Чем набивают буквы и цифры на металле

Ручные клейма широко используются для нанесения отличительных символов или надписей на изготавливаемые детали. Какими бывают пуансоны? Как выбрать наиболее подходящий набор? Обо всем этом в нижеследующей статье.
Клеймо всегда являлось признаком высшего качества, той отметкой, которую мастер гордо наносил на свои лучшие изделия. Сегодня, конечно, вся продукция уже производится в цехах заводов, но фирменные надписи на изделиях выполняют все ту же роль.
Для нанесения знаков и надписей на единичные изделия широко используются ручные клейма, позволяющие как наносить отдельные метки, так и обозначать изделия относительно короткими буквенно-цифровыми надписями. Данные приспособления представляют собой стержни, на конце которых располагается объемное изображение определенного символа. Основным элементом для рабочей части пуансона выступают стали высокой твердости (до 60 HRC), часто закаливаемые — это необходимо для продавливания материала изделия без износа самого клейма.
Наборы для клеймления
За редким исключением одного пуансона явно недостаточно для нанесения маркировок на изготавливаемые детали. Для этих целей используются специализированные наборы клейм, в которые могут входить буквы кириллического или латинского алфавита, цифры или все это сразу, если речь идет о большом универсальном комплекте.
Как правило, набор из латинских букв включает все литеры от A до Z, а также символ «&», в то время как согласно ГОСТу 25726-83 в наборе русских клейм необязательно наличие букв «Ё», «Й» и «Ъ». Комплекты номерных клейм включают все 10 цифр от 0 до 9. Разумеется, помимо стандартных комплектаций присутствуют и модифицированные наборы — в этом случае изменения указываются в соответствующем описании товарной позиции.
Как выбрать клейма?
Основным параметром клейма является диаметр выбиваемых символов — высота шрифта может составлять от 1 до 12,5 мм. В зависимости от этого параметра устанавливаются и все остальные линейные размеры стандартного пуансона:
Вторым по важности показателем является материал самого пуансона — для работы с некоторыми изделиями может потребоваться сталь с твердостью даже выше 60 HRC.
Держатели для ручных клейм
В простейшем случае для работы с пуансонами используется приспособление, напоминающее щипцы:
Это простое и очень дешевое решение, которое, к тому же, позволяет одновременно работать сразу с клеймами всех размеров. Обратной стороной медали является крайне низкая производительность, поэтому сегодня получили распространение более совершенные приспособления:
Линейные держатели
Такая оснастка используется для нанесения обозначений на ровные поверхности и части цилиндров. В зависимости от конкретной модели в устройстве может размещаться от 1 до 3 рядов литер или цифр.
Кольцевые держатели
Данный тип держателей также используется для нанесения маркировки на плоские детали, однако надпись в результате будет иметь форму круга. К настоящему моменту подобные приспособления уже практически вышли из употребления и производятся лишь по специальным заказам.
Конические держатели
Такая оснастка весьма удобна для работы на закругленных поверхностях, поэтому и используется она, в основном, именно для этого, хотя с ее помощью также можно нанести надпись и на ровную деталь. В зависимости от конкретной модели может создаваться от 1 до 2 строк текста.
Держатели для горячего тиснения
Процедура горячего тиснения требует не только специальных клейм, но и устройства для работы с ними. По сути, это все те же линейные держатели, выполненные из более термостойких материалов.
Последний штрих — упаковка
Все представленные у нас наборы для клеймления поставляются в удобной небьющейся пластиковой упаковке. В дополнение к этому тара для дорогой брендовой продукции имеет четкое разбиение по отсекам, благодаря которому можно сразу заметить пропажу одного пуансона и оперативно принять меры по его возвращению в набор.
Приспособление для нанесения клейм (букв/цифр) в строчку и с определенным интервалом

Полка одного из этих уголков будет зажиматься в тисках, а другая губка расположенная к первой под углом 90 градусов, будет служить рабочей поверхностью (на ней будет располагаться предмет на который нужно нанести клеймо).
Второй уголок будет служить направляющей для пуансона и для механизма позиционирования.
В обоих этих уголках нужно просверлить по два отверстия. С помощью них уголки будут фиксироваться, и работать как губки тисков удерживая обрабатываемую деталь.
Т.е. в одной плоскости (по вертикали) отверстия соосны. А вот по горизонтали, нужно сместить верхний уголок (направляющий) относительно нижнего (рабочего) на 1 см (или больше, если больше размер клейма).


Шаг второй: каретка
Это наиболее важная часть приспособления, поскольку она дает возможность упирать пуансон в нее, в то же время она позволяет пользователю выдерживать нужный интервал между буквами. Здесь не допускается люфт между деталями.
В первую очередь нужно отрезать полосу 8 мм, которая на 1 см больше ширины и высоты уголка. Затем нужно сделать прорезь в полосе в соответствии с толщиной уголка. Зазоров быть не должно, но деталь должна относительно свободно скользить по полке уголка.
С обеих сторон от прорези нужно приварить небольшие отрезки от полосы толщиной 4 мм.






Теперь нужно просто собрать все как на фото.





Шаг шестой: использование
Теперь рассмотрим, как пользоваться данным приспособлением.
Сначала нужно установить и зафиксировать его в тисках. Затем нужно немного отпустить болты, соединяющие два уголка и вставить между уголками заготовку, на которой будет набиваться надпись. Затянуть болты и надежно зафиксировать деталь.
Переместить каретку в положение нулевой точки, т.е. в место, где будет набиваться первая буква или цифра.
В данном случае с пуансонами шириной 3 мм мастер делает пробел между знаками равный 3 мм. Значит с резьбовым стержнем с шагом 1 мм нужно повернуть ручку на 3 полных оборота.



Обзор всех 10-ти известных способов маркировки изделий из металла: плюсы и минусы
Маркировка металлических изделий становится необходимостью и несет в себе важную информацию:
узор, текст, рисунок, указывающие на эксклюзивность и оригинальность.
Качественную маркировку нельзя стереть, подделать, если кто-то и пытается сделать, то это крайне трудно, заметно и очень дорого.
Существует 10 популярных способов нанесения буквенно-цифровой, художественной информации на металл:
Механический способ нанесения рисунка, цифр, букв выполняется путем точечного удара по металлу по заданной траектории. С одной стороны, получается углубление, а с другой ー выпуклость. Метод имеет и другое название ー иглоударная маркировка.
● Относительно недорогая стоимость оборудования;
● Возможна работа по горячей поверхности, в цехах горячего проката, на машинах непрерывного литья заготовок. Когда температура этих полуфабрикатов достигает более 100 градусов;
● Можно быстро получить глубину маркировки до 1-2 мм;
● Удобно маркировать серийные номера, штрих- и QR коды, дата матрикс, которые генерирует программа в автоматическом режиме.
● Подходит для мелко- и среднесерийного производства. Для кого-то это плюс, но если речь идет о серийной маркировке от 500 изделий за смену – иглоударник труднее автоматизировать;
● Необходимы разные иглы под разные материалы (различная сила удара, толщина маркерной иглы влияет на рисунок), частая замена пружин, опускающих и возвращающих иглы, смазывающих жидкостей. Одной иглы хватает на 1-6 месяцев, в зависимости от интенсивности работы, цена в среднем около от 6000 до 38 000 рублей.
Другой вид механической маркировки. Технология заключается в срезании верхнего слоя металла вращающейся фрезой. За счет изменения глубины воздействия получаются выпуклые изображения.
● Объемные рисунки, логотипы.
● Необходимость надежной фиксации детали в процессе работы;
● Используются чаще твердосплавные фрезы, которые являются дорогим расходным материалом (500-1000 руб);
● Для изделий с достаточной толщиной металла;
Электрический ток, проходит через электролит (солевой раствор, побуждающий заряженные электроны двигаться быстрее) и травлением оставляет след на металле. Изображение соответствует трафарету, который плотно прилегает к металлической поверхности.
На нержавейке можно наносить белую маркировку (при постоянном токе) и черную (при переменном).
● Самый простой способ;
● Подходит для всех металлов.
● Нечеткие размытые границы, что неприемлемо для мелких изображений, но допустимо для крупных;
● Затраты на изготовление трафаретов. Цена на трафареты от 500 до 10 000 рублей в зависимости от сложности;
● за 1 штуку. Один трафарет используется порядка 200 раз, потом надо заказывать новый.
Под воздействием высокого тока плавится верхний слой и остается характерный темный след на металле. Для работы на станке деталь фиксируют, покрывают ее специальной тонкой пленкой с аппликацией, на расстоянии искрообразования печатающая головка вибрирует под напряжением тока и наносит маркировку, выплавляя искрой 0,1-10 мкм металлической поверхности.
● Простота использования (похоже на работу с выжигателем по дереву);
● Работа с тонкими поверхностями без их деформирования;
● Без дополнительных расходных материалов.
● Невысокая производительность (скорость пермещения маркера до 10 мм/сек);
● Невозможность нанесения цветных обозначений;
● Ограничения по работе в помещении с повышенной влажностью (более 75%);
Принцип работы каплеструйного маркиратора схож со струйным принтером, только изображение проявляется не на бумаге, а на металле. Краска передается на поверхность как плоскую, так и цилиндрической формы. Разнообразие пигментов может раскрасить разными цветами логотип, штрих-код. Для маркиратора используются чернила и растворитель.
● Быстрое нанесение (до 10 м/с);
● Для разных форм и поверхностей.
● Чувствительность к пыли, не рекомендуются для помещений, где есть взвешенные частицы (мука и т.п.);
● Низкая стойкость маркировки к внешним факторам (трение, жидкости и пр.);
● Большие затраты на расходные материалы: чернила, растворитель, прочее. Многие узлы (фильтры, помпы) надо менять не реже чем 1 раз в год.
Краска наносится на металлическую поверхность посредством нагрева термотрансферной ленты, риббона (красящей ленты). То есть нагретая печатающая головка маркера воздействует на красящий пигмент, он плавится и оставляет отпечаток.
Технология не пользуется популярностью из-за:
● недостаточно стойкая маркировка, боится высоких температур, их перепадов, механического воздействия.
В основном данный вид маркировки используется на плоских поверхностях, так как изображение переносится через трафарет (мелкозернистая сетка) натянутый на раму. Краска продавливается через эту печатную форму. Перенос рисунка производится на уже окрашенное изделие или необходимо предварительно покрыть его адгезивным составом, обеспечивающим хорошее сцепление частиц жидкой краски и твердого металла.
● Устойчивость маркировки к атмосферным изменениям;
● Насыщенные, яркие изображения.
● Только для плоских поверхностей (ровные, выпуклые);
● Оттиск все же поверхностный, при механическом воздействии или контакте с растворителем рисунок ухудшится;
● Низкая скорость печати, большую долю времени забирает сушка готовых изделий;
● Высокие затраты на расходники: краску, рамы (3 000-5 000 руб/шт), подготовку трафаретов.
Сами шаги очень знакомы любителям фотопечати: пленка с изображением фиксируется на алюминиевую поверхность, далее идет экспозиция, проявление и закрепление, нанесение цветов и погружение объекта в специальный уплотняющий раствор.
● Высокая стойкость цвета к выгоранию от солнца, воздействию растворителей. Нестираемость;
● Печать только на алюминиевых спецпластинах для металлофото;
● Нет белого цвета и полноцвета, только полутона;
● Трудоемкость процесса, что влияет на скорость производства;
● Высокая себестоимость, что особенно чувствительно для малотиражного производства (дорогие пластины из анодированного алюминия).
● Способ подходит для любого типа металла, сплавов;
● Быстрый цикл маркировки: прямая печать с компьютера на металл, несколько минут от запуска операции до готовой продукции;
● Высокое качество печати с разрешением до 1400 DPI.
● Устойчивость к влаге, выгоранию.
● Расходный материал. Чернила (6500-9000 руб за 1 литр краски одного цвета, расход 10-20 мл*м2), все узлы, контактирующие с краской: помпа, вайперы, картриджи, уплотнители;
● Ультрафиолетовая печать несет больше декоративную функцию, для промышленного назначения ее минус в том, что рисунок можно “сошкрябать”.
Технологичный и популярный метод для металлических изделий за последние 5 лет. Под воздействием лазерного луча всего 15-20 микрон наносится высокоточная маркировка на любой материал.
● Качественная маркировка: высокое разрешение (до 1 200 DPI) и точное позиционирование (5-7 мкр);
● Применяется для всех видов металла: латунь, медь, алюминий, нержавеющая сталь, титан, легированная углеродистая сталь и т.д.;
● Универсальный метод: можно наносить и изображение, и текст. Для смены задания не нужна сложная переналадка на несколько часов. Потребуется до 8-10 минут;
● Высокая скорость печати при этом не создается нагрузки на узлы станка;
● Отсутствие расходных материалов, а значит и затрат на них;
● Незаменим для маркировки в труднодоступных местах;
● Энергоэффективное потребление электричества (700-900 Вт);
● Одинаково хорошо маркируются изделия разной формы, размеров, структуры.
● Изначально цена за профессиональный лазерный маркиратор высока, но, как правило, уже через 1 год с небольшим оборудование хорошо окупается, что нельзя сказать с уверенностью относительно других установок, которые требуют больших затрат на расходники, периодическую замену узлов, плановое и внеплановое техобслуживание и гарантийный ремонт
Кроме лазера можно присмотреться к иглоударной установке. Особенно, если у вас не масштабное производство. Стоимость владения выше чем у лазера (80 000-130 000 руб/год). Есть небольшие расходники, иглы, но им можно делать более глубокую маркировку, быстрее чем на лазере (5 символов/с). Также ударно-точечник берет любой металл, не зависит от его твердости и формы. Он требует меньше ручного труда и косвенных трудозатрат, которые встречаются при работе с другим оборудованием: выбор краски, растворителя, прочистки после печати, отслеживание постоянного наличия риббонов, красящей ленты и термоэтикеток, их замена.
Выбор маркирующего оборудования по металлу широк. Мы постарались честно осветить самые популярные и передовые способы и технологии на ближайшие 5 лет. Искренне надеюсь информация была вам полезна
Статью подготовил: Старший инженер GrosseMARK, Михаил Толмачев
Нанесение VIN-кода на транспортное средство. При помощи молотка, кувалды и такой-то матери!)

Прежде всего ВСЕХ с ПРАЗДНИКОМ! Мужчины — С ДНЕМ ЗАЩИТНИКА ОТЕЧЕСТВА!) Сегодня подниму чарку за всех ВАС!))) Чин-Чин!

А теперь к делу. Это будет ещё один, ну ооооочень скучный пост!)) Про нанесение VIN-кода. С видео, фото и приложением документов.
На видео будет закадровый текст, в конце!) Все, 1 минуту и 24 секунды смотреть не нужно!) Только последние 12 секунд!)
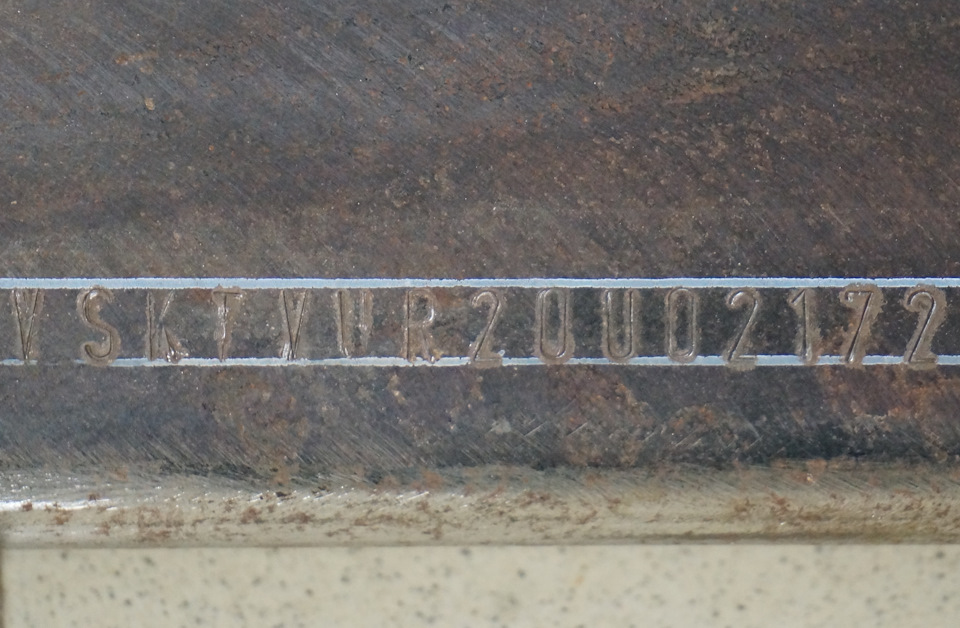
Один из наших франчайзи в Ленинградской области таким образом наносит маркировку на очередной выпущенный прицеп, так как каждое транспортное средство должно быть идентифицировано

И получится примерно вот так:
А вот так маркируют буржуи. Всё тем же, но только ударно-молотковым методом:
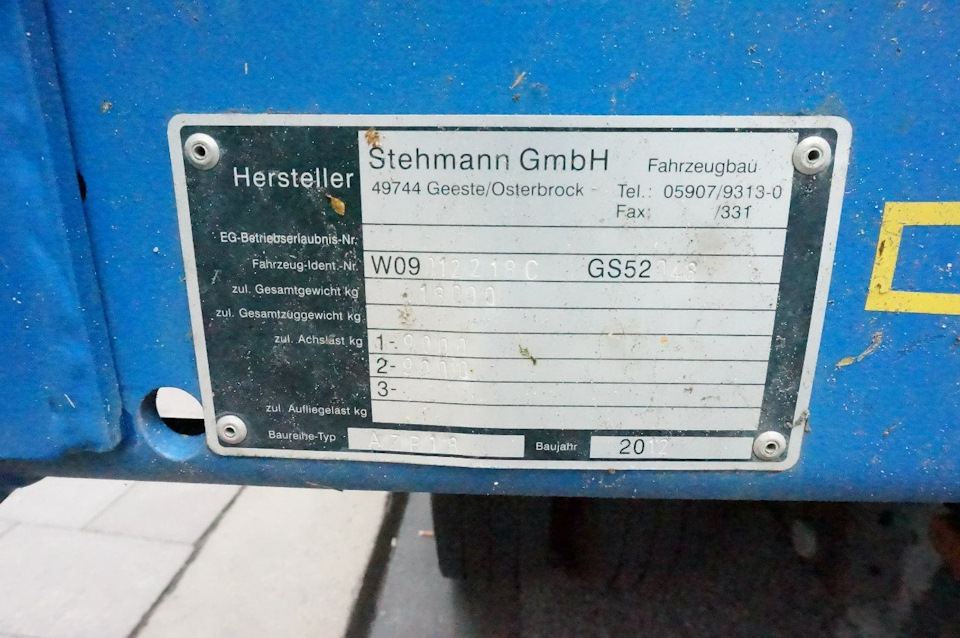

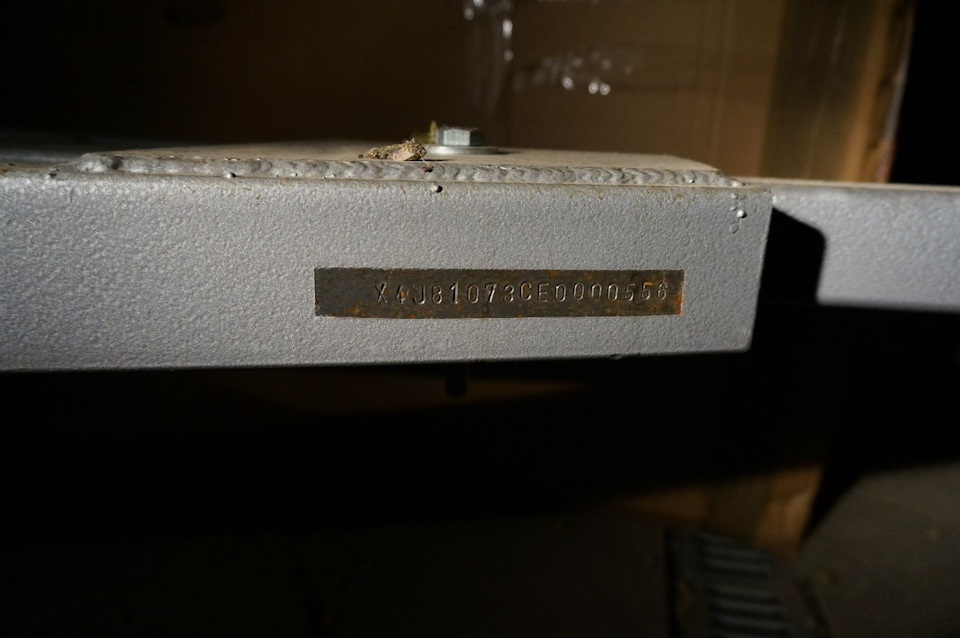
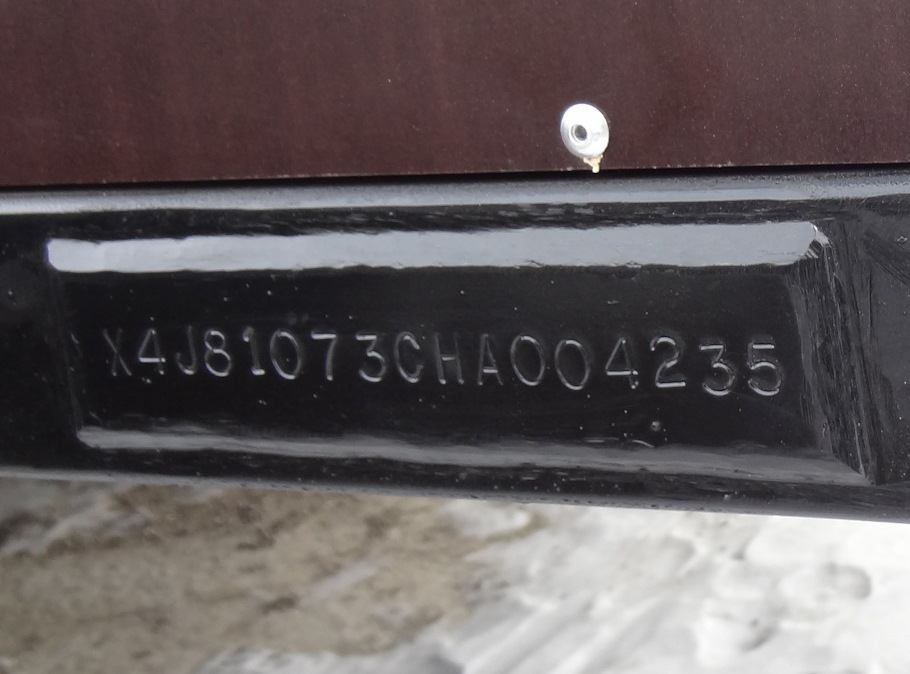
Основное требование к шрифту — высота символов. Она должна быть не менее 8мм. На дублирующих шильдиках — не менее 4-х мм.

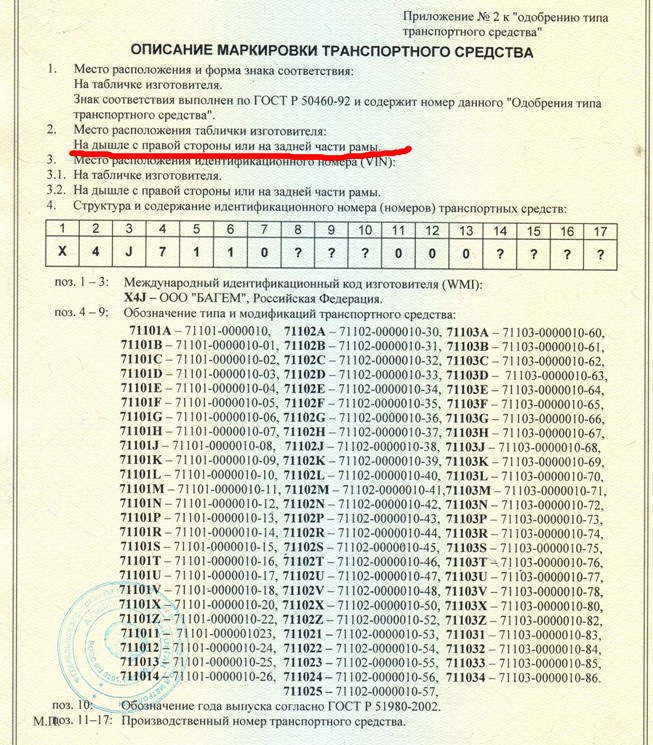
И да, каждый производитель при сертификации своей продукции указывает место нанесения VIN-кода. Их может быть несколько. Вернее в зависимости от транспортного средства и удобства нанесения, он выбирает одно из ранее согласованных с органом сертификации. На прицепах номер VIN может совпадать в номером шасси.
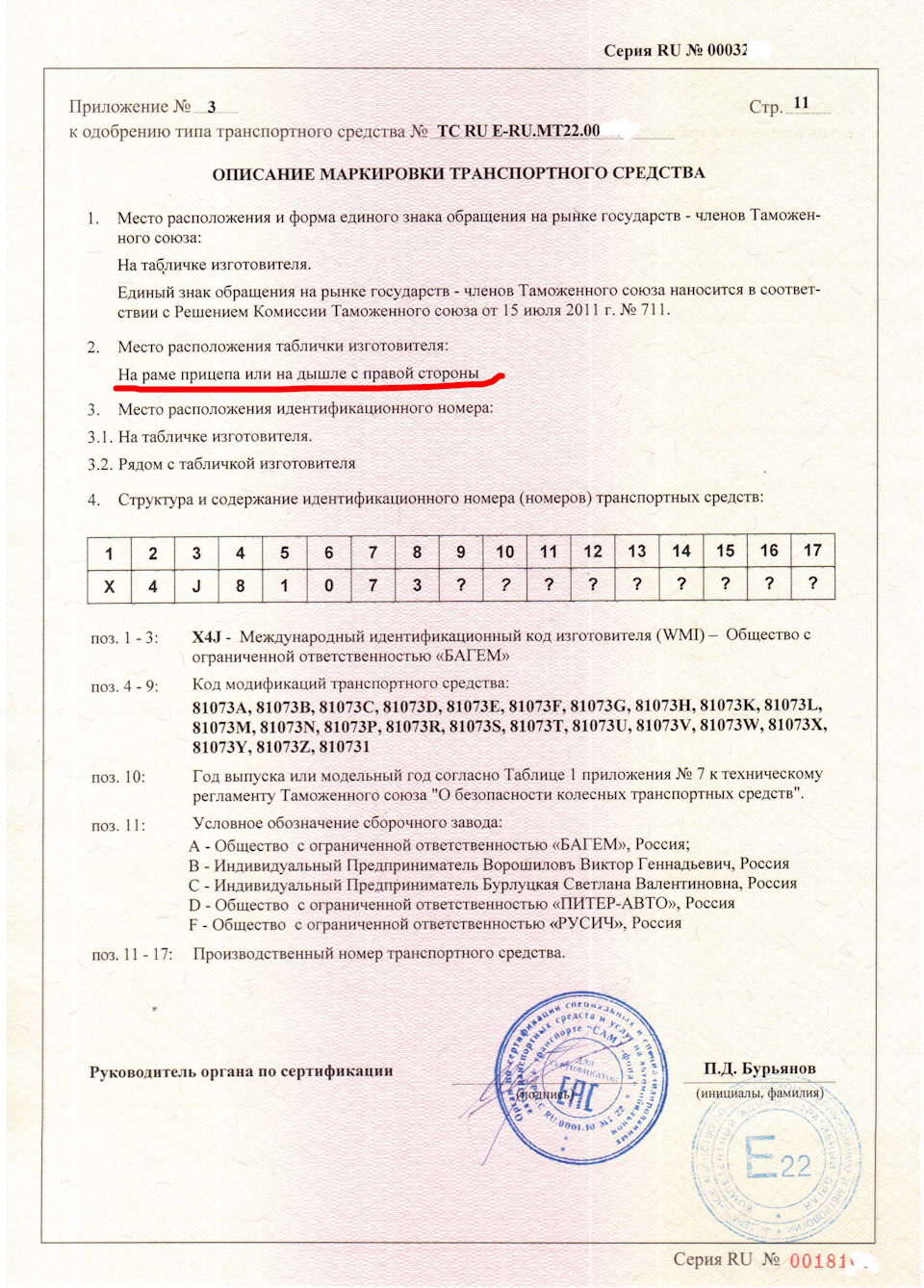
Ну а для того, чтобы получить право нанесения VIN-кода есть 2 варианта.
1. Вариант(для предприятий-изготовителей):
Для начала предприятие-изготовитель регистрирует свою организацию через НАМИ.

Результатом является присвоение WMI-кода — это так называемый код производителя. И стоит это что-то около 7500 евро. Многие спросят: — Почему в евро? Тут на самом деле всё просто. НАМИ, находящийся в Москве регистрирует