография №3: машинные метчики
Кроме хвостовиков от обычных инструментов машинно-ручные метчики отличают по укороченным рабочим частям. Инструменты второго и третьего типов способны выдерживать высокие нагрузки.

Фотография №4: машинно-ручные метчики

Фотография №5: метчики-протяжки
Фотография №6: гаечный метчик для резьбонарезного автомата
Классификация метчиков по конструкции и особенностям
Перечислим виды приспособлений и кратко расскажем о них.
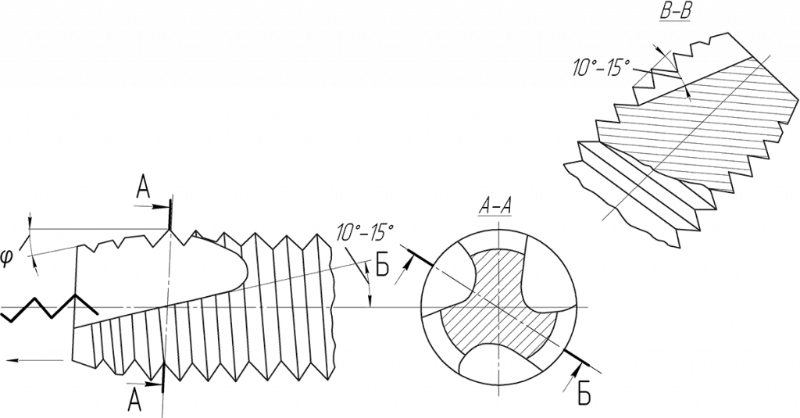
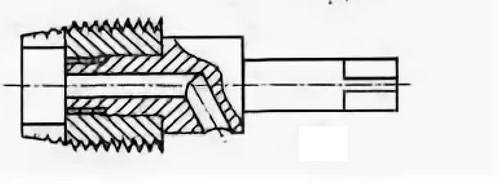
Изображение №2: метчик с винтовыми канавкам и для отвода стружки
Изображение №3: конструктивные особенности бесканавочного метчика
Изображение №4: конструкция метчика с шахматным расположением зубьев

Фотография №7: комбинированные сверла-метчики
Изучите также таблицу соответствия диаметров.
Изображение №5: стандартные диаметры сверл-метчиков
Изображение №6: конструкция метчика колокольного типа
Изображение №7: конструкция метчика ступенчатого типа
Изображение №8: полые метчики
Основные типы нарезаемых метчиками резьб
Чаще всего при помощи метчиков нарезают резьбы трех основных разновидностей. Применяют инструменты следующих типов.
Профиль метрической резьбы представляет собой равносторонний треугольник. Угол при вершине — 60°. Вершины выступов срезаны.
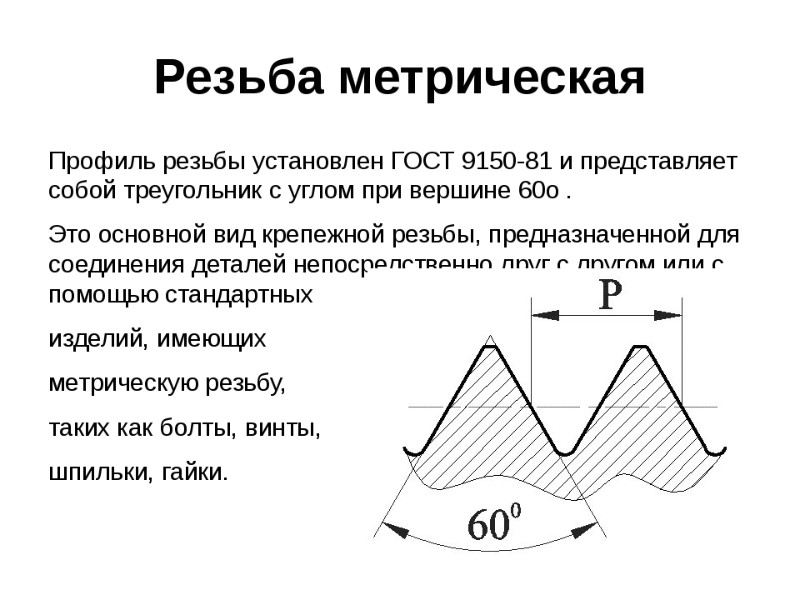
Изображение №9: профиль метрической резьбы
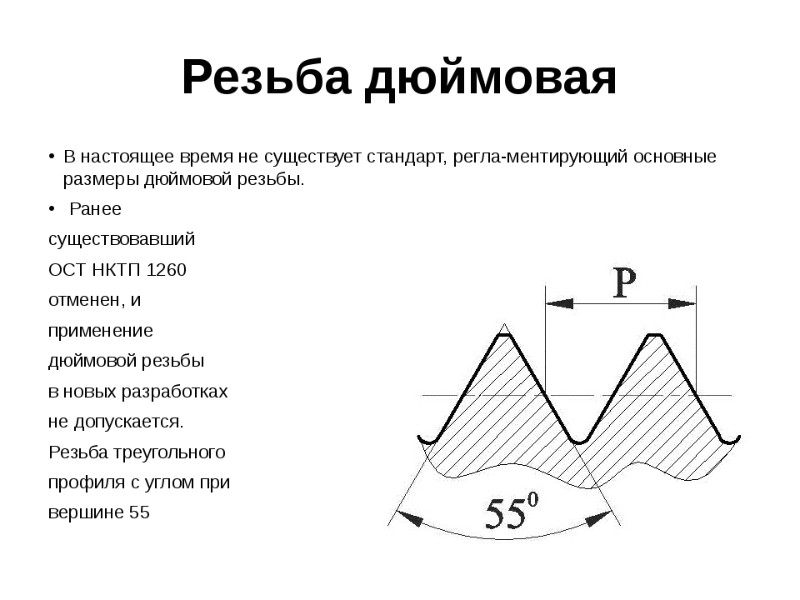
Изображение №10: профиль дюймовой резьбы
Диаметр измеряется в дюймах, а шаг — в количестве ниток на дюйм.
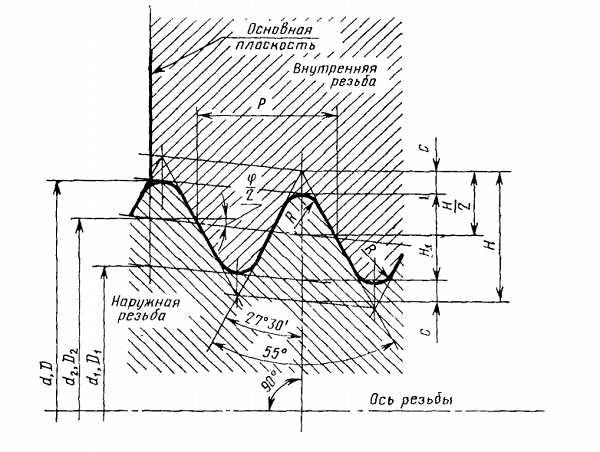
Изображение №11: профиль трубной резьбы
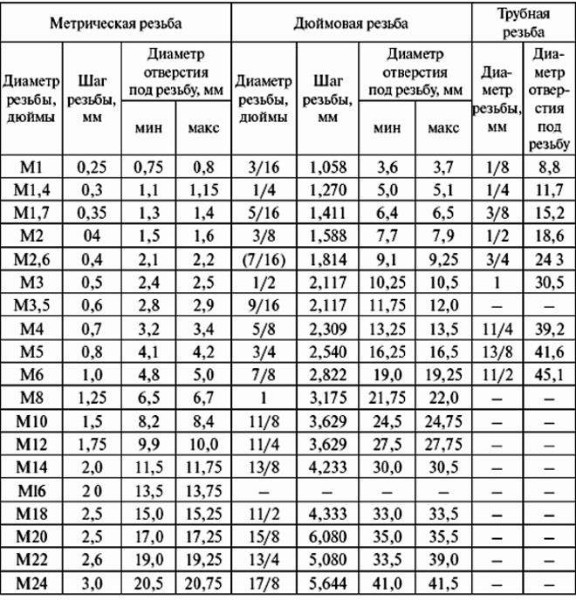
Изображение №12: стандартные характеристики метрических, дюймовых и трубных резьб
По этой таблице мастера подбирают резьбонарезной инструмент.
Из чего изготавливают метчики
Расскажем, из каких сталей изготавливают большинство метчиков.
Стандарты ручных и машинных метчиков
Требования к характеристикам как ручных, так и машинных метчиков
устанавливает стандарт ГОСТ 3266-81. Он называется: «Метчики машинные и
ручные. Конструкция и размеры». Документ вы можете скачать здесь.
Классификация метчиков для нарезания резьбы
Резьба на металлических деталях создается с помощью специального приспособления – метчика. Разновидностей таких инструментов существует несколько. Метчики для нарезания резьбы могут классифицироваться по назначению, конструкции, классу точности, материалу, использованному при изготовлении на заводе.
Понятие метчика для нарезания
Метчик – это профильный инструмент, предназначенный для резки в заготовках с отверстиями внутренней резьбы. Внешне такое приспособление представляет собой металлический винт с проделанными в нем канавками.
Предназначение
Использоваться метчики могут как в промышленности, так и домашними мастерами.
С их применением подготавливаются резьбовые соединения в ДВС, магистральных сетях, узлах промышленного оборудования. Используются такие устройства и при ремонте деталей с уже нанесенной, но сорванной резьбой.
Конструктивные особенности
Современные метчики имеют продуманную конструкцию, позволяющую создавать максимально качественную внутреннюю резьбу. Основными их элементами являются:

Зубцы на метчике, посредством которых делается нарезка, могут располагаться с разным шагом. По всей длине приспособления предусматриваются канавки, выполняющие одновременно 2 функции: удаление стружки и подачу в зону обработки смазывающей, охлаждающей жидкости. Количество таких канавок может варьироваться от 2 до 6.
Заборная зона инструмента отличается конической формой, а калибрующая – цилиндрической. Такая конфигурация позволяет уменьшить трение между элементами в процессе нарезки, а также добиться того, чтобы готовый результат получился максимально точным.

Принцип работы
Работает стандартный метчик за счет своего вращения. Совершать обороты приспособление при резке может в любом направлении в горизонтальной плоскости. Чаще всего вращение происходит вправо. Иногда на деталях требуется нанести левую резьбу. Для выполнения такой работы применяется левосторонний метчик.
Работа инструментом может производиться вручную или на промышленном станке. Нарезка выполняется на заготовке с уже имеющимся в ней отверстием. Иногда его приходится просверливать на месте. Резьба чаще всего создается по стандартным размерам ГОСТ.

Для выполнения резьбы отверстие может обрабатываться в несколько проходов или в один. Рабочая часть приспособления подразделяется на калибровочную и режущую зоны.
Первая формирует профиль резьбы в процессе ее нанесения, обеспечивает движение метчика по уже созданным виткам.
Государственный стандарт (ГОСТ)
При изготовлении метчиков производители руководствуются чертежами, разработанными с учетом требований ГОСТ. Помимо размеров, стандартами регламентируются твердость рабочей части, степень ее биения, допуски. Точность резки зависит от класса точности метчика по ГОСТ.
.jpg) При изготовлении метчиков руководствуются требованиями ГОСТ.
При изготовлении метчиков руководствуются требованиями ГОСТ.
Классы точности
Этот параметр устанавливается для приспособлений с учетом полей допуска среднего диаметра резьбы. Для инструментов метрического типа существуют 4 класса точности. Приспособления класса 1, 2, 3 изготавливаются со шлифованным резьбовым профилем, класса 4 – с нешлифованным. Метчики 4-го класса предназначены для работы вручную. Инструменты классов 1, 2, 3 бывают машинно-ручными и гаечными. Трубные устройства могут иметь класс точности В1, А2, А3, дюймовые – C и D.

Маркировка
Характеристики метчика можно определить, посмотрев имеющиеся на нем надписи. В маркировке приспособления указываются по порядку:
На левосторонние инструменты добавляется пометка LH. Бывает так, что резьба приспособления отличается мелким или крупным шагом, не являющимся стандартным. В этом случае после показателя диаметра резьбы проставляется параметр этого шага. Стандартный шаг на метчиках в маркировках не указывается. Если устройство сделано из нержавейки, в отметке дополнительно присутствует обозначение HSS.
В маркировке приспособления может содержаться дополнительная информация:
Наносятся отметки на хвостики метчиков.
Видовое разнообразие: классификация
Все существующие на рынке метчики делятся на несколько видов. Приспособления могут подразделяться по нескольким признакам.
По назначению
По этому параметру существуют такие типы метчиков:



При выполнении резьбы приспособлениями ручного типа дополнительно используются тиски и вороток. Такие метчики во многих случаях поставляются производителями комплектами. Наборы чаще всего включают в себя 3 вида инструментов: средний, черновой и чистовой.
 Тиски и вороток используются для выполнения резьбы.
Тиски и вороток используются для выполнения резьбы.
Машинные разновидности крепятся в станочном оборудовании. Основное их отличие от ручных приспособлений – в геометрии. Машинные метчики должны быть удобными для высокоскоростной работы. Это определяет особенности их конструкции.
Машинно-ручные инструменты подходят и для станочного оборудования, и для резки вручную. В последнем случае резьба может иметь шаг до 3 мм. Эти метчики поставляются изготовителями в нескольких вариантах – для разного вида отверстий.
По конструкции
В соответствии с конструктивными особенностями существует несколько типов метчиков:






Существует несколько метчиков, которые различаются по конструкции.Существует конструктивный тип метчиков, полость для подачи СОЖ у которых проходит внутри. Производители выпускают на рынок и инструменты, предназначенные для нарезки редко используемых и специальных разновидностей резьбы.
По типу нарезаемой резьбы
По этому признаку устройства могут быть:



Профиль метрического приспособления выглядит как равнобедренный треугольник с углами 60°. С помощью приспособлений этой разновидности можно создавать практически любые профили. Метрические инструменты разных размеров имеют собственный основной шаг, т. е. расстояние в резьбе между витками. Подбирая устройство для резки с нужным шагом, необходимо пользоваться таблицей ГОСТ.
| Типоразмер метчика | Диаметр отверстия, мм | Шаг резьбы основной |
|---|---|---|
| М1 | 0,75 | 0,25 |
| М2 | 1,6 | 0,4 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,2 | 0,8 |
| М6 | 4,95 | 1 |
| М7 | 5,95 | 1 |
| М8 | 6,7 | 1,25 |
| М9 | 7,7 | 1,25 |
| М10 | 8,43 | 1,5 |
| М11 | 9,43 | 1,5 |
Рабочая часть дюймовых метчиков отличается конической формой. Профиль наносимой ими резьбы характеризуется более острым углом – 55°.
Трубные инструменты бывают цилиндрические либо конические. Нужны такие инструменты для создания надежных соединений частей трубопроводов.
По материалу изготовления
При производстве метчиков на заводе материал используется с учетом того, для чего предназначается инструмент. Ручные устройства делают из высокоуглеродистых инструментальных сталей. При этом наиболее популярными марками такого металла являются У10А, У12А.
.jpg) Ручные устройства делают из инструментальных сталей.
Ручные устройства делают из инструментальных сталей.
Машинные метчики делают из сталей быстрорежущих. Чаще всего при производстве машинных приспособлений изготовитель использует стали этого типа марки Р6М5К5.
В заготовках из труднообрабатываемых материалов нарезка выполняется твердосплавными инструментами.
Критерии выбора метчика: на что обратить внимание
Таким образом, при покупке метчика стоит ориентироваться на такие его характеристики:
При подборе устройства следует учитывать и параметры материала той заготовки, внутри которой будет наноситься резьба. Приспособление должно быть сделано из подходящей по качеству стали.
 При выборе метчика обращайте внимание на размер резьбы.
При выборе метчика обращайте внимание на размер резьбы.
Приобретать инструменты лучше в комплекте, чтобы иметь возможность создавать резьбу в 2 или 3 прохода. Комплексный подход позволяет выполнять резьбу максимально качественно.
Другая характеристика, на которую стоит ориентироваться при выборе приспособления, – это диаметр отверстия в заготовке.
Показатель метчика должен немного превышать этот параметр. Только при таком соотношении можно будет наносить точную резьбу.
Как правильно самостоятельно нарезать резьбу метчиком

Технологически процесс выполнения резьбы метчиком можно разбить на несколько несложных операций:

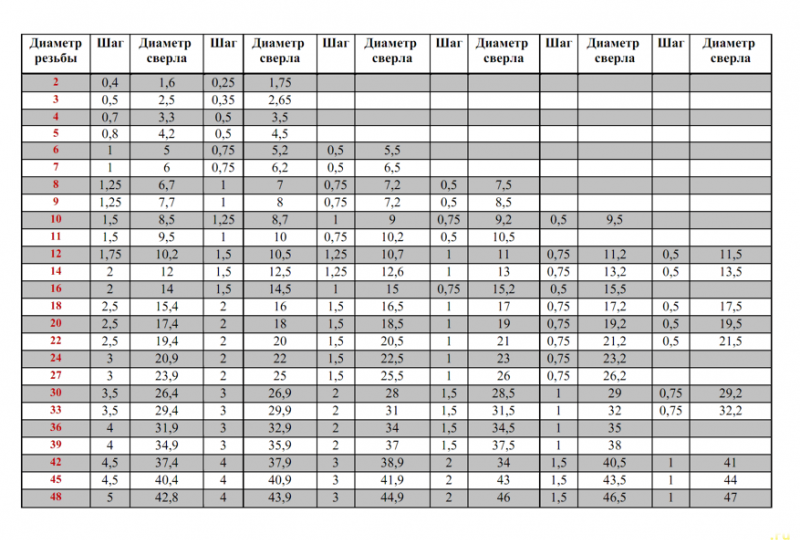
Диаметр сверла под отверстие в заготовке подбирается по таблицам ГОСТ.
| Диаметр резьбы | Шаг | Диаметр сверла |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
Рассчитать диаметр несложно самостоятельно. Этот показатель для сверла всегда меньше диаметра резьбы примерно на размер шага. Если отнять от диаметра резьбы в 2 мм показатель шага 0,4 мм, получится необходимый диаметр сверла – 1,6 мм. Для примера: необходимый диаметр сверла для резьбы на 10 мм с шагом в 1,5 мм таким образом будет равен 8,5 мм.
 Процесс выполнения резьбы происходит в несколько этапов.
Процесс выполнения резьбы происходит в несколько этапов.
Возможные проблемы и сложности
При нарушении технологии использования или из-за износа устройства при нарезке резьбы могут ломаться. Такая ситуация всегда перерастает в трудноразрешимую проблему. Изготавливаются метчики из лучших марок сталей. Поэтому высверлить оставшуюся в отверстии часть сломанного инструмента стандартным сверлом невозможно.
Таким образом, допускать поломки инструмента нельзя. Чтобы такого не случилось, во время работы следует соблюдать следующие правила:
Высверлить сломавшийся фрагмент инструмента из отверстия невозможно. Но для его извлечения можно применить инструмент экстрактор. Его шпильки заводятся в канавки и зажимаются с другой стороны в цилиндрической оправке. Проворачивая оправку воротком, можно аккуратно выкрутить оставшийся в отверстии фрагмент. Также для извлечения обломков из заготовок может использоваться точечная сварка или метод вытравливания кислотой.
Другой проблемой использования метчиков является их слишком быстрый износ. Происходит так, когда во время работы в зону резания подается недостаточное количество СОЖ. Сильно изнашивается приспособление и при недостаточно высокой скорости нарезки.
В некоторых случаях поверхность выполненной резьбы может получаться рваной. Так происходит или из-за слишком высокой скорости нарезки, или из-за того, что на режущей кромке инструмента образовался нарост.
Чтобы избежать образования наростов, метчики для работы следует выбирать правильно. Для мягких материалов полагается использовать устройства без покрытия, для нержавеющих сталей – с покрытием типа V. Образовываться нарост может и из-за низкой скорости резания или недостаточного подвода СОЖ.



