Как варить чугун
 Чугун – сплав, основными компонентами которого являются железо и углерод, а дополнительными – легирующие добавки и примеси. По своей структуре чугуны делятся на серые и белые.
Чугун – сплав, основными компонентами которого являются железо и углерод, а дополнительными – легирующие добавки и примеси. По своей структуре чугуны делятся на серые и белые.
 Белый чугун на изломе имеет белый или светло-серый цвет, отсюда и название данного вида. Углерод находится в белом чугуне в виде цеменита. Белый чугун не поддается механической обработке из-за своей хрупкости и высокой твердости; в производстве различных изделий применяется редко; сварке не подлежит.
Белый чугун на изломе имеет белый или светло-серый цвет, отсюда и название данного вида. Углерод находится в белом чугуне в виде цеменита. Белый чугун не поддается механической обработке из-за своей хрупкости и высокой твердости; в производстве различных изделий применяется редко; сварке не подлежит.
Из белого чугуна посредством отливки и длительной термообработки при температуре 1000°С получают ковкий чугун. Данный вид благодаря своим технологическим и механическим свойствам используется при производстве различных деталей, способных выдерживать ударные и вибрационные нагрузки. Ковкий чугун применяется при строительстве автомобилей, сельскохозяйственных машин, судов, станков и т.д. Поэтому исполнителям важно знать, как варить ковкий чугун.
Высокопрочные чугуны получают посредством добавления в сплав легирующих добавок; используются при изготовлении ответственных деталей в машиностроении, высокопрочных труб.
Излом серого чугуна обладает серебристо-серым цветом, весь углерод в его составе содержится в виде графита. Данный вид отлично обрабатывается режущим инструментом; широко применяется как конструкционный материал; характеризуется хорошими литейными свойствами; высокой износостойкостью; обладает способностью гасить вибрации.
Недостатки: пониженная прочность и высокая хрупкость.
Особенности сварки чугуна

На фото: пора в сварочном валике
Чугун обладает рядом специфических характеристик, которые влияют на сварочный процесс:
Несмотря на множество трудностей сварка чугуна распространена как при ремонте изделий, так и при исправлении брака чугунного литья, а также при изготовлении сварно-литых конструкций. Наличие специфических характеристик требует того, чтобы исполнитель точно знал, чем можно варить чугун. Ведь от этого зависит не только удобство и комфорт во время сварочных работ, но и получение качественного и надежного соединения.
Сварка по чугуну: подготовка

Технология сварки чугуна должна включать грамотный этап подготовки, предотвращающий появление дефектов в будущем.
Трещины в чугунных изделий имеют глубокую и тонкую структуру. Для достаточной проварки дефекта необходимо разделать трещины на всю глубину. Разделка может осуществляться вырубкой или шлифованием (механические способы); дуговой или кислородной строжкой или резкой (термические способы).
Длина разделки должна превышать длину трещины на 5-6 мм. с обеих сторон. Разделка должна плавно выходить на поверхность. Глубина разделки сквозных трещин должна быть на 1-2 мм. меньше толщины изделия. Глубина разделки несквозных трещин должна превышать глубину её расположения не менее чем на 1-2 мм. После разделки концы трещин необходимо засверлить. Если засверлить трещины нет возможности, то нужно их вырезать, а концы – закруглить.

Чтобы предотвратить перекалку чугуна следует произвести грамотную разделку кромок, которая способствует равномерному нагреву рабочей поверхности. Скосы кромок толстостенных деталей должны составлять 45 градусов.
Зачистка свариваемой поверхности от загрязнений проводится наждачной бумагой, болгаркой, щеткой с металлическими ворсинками, пескоструйкой. Устойчивые и сильные загрязнения можно удалить с помощью пламени горелки.
При работе с тонким металлом требуется применять графитовые формы. Они выполняют функцию подкладки под изделие. Это позволяет поддержать прогретый участок и сохранить первоначальную форму детали.
[ads-pc-2][ads-mob-2]
Технологии сварки чугуна
В зависимости от отсутствия или наличия предварительного подогрева, а также величины температуры прогрева выделяют следующие технологии сварки чугуна:
Горячая сварка применяется, в основном, в промышленных и производственных условиях. В домашних условиях очень сложно прогреть изделие до температуры в 600-650°C, так как для этого необходимо специальное оборудование. Данная технология помогает избежать образования трещин в наплавленном металле.
Исполнитель должен стараться равномерно нагревать чугунные детали. Разница температур основного изделия и шва может привести к разломам. Перед нагреванием свариваемые конструкции нужно закрепить для устранения напряжения, которое может привести к образованию трещин. Следует избегать нагрева свыше 750°C. При воздействии таких высоких температур металл переходит в стадию расплавления.
Видео
Посмотрите ролик, где профессионал сваривает развалившуюся на части чугунную деталь используя электрод УОНИ-13/55.
Полугорячая сварка применяется как в промышленных, так и в домашних условиях. Предварительный нагрев составляет до 400-450°C.
Согласно технологии холодной сварки предварительный подогрев не требуется. Холодная сварка активно используется в быту, когда специальное оборудование отсутствует, а потребность в сваривании носит эпизодический характер. Однако, соединение, созданное по такой технологии, отличается невысоким качеством. Если только не используется высококачественный специальный электрод, как, например, Zeller 855 на нижеследующем видео.
Способы сварки чугуна
1. Ручная дуговая сварка может проводиться по горячей, полугорячей и холодной технологиях. В зависимости от выбранного метода, разнятся виды используемых электродов.
Ручная дуговая сварка горячим методом осуществляется в несколько этапов:
Горячая ручная дуговая сварка может выполняться плавящимися и угольными электродами. К первому типу относятся чугунные стержни, электроды с медной и никелевой основой. 
Сварка ковкого чугуна осуществляется расходниками марок ОЗЧ-2 и ОЗЧ-6, МНЧ-2, ЦЧ-4.
Для работы с серым чугуном предназначены электроды ОЗЖН-1 и ОЗЖН-2, МНЧ-2, ОЗЧ-2, ОЗЧ-4 и ОЗЧ-6.
Для высокопрочных чугунов подойдут сварочные материалы ОЗЖН, ОЗЧ-3, ОЗЧ-4, МНЧ-2.
Сваривание проводится непрерывно на больших величинах тока. Каким током варить чугун зависит от марки выбранного расходника. Однако, сваривание угольными электродами осуществляется на постоянном токе прямой полярности.
Основные недостатки данной технологии:
В некоторых случаях к металлу шва предъявляются менее жесткие требования. В подобных ситуациях целесообразно применять полугорячую и холодную ручную дуговую сварку. Применяемые виды электродов: чугунные, с медной и никелевой основой, расходники общего назначения (обычные/стальные).
2. Сварка чугунных изделий может проводиться с применением неплавящихся электродов: вольфрамовых, угольных, графитовых.
Подробная информация о соединении чугуна различными видами электродов представлена в статье “Сварка чугуна электродами“.
3. Полуавтоматическая горячая, полугорячая и холодная сварка чугуна. Технология MIG проводится в среде инертного газа, а MAG – в среде активного газа.
Суть процесса МИГ/МАГ: сварочная проволока (например, ПП-АНЧ-1, ПП-АНЧ-2, ПП-АНЧ-3) механизированным способом подается в зону электрической дуги, там она расплавляется и образует сварное соединение. В зону дуги подается газ, который защищает сварочную ванну от взаимодействия с атмосферным воздухом.
Горячий метод сварки полуавтоматом применяется в тех случаях, когда необходимо качественное соединение с высокими показателями сопротивления разрыву и излому. Для минимизации количества трещин изделие необходимо охлаждать постепенно.
Полугорячая технология используется для сварки изделий, испытывающих некоторые нагрузки при эксплуатации.
Холодный метод сварки чугуна полуавтоматом отличается простотой, применяется для сваривания неответственных деталей, которые не будут подвергаться нагрузкам.
Непрерывная подача проволоки позволяет выполнять большой объем работ за достаточно короткое время. Результат носит удовлетворительный характер. 
4. Аргонодуговая сварка чугуна (технология TIG) отличается сложностью процесса. Средой, защищающей сварочную зону от воздействия окружающего воздуха, является газ аргон. В качестве присадочного материала используются чугунные, никелевые или алюминиево-бронзовые прутки. Последний тип присадки не рекомендуется использовать, если свариваемое изделие будет подвергаться тепловому воздействию. Также исполнителю понадобятся вольфрамовые электроды.
Данный способ требует выполнения некоторых требований:
5. Газовая сварка чугуна выполняется после равномерного и более длительного (по сравнению с дуговой сваркой) прогрева изделия. Нагрев позволяет снизить вероятность возникновения отбеленных участков. Скос кромок делается V-образным, угол раскрытия – 90 градусов. Скашивание проводится только при работе с изделиями, толщина стенок которых превышает 4 мм. 
В качестве присадочных прутков применяются чугунные стержни. Диаметр стержней высчитывается следующим образом: толщина изделия, мм./2 или толщина изделия, мм/2 + 1 мм. Для газовой сварки чугуна также необходимо использование флюса (например, ФСЧ-1, ФСЧ-2, БМ-1). Присадочный пруток покрывают флюсом, а также флюс подсыпают в сварочную ванну. Кроме этого, флюс выполняет несколько функций:
Сварочное пламя должны быть нормальным или науглероживающим. Сваривание выполняется в нижнем положении. Для обработки крупных деталей желательно использовать две горелки.
Медленное остывание чугунных изделий после газовой сварки осуществляется под слоем асбеста.
[ads-pc-3][ads-mob-3]
6. Электрошлаковая сварка позволяет получить удовлетворительные свойства швов из серого чугуна, без отбеленных участков, трещин, пор и других дефектов. Также данная технология применяется при исправлении дефектов в крупных чугунных отливках, т.е. когда для ремонта необходимо наплавить большой объем металла. Кроме этого ЭШС используется при изготовлении крупногабаритных массивных изделий из высокопрочных чугунов. Расходными материалами являются литые чугунные пластины, использующиеся в качестве электродов, и фторидные обессеривающие и неокислительные флюсы – в качестве флюсов. 
7. Лазерная сварка чугуна является безопасным и высококачественным методом. Для получения швов без трещин применяется две разновидности сваривания:
8. Контактная сварка применяется для работы с чугунными трубами, подразумевает оплавление и предварительный нагрев концов конструкции. Это предупредит образование закалочных структур. Сварные швы характеризуются достаточно высокой плотностью.
9. Плазменная пайко-сварка чугуна. Для удаления графита из структуры чугуна, который затрудняет смачивание рабочей поверхности расплавленным припоем, используется пескоструйная обработка. Паяемые поверхности следует подготовить – обработать флюсом № 209 или 284 при температуре 600-700°С. Затем изделие необходимо обезжирить ацетоном, бензином или раствором щелочи. Пайка проводится паяльником или газовой горелкой с применением флюсов на основе хлористого цинка. При низкотемпературной пайке используются оловянно-свинцовые или другие легкоплавкие припои, при высокотемпературной – припои на основе меди или серебряные припои.
Наплавка чугуна
 Наплавка чугуна может производиться с помощью специальных электродов следующих марок:
Наплавка чугуна может производиться с помощью специальных электродов следующих марок:
МНЧ-2, применяется для ответственных стыков, наплавка выполняется без подогрева.
ОЗЖН-1 предназначены для осуществления работ по заделке серьезных дефектов.
ОЗЧ-2 используются для наплавления ковкого и серого чугуна.
Технология наплавки чугуна представлена в статье “Наплавка металла: электродом и другие”.
Газовая наплавка осуществляется с помощью теплоты, выделяемой при горении смеси ацетилена (заменителей ацетилена) и кислорода. В качестве расходных материалов используются литые прутки и флюсы.
Техника безопасности
Выполнение сварки в производственных условиях требует, чтобы исполнитель был аттестован для осуществления соответствующего вида работ.
Участок горячей сварки должен быть оснащен специальным оборудованием, которое выполняет функцию удаления пыли, выделяющейся при сварке.
Также существуют общие правила, которых необходимо придерживаться как профессиональным сварщикам, так и домашним мастерам:
Сварка и наплавка чугуна — сплава из группы плохо свариваемых металлов

ПАНЧ-11 — проволока для сварки чугуна
Чугун относится к группе плохо свариваемых металлов. Сварка и наплавка чугуна производится только в целях ремонта, устранения трещин и дефектов отливок. От других сплавов на основе железа чугун отличает очень высоким содержанием углерода. Углерод в нем присутствует в таких количествах, что не растворяется полностью, а образует графитовые или цементитовые включения в кристаллической структуре. Кроме углерода в сплаве содержатся и другие примеси — сера, фосфор, марганец, кремний.
Чугун характеризуется высокой твердостью и хрупкостью. Хрупкость — это свойство материала разрушаться без заметных остаточных деформаций. При сильном механическом напряжении изделие просто лопается, практически не изменяя свою форму.
Факторы, затрудняющие сварку чугуна
Сварка чугуна осложняется несколькими факторами.
Зная, что такое чугун, и изучив его поведение в разных условиях, можно разработать эффективные методы сварки.
Приемы, применяемые при сваривании чугуна
Хрупкость чугуна, из-за которой в околошовной зоне появляются трещины, преодолевается предварительным нагревом. Перед тем как сварить чугун, его нагревают до высокой температуры — от 300 до 600 о С, а после обработки не дают остывать слишком быстро. Это позволяет избежать сильных термических напряжений.
Применяют и другие приемы:
Поиски, как и чем сваривать чугун, — постоянная тема прикладной науки. Используются методы сварки покрытыми штучными электродами, которые изготавливаются из сплавов меди, никеля и других металлов, неплавкие электроды, пламя газовой горелки и присадочная проволока. Выбор конкретного способа определяется целями сварки, условиями работы и уровнем требований к качеству шва.
Сварочная проволока ПАНЧ 11
В Институте электросварки имени Патона в середине прошлого столетия была разработана присадочная проволока под названием ПАНЧ-11. Эта проволока предназначена для полуавтоматической дуговой сварки. Сварка чугуна сварочной проволокой ПАНЧ-11 решает множество проблем, связанных с ремонтом чугунных изделий.
Что такое ПАНЧ-11? Это проволока толщиной 1,2 мм, изготовленная на основе никеля с добавками марганца, меди. В ее состав входят флюсы, делающие ненужным использование защитных газов. При ее применении не требуется предварительный прогрев изделия. Сварочный шов, полученный с помощью этой проволоки, по своим механическим качествам мало отличаются от основного материала. При сваривании, наблюдается некоторое повышение твердости металла возле шва. Под нагрузкой на растяжение, разрушение образца, как правило, происходит по телу изделия, а не по сварке.
Сварочный шов, получаемый при использовании этой проволоки, можно обрабатывать резанием, как и чугун. Электрическая дуга демонстрирует стабильность, сварочная ванна легко контролируется, разбрызгивание минимально. Сварочная проволока ПАНЧ-11 позволяет сваривать чугун при любых положениях шва, хотя нижнее положение по-прежнему остается предпочтительным.
Источник: Компания «ПАРТАЛ»
Сварка и наплавка чугунных деталей
У деталей из чугуна заваривают трещины и отверстия, приваривают отколотые части, наплавляют износостойкие покрытия.
Особенности сварки чугуна. Все чугуны, из которых изготовляются корпусные детали машин и механизмов, являются трудно свариваемыми материалами, что обусловлено высоким содержанием в них углерода. При быстром охлаждении это приводит к образованию в околошовной зоне твердых и хрупких закалочных структур, в том числе и структуры белого чугуна, который трудно поддается механической обработке. Из-за разных коэффициентов линейного расширения серого и белого чугунов в сварном шве возникают внутренние напряжения, которые могут быть причиной трещин.
Особенностью сварки чугуна является то, что из-за отсутствия переходного пластического состояния при нагреве до плавления он практически сразу переходит из твердого состояния в жидкое и обратно в твердое при охлаждении. С одной стороны, это создает значительные технологические трудности в выполнении сварки, а, с другой, препятствует полному выделению газов и шлака из расплавленного металла, вследствие чего сварочный шов получается пористым и загрязненным шлаковыми включениями. Этому способствует и образующаяся на поверхности расплавленного чугуна твердая корка из тугоплавких оксидов, которая также затрудняет выделение из него газов.
Сварку чугунных деталей выполняют электродуговым или газопламенным методами без предварительного подогрева (холодная сварка) или с предварительным подогревом (горячая сварка).
Горячая сварка чугуна. По сравнению с холодной горячая сварка чугуна обеспечивает качество, однако, требует применения специального нагревательного и теплоизоляционного оборудования: (печи, кожухи, термостаты и т.д.) и значительных затрат энергии. Поэтому ее применяют только в тех случаях, когда необходимо получить наплавленный металл, близкий по структуре и физико-механическим свойствам к металлу детали. Свариваемую деталь нагревают в печи или другим способом до температуры 650—680 °С. Нагрев рекомендуется проводить в два этапа: вначале в течение 1 ч деталь нагревают до температуры 400 °С, а затем в течение 0,5 ч до 650-680 °С.
Во время сварки температура детали не должна опускаться ниже 500 °С. Для обеспечения этого рекомендуется нагретую деталь закрывать специальным кожухом или теплоизоляционным материалом, а сварку производить через окна в нем. Благодаря более длительному охлаждению сварочной ванны наплавленный металл лучше очищается от газов и шлаков, выравнивается его состав, снижаются сварочные напряжения, что позволяет избежать трещин в детали. После выполнения сварочных работ деталь снова нагревают до температуры 650—680 °С и затем медленно охлаждают, например, вместе с печью или накрытой теплоизоляционным материалом (кожухом).
Газовая сварка. При горячей сварке чугуна более высокое качество обеспечивает газовая сварка ацетиленокислородным пламенем. В качестве присадочного материала применяются чугунные прутки марок А и Б диаметром 6—10 мм. Прутки марки Б имеют повышенное содержание кремния, который снижает отбеливание чугуна, и поэтому рекомендуются также при сварке с местным подогревом тонкостенных деталей. Кроме указанных прутков, применяют бракованные поршневые кольца из серого чугуна, которые также имеют повышенное содержание кремния. При газовой сварке чугуна обязательно применение флюса, который должен обладать следующими свойствами: предохранять от окисления расплавленную ванну; растворять и переводить в шлак образующиеся оксиды кремния и марганца; окислять и частично растворять графитные включения чугуна на свариваемых поверхностях; увеличивать текучесть сварочных шлаков. Одним из лучших является флюс марки ФСЧ-1 следующего состава (% по массе): бура — 23, кальцинированная сода — 27, азотнокислый натрий — 50.
Пламя горелки должно быть нейтральным при расходе ацетилена из расчета 100—120 л/ч. С учетом этого выбирают номер наконечника газовой горелки.
Электродуговая сварка. Она применяется для ремонта менее ответственных деталей с толстыми стенками. Рекомендуется применять электроды ОМЧ-1, представляющие собой прутки марки Б со специальным покрытием. Используется также порошковая проволока ППЧ-2, ППЧ-3, ППЧН-7.
Холодная сварка чугуна. Холодная сварка получила более широкое применение по сравнению с горячей из-за простоты выполнения и меньших затрат энергии. В частности, она применяется для устранения трещин и заварки пробоин в тонкостенных корпусных и крупногабаритных чугунных деталях, которые требуют последующей механической обработки и эксплуатируются под нагрузкой при тепловом воздействии.
При холодной сварке в зоне сварного шва происходят отбеливание и закалка, сопровождаемые ростом внутренних напряжений, которые могут привести к образованию трещин. Если при сварке чугуна использовать электрод даже из низкоуглеродистой стали, то металл шва получается высокоуглеродистым, т.е. будет хрупким и твердым. Поэтому важно снизить поступление углерода в сварочную ванну. Практически это достигается уменьшением глубины проплавления за счет ограничения сварочного тока, выбором состава покрытия электрода, выполнением сварного шва в несколько слоев.
Для повышения качества сварки и предотвращения образования трещин важно обеспечить достаточную пластичность наплавленного шва. С этой же целью рекомендуется:
— правильно выбирать сварочные материалы и режим сварки;
— выполнять сварку на постоянном токе обратной полярности;
— наплавлять валики длиной не более 40—50 мм по определенной схеме;
— проковывать швы во время кристаллизации наплавленного металла;
— равномерно нагревать и охлаждать зону сварки.
Изменяя состав и толщину покрытия электрода, скорость сварки и силу тока, можно получить стальной шов с составом и свойствами в диапазоне от закаленной высокоуглеродистой стали до мягкой отпущенной низкоуглеродистой.
Для снятия имеющихся в детали напряжений и предупреждения возникновения сварочных напряжений при холодной сварке применяют местный подогрев детали до температуры не выше 400 °С, специальные электроды, а также специальные способы сварки. К ним относятся: сварка с наложением так называемых отжигающих валиков обычными электродами из низкоуглеродистой стали и сварка с помощью специальных электродов. Кромки трещины для сваривания разделывают механическим способом (фрезерованием, строганием, слесарной обработкой) или оплавлением металла газовой горелкой с избытком кислорода. Перед сваркой подогретые кромки и конец электрода покрывают слоем флюса.

Сварка отжигающими валиками. Этот способ позволяет рационально использовать тепло, выделяющееся при сварке. Сварка выполняется следующим образом: накладывают сварной валик длиной 35—50 мм электродом Э-34 и затем на него, не прерывая дуги, в обратном направлении наваривают второй валик. Благодаря этому первый валик нагревается дополнительно и дольше остывает, поэтому закаленная часть шва частично подвергается нормализации. При этом верхний валик менее подвержен закалке. В результате снижается твердость наплавленного металла и частично снимаются остаточные напряжения. В зависимости от толщины стенки детали возможно наложение различного числа валиков в два или в три слоя. При толщине стенки свыше 15 мм применяют многослойную наплавку.
При многослойной наплавке большое значение имеет правильное нанесение сварочных слоев. Первый слой следует наплавлять электродом диаметром 3 мм или пучком электродов диаметром 2 мм, а остальные — электродом диаметром 4—5 мм. Первый тонкий стальной слой отжигается при наложении второго, более толстого слоя, причем часть углерода из него переходит в верхний слой, в результате чего толщина твердого закаленного слоя уменьшается до 0,3 мм.
При ремонте чугунных деталей холодной сваркой для повышения прочности соединения часто применяют установку в свариваемых частях детали шпилек диаметром 6—12 мм с последующей их обваркой общим слоем металла.
Шпильки располагают в шахматном порядке в обеих свариваемых частях на расстоянии между центрами не менее четырех диаметров резьбы. Они должны быть плотно ввинчены в деталь и выступать над поверхностью на 3—4 мм. На резьбовых поверхностях не должно быть загрязнений. Число шпилек принимается из условия обеспечения прочности соединения на срез. В зависимости от толщины детали шпильки могут быть сквозные и несквозные.
Сварка чугуна с применением шпилек связана с дополнительными затратами времени на сверление отверстий, нарезание резьбы и установку шпилек. Для исключения этих операций холодную сварку чугуна выполняют также без установки шпилек. В этом случае площадь соприкосновения детали с наплавленным слоем должна быть в 2 раза больше площади сечения излома, а толщина наваренного слоя быть равной примерно половине этой площади.
При ремонте чугунных деталей с толстыми стенками (свыше 15 мм) с целью повышения прочности сварного соединения дополнительно применяют также усиливающие элементы. Например, на рис. 4.41 показано усиление шва в виде приваренных к шпилькам стальных анкеров.
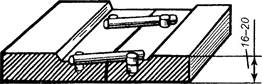
Рис. 4.41. Установка усилительных элементов при за варке трещины в толстостенной детали
Сварку осуществляют в два этапа: вначале сваривают между собой усиливающие элементы с перерывами для охлаждения, а затем выполняют полную заварку с применением отжигающих валиков.
Сварка специальными электродами. Для холодной электродуговой сварки чугуна применяют специальные электроды с сердечником из стали или цветных сплавов диаметром 3—4 мм. Из стальных рекомендуются электроды ЦЧ-4 и АНЧ-1. Первый имеет сердечник из никельсодержащей проволоки Св-08Н50 с содержащим титан или ванадий покрытием. При сварке этим электродом обеспечивается высокая прочность соединения наплавленного металла с деталью при хорошей обрабатываемости сварного шва резанием. Сварка производится электродами диаметром 3—4 мм. Перед сваркой рекомендуется подогреть деталь до 150—200 °С, а наложенные валики сразу же проковывать.
Электроды АНЧ-1 имеют стержень из нержавеющей проволоки Св-04X19Н9 или Св-04Х19Н9Т с фтористо-калиевым покрытием УОНИ-13/55. При наплавке таким электродом образуется пластичный, плотный и хорошо обрабатываемый шов из железоникелевого сплава твердостью около 160 НВ.
Применяются также специальные электроды из цветных металлов и сплавов. Сварка ими менее экономична, но обеспечивает получение пластичного шва, достаточно прочного и хорошо поддающегося механической обработке. На основе медных сплавов изготавливаются электроды ОЗЧ-1, МНЧ-1, МНЧ-2, ОЗЖН-1 и др., дающие в сварном шве мягкий металл, содержащий медь, никель.
Электроды ОЗЧ-1 имеют стержень из медной проволоки и фтористо-кальциевое покрытие, содержащее железный порошок (50 %). Процесс сварки рекомендуется вести короткой дугой, участками длиной 30—60 мм. Каждый участок необходимо проковать и продолжить сварку после охлаждения шва до 50—60 °С. Наплавленный шов представляет собой железомедный сплав, обладающий хорошей вязкостью. Однако возможно отбеливание чугуна, что затрудняет последующую механическую обработку.
Лучшее качество сварки обеспечивают электроды МНЧ-1, стержень которых изготовлен из монель-металла (63 % Ni + 37 % Си) и имеет покрытие УОНИ-13/55. Сварка выполняется электродами диаметром 3—4 мм короткой дугой, участками 20—30 мм, которые сразу же проковываются. Сварочный шов представляет собой в данном случае медно-никелевый сплав, достаточно хорошо поддающийся механической обработке.
Вместо медно-никелевых электродов можно также использовать железоникелевые электроды типа ЖНБ.
При холодной сварке чугуна широко применяют биметаллические электроды из красной меди с оболочкой из луженой жести и мелового покрытия. Сердечники из красной меди имеют диаметр 3—6 мм. На них плотно навивается оболочка из жестяной ленты шириной 5—7 мм.
При сварке биметаллическими электродами рекомендуется применять флюс следующего состава: бура — 50 %, каустическая сода — 15 %, железные опилки — 20 %, железная окалина— 15 %. Наплавленный такими электродами шов содержит сплав железа с медью, имеет высокую прочность, пластичность и обеспечивает хорошую свариваемость с чугуном.
Сварку деталей указанными выше специальными электродами рекомендуется выполнять на постоянном токе обратной полярности.
Для ремонта чугунных деталей применяется также полуавтоматическая сварка самозащитной сварочной проволокой ПАНЧ-11, ПАНЧ-12 и сварка проволокой МНЖКТ в среде аргона.
Холодная газовая сварка чугуна присадочным материалом из цветных сплавов широко применяется в ремонтном производстве для заварки трещин в корпусных деталях. Присадочный материал — латунь, которая дает в расплавленном состоянии прочное сцепление с чугуном. Температура плавления латуни ниже, чем чугуна, поэтому при сварке он не доводится до плавления, что исключает в нем существенные структурные изменения и внутренние напряжения. Сварочный шов имеет достаточную прочность при хорошей обрабатываемости.
Технология заварки трещин с применением латуни включает следующие операции:
— разделка кромок трещины с образованием фасок с углом 70—80° и желательно рифлений на поверхностях фасок для увеличения площади соприкосновения поверхности детали с наплавленным металлом;
— очистка детали в зоне сварки от грязи, масла и ржавчины;
— подогрев подготовленных к сварке мест пламенем газовой горелки до температуры 900—950 °С;
— нанесение на подогретую поверхность слоя флюса;
— нагрев пламенем горелки конца латунной проволоки и натирание ею поверхностей фасок до покрытия их тонким слоем латуни;
— медленный отвод пламени горелки от детали и теплоизоляция сварного шва для его медленного охлаждения.
Пайка чугуна латунью. С помощью ацетиленокислородных горелок можно паять чугунные детали латунью. В качестве присадочных используют латунные прутки, содержащие до 60 % меди. При пайке чугунную деталь нагревают до температуры плавления латуни (около 600 °С).
Газопорошковая наплавка чугуна. Сущность этого способа восстановления заключается в том, что на нагретую поверхность детали напыляют тонкий слой порошкообразного сплава. Наплавленный слой образуется в результате диффузионных процессов между расплавленным порошком и поверхностью основного металла. Для наплавки чугунных деталей применяют порошки марки НПЧ, имеющие следующий состав (в %): медь — 5—7; бор — 1—1,8; кремний — 0,7—0,95; никель — остальное. Наплавка производится специальной ацетиленокислородной горелкой ГАЛ-2-68 при подаче порошка через закрепленную на ней воронку. Наплавленный слой может иметь толщину до 3 мм.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет



